Advanced Biphasic Synthesis of Isoniazid Para-Aminosalicylate for Global API Markets
The pharmaceutical landscape for anti-tuberculosis agents continues to evolve, driven by the critical need for stable, high-purity active ingredients that ensure patient compliance and therapeutic efficacy. A pivotal advancement in this domain is detailed in patent CN103539733A, which discloses a novel preparation method for Isoniazid Para-Aminosalicylate (also known as Pasiniazide). This compound represents a synergistic molecular combination of Isoniazid and Para-aminosalicylic acid, designed to enhance therapeutic equivalence while mitigating the adverse reactions often associated with monotherapy. The core innovation lies in the transition from traditional single-phase solvent systems to a sophisticated water and organic ester biphasic system. This technological shift addresses long-standing challenges regarding raw material solubility and product stability, offering a robust pathway for the commercial scale-up of complex pharmaceutical intermediates. By optimizing the reaction environment, this method achieves a content purity exceeding 99%, setting a new benchmark for quality in the production of this essential anti-tuberculosis agent.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historical manufacturing processes for Isoniazid Para-Aminosalicylate have been plagued by inherent chemical incompatibilities between the reactants and the solvent media. Prior art, such as the methods described in Chinese patent ZL03135204.9, relied heavily on water or lower alcohols as single-phase solvents. In these hydrophilic environments, Para-aminosalicylic acid exhibits poor solubility due to its hydrophobic aromatic structure. This solubility mismatch results in a significant fraction of the acid remaining unreacted within the final crystal lattice. The presence of unreacted acidic impurities acts as a catalyst for degradation, leading to products that are chemically unstable, prone to discoloration, and susceptible to rotting during storage. Furthermore, alternative methods like ZL201010241108.1 attempted to circumvent this by using sodium salts and extraction steps, but this introduced excessive operational complexity, increasing both time consumption and the risk of contamination during multiple transfer stages.
The Novel Approach
The methodology presented in CN103539733A fundamentally reengineers the reaction medium to accommodate the distinct physicochemical properties of both reactants. By employing a biphasic system comprising water and an organic ester (with carbon atoms less than or equal to 6, such as ethyl acetate or methyl acetate), the process creates a dual-environment where both hydrophilic Isoniazid and hydrophobic Para-aminosalicylic acid can coexist and interact effectively. 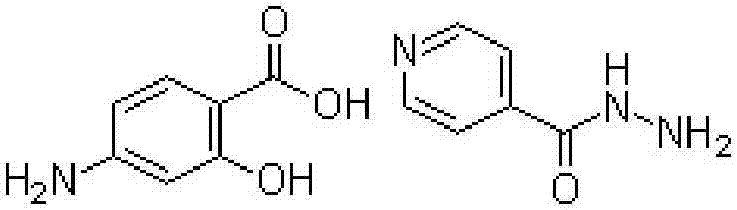 As illustrated in the structural analysis, the organic ester phase facilitates the dissolution of the Para-aminosalicylic acid, while the aqueous phase manages the polar characteristics of the Isoniazid. Upon heating and stirring, the interfacial tension allows for a homogeneous reaction dynamic without the need for harsh chemical modifications or salt formations. This direct addition of raw materials into the two-phase solvent ensures that the reaction proceeds to completion, eliminating the residual raw materials that compromise product stability in older methods. The result is a yellow crystalline powder with standard color, luster, and exceptional thermal stability.
As illustrated in the structural analysis, the organic ester phase facilitates the dissolution of the Para-aminosalicylic acid, while the aqueous phase manages the polar characteristics of the Isoniazid. Upon heating and stirring, the interfacial tension allows for a homogeneous reaction dynamic without the need for harsh chemical modifications or salt formations. This direct addition of raw materials into the two-phase solvent ensures that the reaction proceeds to completion, eliminating the residual raw materials that compromise product stability in older methods. The result is a yellow crystalline powder with standard color, luster, and exceptional thermal stability.
Mechanistic Insights into Biphasic Solvent Crystallization
The success of this synthesis relies on the precise thermodynamic control offered by the water-ester interface. When the reactants are introduced into the mixed solvent system and heated to a range of 40~100°C (optimally 50~70°C), the kinetic energy overcomes the activation barrier for the molecular association between the carboxylic acid group of the salicylate and the hydrazide group of the isoniazid. Unlike single-phase systems where precipitation might occur prematurely due to saturation limits, the biphasic system maintains the reactants in a dynamic equilibrium. The organic ester acts not merely as a solvent but as a solubilizing agent that prevents the premature aggregation of the hydrophobic acid. This ensures that the nucleation of the Isoniazid Para-Aminosalicylate crystal occurs only during the controlled cooling phase, rather than during the reaction phase. This delayed crystallization is critical for excluding impurities, as the growing crystal lattice rejects foreign molecules more effectively when formed slowly from a clear, fully reacted solution.
Impurity control is further enhanced by the specific selection of esters such as ethyl acetate, propyl acetate, or ethyl formate. These solvents possess a polarity that is intermediate enough to allow for some miscibility with water under agitation, yet distinct enough to separate upon standing or cooling. This property is vital for the purification mechanism. Any unreacted starting materials or side products that do not fit the stoichiometry of the target molecular compound remain preferentially dissolved in the mother liquor phases rather than co-crystallizing with the product. Consequently, the filtration step yields a cake that is inherently pure, requiring minimal washing. The patent data indicates that this mechanistic advantage translates directly to a content purity of greater than 99%, with melting points and spectral data consistent with high-grade pharmaceutical standards, thereby solving the degradation issues prevalent in alcohol-based syntheses.
How to Synthesize Isoniazid Para-Aminosalicylate Efficiently
The operational protocol derived from this patent simplifies the manufacturing workflow into three distinct, manageable stages that are highly amenable to automation and standard operating procedures (SOPs). The process begins with the precise metering of purified water and the selected organic ester, followed by the direct charging of the solid raw materials. This "one-pot" style addition eliminates the need for pre-dissolution tanks or separate neutralization steps required in older sodium-salt methods. The reaction is driven by thermal energy and mechanical agitation, ensuring uniform heat distribution throughout the biphasic mixture. Following the reaction period, typically around 30 minutes, the system undergoes a controlled cooling ramp to 0~20°C. This temperature gradient is the driving force for supersaturation and subsequent crystal growth. The detailed standardized synthesis steps, including specific mass ratios and agitation speeds for optimal yield, are outlined in the guide below.
- Prepare the biphasic solvent system by mixing purified water and an organic ester (such as ethyl acetate) in specific volume ratios.
- Add stoichiometric amounts of Para-aminosalicylic acid and Isoniazid directly into the mixed solvent, then heat to 50-70°C with stirring to ensure complete dissolution and reaction.
- Cool the reaction mixture to 5-10°C to induce crystallization, then filter and dry to obtain the final high-purity yellow crystalline product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this biphasic synthesis route offers profound strategic advantages beyond mere chemical elegance. The primary value driver is the drastic simplification of the unit operations. By removing the need for acidification steps, sodium salt preparations, and complex extraction sequences found in prior art, the overall processing time is significantly compressed. This reduction in cycle time directly correlates to increased throughput capacity within existing manufacturing facilities, allowing for greater volume output without capital expenditure on new reactors. Furthermore, the robustness of the process reduces the likelihood of batch failures due to operator error or slight deviations in raw material quality, thereby enhancing the reliability of the supply chain for this critical anti-tuberculosis medication.
- Cost Reduction in Manufacturing: The economic benefits of this process are substantial, primarily driven by solvent efficiency and raw material utilization. Since the biphasic system ensures near-complete conversion of the expensive Para-aminosalicylic acid, there is minimal waste of high-value starting materials. Additionally, the patent highlights the recoverability of the organic solvent mother liquor. Unlike processes where solvents are contaminated with salts or require energy-intensive distillation for purification, the ester phase in this system can be decanted and reused directly in subsequent batches. This closed-loop solvent management significantly lowers the variable cost per kilogram of the API, providing a competitive edge in price-sensitive markets.
- Enhanced Supply Chain Reliability: The simplicity of the raw material requirements enhances supply security. The process utilizes commodity chemicals—water and common esters like ethyl acetate—which are widely available globally and less subject to the supply chain volatility often seen with specialized catalysts or exotic reagents. Moreover, the stability of the final product means that inventory can be held for longer periods without degradation, reducing the pressure on just-in-time delivery models and allowing for strategic stockpiling. This stability ensures that downstream formulation partners receive material that meets specifications even after extended storage, minimizing returns and quality disputes.
- Scalability and Environmental Compliance: From an environmental and regulatory standpoint, this method aligns perfectly with modern green chemistry principles. The elimination of strong acids or bases for pH adjustment reduces the load on wastewater treatment facilities. The ability to recycle the organic solvent minimizes volatile organic compound (VOC) emissions and hazardous waste generation. This environmental profile simplifies the permitting process for scale-up and ensures long-term compliance with increasingly stringent global environmental regulations, making it a sustainable choice for large-scale commercial production.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the production of Isoniazid Para-Aminosalicylate using this advanced biphasic technology. These insights are derived directly from the experimental data and claims within the patent documentation, providing clarity on the feasibility and advantages of the method for potential manufacturing partners and technical evaluators.
Q: Why is a biphasic water-ester solvent system superior to traditional alcohol-water systems for this synthesis?
A: Traditional single-phase systems often fail to fully dissolve Para-aminosalicylic acid due to its hydrophobicity, leading to unreacted raw materials in the final product. The biphasic system utilizes the organic ester phase to solubilize the acid effectively, ensuring a complete reaction and preventing product instability caused by residual acidity.
Q: What purity levels can be achieved using the method described in patent CN103539733A?
A: The patented process consistently yields Isoniazid Para-Aminosalicylate with a content higher than 99%. The improved crystal form and reduced impurity profile contribute to significantly better stability and color retention compared to prior art methods.
Q: Can the organic solvents used in this process be recycled to reduce costs?
A: Yes, the patent explicitly states that the organic solvent mother liquor remaining after crystallization separation can be recovered and reused as the solvent for subsequent batches. This closed-loop capability drastically reduces raw material consumption and waste disposal costs.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Isoniazid Para-Aminosalicylate Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from laboratory patent to commercial reality requires more than just chemical knowledge; it demands engineering excellence and rigorous quality oversight. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of the biphasic solvent system are fully realized in an industrial setting. We maintain stringent purity specifications and operate rigorous QC labs equipped to verify the >99% content and stability profiles guaranteed by this novel synthesis route. Our commitment to quality ensures that every batch of Isoniazid Para-Aminosalicylate meets the exacting standards required for global pharmaceutical registration.
We invite procurement leaders and R&D directors to collaborate with us to leverage this cost-effective and environmentally friendly technology. By partnering with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact us today to obtain specific COA data and route feasibility assessments, ensuring that your supply chain for this vital anti-tuberculosis agent is built on a foundation of innovation, reliability, and superior value.