Revolutionizing 2,3-Dihydroindanone Production: A Cost-Effective Nickel Catalysis Strategy for Global Supply Chains
Revolutionizing 2,3-Dihydroindanone Production: A Cost-Effective Nickel Catalysis Strategy for Global Supply Chains
The pharmaceutical and fine chemical industries are constantly seeking robust, scalable, and cost-efficient synthetic routes for privileged scaffolds that serve as the backbone of bioactive molecules. A pivotal advancement in this domain is detailed in Chinese patent CN111269075A, which discloses a highly efficient synthesis method for 2,3-dihydroindanones. This specific class of compounds is not merely a chemical curiosity but a critical structural motif found in numerous active natural products and drug intermediates, including potent antibacterial agents and potassium channel inhibitors. The patent introduces a transformative approach utilizing nickel catalysis to couple ortho-substituted benzaldehydes with alkynes, bypassing the traditional reliance on scarce and expensive noble metals. By leveraging a nickel and phosphine ligand system in the presence of a base within an organic solvent, this methodology achieves high regioselectivity and operational simplicity. For R&D directors and procurement strategists, this represents a paradigm shift towards more sustainable and economically viable manufacturing processes for complex heterocyclic cores.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the construction of the dihydroindanone skeleton has been dominated by methodologies relying on transition noble metals such as palladium, rhodium, and ruthenium. These conventional pathways, while effective in academic settings, present substantial hurdles for industrial application. Prominent examples include palladium-catalyzed carbon-hydrogen activation, intramolecular aldol condensations, and carbonyl insertion reactions, which often necessitate harsh conditions or specialized reagents. The seminal work by Heck in 1989 and subsequent improvements by Larock utilized palladium to couple halobenzaldehydes with alkynes, yet these methods frequently suffer from poor regioselectivity and the generation of difficult-to-separate isomers. Furthermore, the economic volatility of precious metals like rhodium and palladium introduces significant supply chain risks and cost unpredictability. The requirement for rigorous removal of residual heavy metals to meet pharmaceutical purity standards adds additional processing steps, increasing both the environmental footprint and the overall cost of goods sold, thereby limiting the commercial attractiveness of these legacy technologies for large-scale API intermediate production.
The Novel Approach
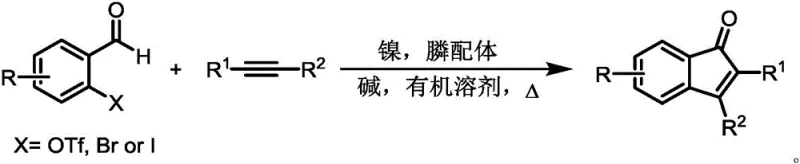
In stark contrast to the limitations of noble metal catalysis, the novel approach outlined in the patent data utilizes earth-abundant nickel as the central catalytic species. This method employs ortho-substituted benzaldehydes, where the leaving group can be a triflate, bromide, or iodide, reacting directly with internal or terminal alkynes. The reaction proceeds smoothly under the influence of a phosphine ligand and a base in common organic solvents, delivering 2,3-dihydroindanone products in a single operational step. This streamlined process eliminates the need for pre-functionalized organometallic reagents often required in cross-coupling scenarios, thereby simplifying the raw material supply chain. The high regioselectivity observed in this nickel-catalyzed system ensures that the desired isomer is formed predominantly, drastically reducing the burden on downstream purification units. For manufacturing teams, this translates to a process that is not only chemically elegant but also practically superior in terms of throughput and waste reduction, positioning it as a preferred route for the synthesis of high-value pharmaceutical building blocks.
Mechanistic Insights into Nickel-Catalyzed Cyclization
The success of this transformation lies in the unique electronic properties of the nickel center coordinated with bulky phosphine ligands. The catalytic cycle likely initiates with the oxidative addition of the ortho-substituted benzaldehyde to the low-valent nickel species, forming a key organonickel intermediate. This step is facilitated by the electron-rich nature of the phosphine ligands, which stabilize the metal center and promote the activation of the carbon-halogen or carbon-oxygen bond. Subsequently, the alkyne substrate coordinates to the nickel center and undergoes migratory insertion into the nickel-carbon bond. This insertion step is critical as it determines the regioselectivity of the final product; the steric and electronic tuning provided by ligands such as dppe or XantPhos ensures that the insertion occurs in a manner that favors the formation of the five-membered ring system. The cycle concludes with a reductive elimination or a similar cyclization event that releases the 2,3-dihydroindanone product and regenerates the active nickel catalyst, allowing the turnover to continue efficiently throughout the reaction duration.
From an impurity control perspective, the mechanism offers distinct advantages over radical-based or high-temperature thermal cyclizations. The well-defined coordination sphere around the nickel atom minimizes side reactions such as polymerization of the alkyne or non-selective C-H activation on the aromatic ring. The use of mild bases like 2,2,6,6-tetramethylpiperidine or inorganic carbonates further suppresses the formation of aldol condensation byproducts that might arise from the aldehyde functionality. Consequently, the crude reaction mixture is significantly cleaner, containing fewer structurally related impurities that are challenging to purge. This inherent selectivity reduces the complexity of the isolation protocol, often allowing for straightforward filtration and crystallization or simple column chromatography to achieve high-purity standards required for GMP manufacturing, thus ensuring a robust and reliable quality profile for the final intermediate.
How to Synthesize 2,3-Dihydroindanones Efficiently
The practical execution of this synthesis is designed for reproducibility and ease of handling in a standard laboratory or pilot plant environment. The protocol dictates that the reaction be conducted under an inert atmosphere, typically nitrogen, to protect the sensitive nickel catalyst from oxidation. Reactants are combined in solvents such as fluorobenzene, toluene, or THF, with heating applied to drive the conversion to completion. The detailed standardized synthesis steps below outline the precise stoichiometry and conditions required to replicate the high yields reported in the patent examples, ensuring that technical teams can rapidly validate the process for their specific substrate requirements.
- Combine ortho-substituted benzaldehyde (X=OTf, Br, I) and alkyne substrates in an organic solvent such as fluorobenzene or toluene under a nitrogen atmosphere.
- Add a nickel catalyst source like Ni(cod)2 along with a phosphine ligand such as dppe and a base like 2,2,6,6-tetramethylpiperidine to the reaction mixture.
- Heat the reaction mixture to temperatures between 60°C and 150°C for 12 to 36 hours, then purify the resulting 2,3-dihydroindanone product via column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition from noble metal catalysis to this nickel-based system offers profound strategic benefits that extend beyond simple reagent costs. The primary advantage is the drastic reduction in raw material expenditure, as nickel salts are orders of magnitude cheaper than palladium or rhodium complexes. This cost structure stability shields the manufacturing budget from the volatile fluctuations characteristic of the precious metals market. Moreover, the simplified workflow reduces the number of unit operations required, leading to lower energy consumption and reduced labor hours per batch. The ability to source catalyst components from a broader range of suppliers enhances supply security, mitigating the risk of production stoppages due to material shortages. Overall, this technology enables a leaner, more resilient manufacturing model that aligns perfectly with the industry's drive for cost reduction in pharmaceutical intermediate manufacturing.
- Cost Reduction in Manufacturing: The substitution of expensive palladium or rhodium catalysts with inexpensive nickel sources fundamentally alters the cost equation for producing 2,3-dihydroindanones. Since the catalyst loading is moderate and the metal itself is abundant, the direct material cost is significantly lowered. Additionally, the high selectivity of the reaction minimizes the loss of valuable starting materials into byproduct streams, improving the overall mass balance and atom economy of the process. This efficiency means that less raw material is needed to produce the same amount of API intermediate, compounding the savings across large production volumes. Furthermore, the reduced need for extensive purification to remove trace heavy metals lowers the cost of consumables like silica gel or specialized scavengers, contributing to a substantially lower cost of goods sold.
- Enhanced Supply Chain Reliability: Relying on earth-abundant metals like nickel removes the geopolitical and mining constraints often associated with platinum group metals. Nickel and phosphine ligands are commodity chemicals with established, robust global supply chains, ensuring consistent availability even during market disruptions. The use of common organic solvents and bases further simplifies logistics, as these materials do not require special handling or import licenses compared to some specialized organometallic reagents. This reliability allows for better production planning and inventory management, reducing the need for safety stock and freeing up working capital. Ultimately, a supply chain built on abundant materials is inherently more stable and predictable, safeguarding continuous production schedules for critical drug substances.
- Scalability and Environmental Compliance: The operational simplicity of this one-pot cyclization makes it exceptionally well-suited for scale-up from kilogram to multi-ton scales. The reaction conditions, ranging from 60°C to 150°C, are easily achievable in standard stainless steel reactors without requiring exotic high-pressure or cryogenic equipment. From an environmental standpoint, the use of non-toxic nickel compared to more hazardous heavy metals simplifies waste treatment and disposal protocols. The high yield and selectivity reduce the volume of chemical waste generated per unit of product, supporting green chemistry initiatives and helping facilities meet stringent environmental regulations. This combination of scalability and environmental friendliness positions the process as a future-proof solution for sustainable chemical manufacturing.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this nickel-catalyzed technology. These answers are derived directly from the experimental data and technical specifications provided in the patent documentation, offering clarity on substrate compatibility, reaction parameters, and potential challenges. Understanding these details is crucial for technical teams evaluating the feasibility of adopting this route for their specific pipeline projects.
Q: How does the nickel-catalyzed method compare to traditional palladium routes for indanone synthesis?
A: The nickel-catalyzed method described in patent CN111269075A offers a significant cost advantage by replacing expensive noble metals like palladium, rhodium, or ruthenium with abundant nickel. Furthermore, it demonstrates high regioselectivity and operates under relatively mild conditions, reducing the complexity of downstream purification and heavy metal removal processes often associated with precious metal catalysis.
Q: What are the substrate scopes compatible with this efficient synthesis protocol?
A: This protocol exhibits broad substrate tolerance, accommodating ortho-substituted benzaldehydes with leaving groups such as triflate, bromide, or iodide. It successfully reacts with various alkynes including diarylalkynes, aryl-alkyl alkynes, and dialkyl alkynes, allowing for the diverse functionalization of the 2,3-dihydroindanone core which is critical for drug discovery libraries.
Q: Is this nickel-catalyzed process scalable for commercial manufacturing of pharmaceutical intermediates?
A: Yes, the process is highly amenable to scale-up due to the use of inexpensive nickel catalysts and common organic solvents. The reaction conditions (60°C-150°C) are manageable in standard industrial reactors, and the high yields reported in examples suggest robust performance suitable for large-scale production of complex pharmaceutical intermediates without the supply chain risks associated with precious metals.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2,3-Dihydroindanones Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of advanced catalytic technologies like the nickel-mediated synthesis of 2,3-dihydroindanones in accelerating drug development timelines. As a premier CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that innovative laboratory discoveries are seamlessly translated into robust industrial realities. Our state-of-the-art facilities are equipped with rigorous QC labs capable of verifying stringent purity specifications, guaranteeing that every batch of intermediate meets the exacting standards required by global regulatory bodies. We are committed to leveraging such efficient synthetic routes to deliver high-quality intermediates that empower our partners to bring life-saving therapies to market faster and more cost-effectively.
We invite forward-thinking pharmaceutical companies to collaborate with us to explore the full potential of this technology for their specific programs. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your project's volume and purity requirements. We encourage you to contact us to request specific COA data and comprehensive route feasibility assessments, allowing you to make informed decisions based on hard data and proven expertise. Let us be your strategic partner in navigating the complexities of modern chemical synthesis and securing a competitive advantage in the global marketplace.