Advanced Synthesis of Aminobenzenesulfonylurea Intermediates for Commercial Herbicide Production
The global demand for high-efficacy herbicides and plant growth regulators continues to drive innovation in the synthesis of key chemical intermediates, specifically within the aminobenzenesulfonylurea class. Patent CN1199943C discloses a groundbreaking methodology that addresses long-standing challenges in producing these complex molecules, offering a pathway that significantly enhances both yield and purity profiles. This technical insight report analyzes the proprietary reaction mechanisms detailed in the patent, focusing on how the novel rearrangement and selective coupling strategies overcome the limitations of traditional multi-step syntheses. By eliminating the reliance on difficult-to-remove protecting groups and optimizing chemoselectivity, this method provides a robust foundation for reliable agrochemical intermediate supplier operations seeking to modernize their manufacturing capabilities. The structural versatility of the compounds described allows for broad application in developing next-generation crop protection agents.
Historically, the preparation of aminobenzenesulfonylurea compounds has been plagued by significant synthetic inefficiencies that hinder cost-effective commercial production. Conventional routes frequently necessitate the use of protecting groups, such as tert-butyl, to mask reactive functional groups during the construction of the sulfonamide backbone. The removal of these protecting groups typically requires harsh reagents like trifluoroacetic acid, which introduces severe safety hazards, complicates waste treatment protocols, and increases the overall environmental footprint of the manufacturing process. Furthermore, traditional methods often suffer from moderate overall yields due to the cumulative losses inherent in multi-step sequences, making the final active ingredients prohibitively expensive for large-scale agricultural applications. These legacy processes also struggle with impurity profiles that can compromise the biological efficacy of the final herbicide formulation, requiring extensive and costly purification steps to meet regulatory standards.
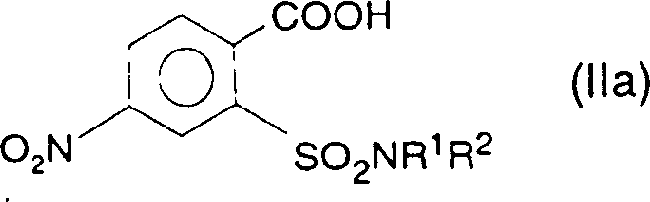
In stark contrast, the novel approach outlined in the patent data introduces a streamlined synthetic route that fundamentally reengineers the construction of the sulfonylurea core. By leveraging a halogenation and rearrangement sequence on nitro-substituted o-sulfamoylbenzoic acids, the method bypasses the need for external protecting groups entirely. This strategic shift not only reduces the number of unit operations but also minimizes the consumption of auxiliary chemicals and solvents. The process utilizes readily available halogenating agents like thionyl chloride in inert organic solvents, facilitating a smoother transition from raw materials to advanced intermediates. This innovation directly supports cost reduction in herbicide manufacturing by shortening the production timeline and reducing the load on downstream purification infrastructure, thereby enhancing the economic viability of producing high-purity agrochemical intermediates for the global market.
Mechanistic Insights into Halogenation-Rearrangement and Selective Coupling
The core of this technological advancement lies in the precise control of reaction conditions during the initial halogenation and subsequent rearrangement phases. The process begins with the conversion of compound (II) into a carboxylic acid halide using thionyl chloride in aprotic solvents such as chlorobenzene or toluene at temperatures ranging from 50°C to 100°C. Crucially, the reaction mixture is then heated to between 110°C and 160°C to induce an intramolecular rearrangement that forms the stable sulfonyl chloride intermediate (III). This thermal rearrangement is pivotal as it establishes the correct spatial orientation of the functional groups without requiring additional stabilization steps. The ability to perform this transformation in a heterogeneous mixture or suspension further demonstrates the robustness of the chemistry, allowing for flexibility in reactor design and mixing protocols which is essential for scaling up complex polymer additives or fine chemical intermediates safely.
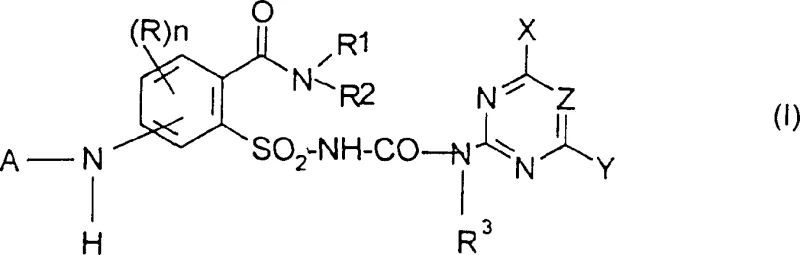
Following the formation of the sulfonyl chloride, the protocol employs a highly selective coupling strategy that distinguishes it from prior art. When reacting the amino sulfonamide intermediate with carbamates, standard bases like DBU often fail to differentiate between the amino and sulfonamide groups, leading to a 2:1 ratio of desired product to byproduct. However, this patent teaches the use of carbamate salts, where M is a cation such as sodium or potassium, to achieve surprising selectivity. By generating the salt in situ using alkali metal hydroxides or alkoxides in solvents like THF or dioxane, the reaction targets the sulfonamide group exclusively. This mechanistic nuance ensures that the final compound (I) is obtained with superior purity, reducing the burden on quality control labs and ensuring consistent batch-to-batch performance for downstream formulators.
How to Synthesize Aminobenzenesulfonylurea Efficiently
Implementing this synthesis route requires careful attention to solvent selection and temperature control to maximize the benefits of the rearrangement and salt-coupling mechanisms. The process is designed to be adaptable, allowing for the use of various inert organic solvents including ethers, esters, and chlorinated hydrocarbons depending on the specific solubility profiles of the substrates involved. Operators must ensure that the halogenation step is conducted under anhydrous conditions to prevent hydrolysis of the acid chloride, while the subsequent ammonolysis can tolerate a broader range of conditions from -20°C to 150°C. The detailed standardized synthesis steps below outline the critical parameters for replicating this high-efficiency pathway in a GMP-compliant environment, ensuring that the technical potential of the patent is fully realized in commercial production settings.
- Halogenation and Rearrangement: React nitro-substituted o-sulfamoylbenzoic acid with thionyl chloride in an aprotic solvent at 50-100°C, then heat to 110-160°C to induce rearrangement.
- Ammonolysis and Reduction: Perform ammonolysis on the sulfonyl chloride intermediate at -20°C to 150°C, followed by catalytic hydrogenation of the nitro group using Raney nickel or palladium.
- Selective Coupling: React the resulting amino sulfonamide with a carbamate salt (e.g., sodium or potassium salt) in ether solvents to ensure high chemoselectivity on the sulfonamide group.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this patented synthesis method translates into tangible strategic advantages beyond mere technical specifications. By eliminating the need for expensive and hazardous protecting group reagents, the overall material cost structure of the intermediate is significantly optimized. The reduction in synthetic steps directly correlates with a shorter manufacturing lead time, allowing suppliers to respond more agilely to fluctuations in market demand for agrochemical intermediates. Furthermore, the simplified waste profile resulting from the absence of trifluoroacetic acid and other harsh deprotection agents lowers the environmental compliance costs associated with disposal and treatment. This alignment with green chemistry principles not only mitigates regulatory risk but also enhances the sustainability credentials of the supply chain, which is increasingly a key decision factor for multinational corporations sourcing specialty chemicals.
- Cost Reduction in Manufacturing: The elimination of protecting group chemistry removes the requirement for costly reagents like trifluoroacetic acid and the associated neutralization waste streams. This qualitative improvement in the process flow drastically simplifies the production line, reducing energy consumption and labor hours per kilogram of output. By avoiding the low-yield steps typical of conventional methods, the overall material throughput is enhanced, leading to substantial cost savings that can be passed down through the supply chain. The use of common industrial solvents like toluene and chlorobenzene further ensures that raw material procurement remains stable and economical, shielding the project from volatility in exotic reagent markets.
- Enhanced Supply Chain Reliability: The robustness of the reaction conditions, which tolerate a wide temperature range and various solvent systems, ensures high operational reliability and minimizes the risk of batch failures. Since the process avoids sensitive intermediates that require cryogenic storage or immediate usage, inventory management becomes more flexible and less prone to disruption. The high selectivity achieved through the carbamate salt method reduces the incidence of off-spec material, ensuring a consistent flow of high-purity product to downstream customers. This reliability is critical for maintaining continuous production schedules for herbicides, preventing costly downtime in the formulation plants of major agrochemical clients.
- Scalability and Environmental Compliance: The chemistry is inherently scalable, utilizing unit operations such as filtration, distillation, and crystallization that are standard in multi-ton chemical facilities. The reduction in hazardous waste generation simplifies the environmental permitting process and reduces the long-term liability associated with chemical manufacturing. By adhering to stricter purity specifications without complex purification trains, the process supports the commercial scale-up of complex agrochemical intermediates with a lower environmental footprint. This alignment with modern environmental, social, and governance (ESG) goals makes the supply chain more resilient against tightening global regulations on chemical emissions and waste disposal.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology. They are derived from the specific pain points identified in the background art and the beneficial effects claimed in the patent documentation. Understanding these nuances is essential for R&D teams evaluating the feasibility of technology transfer and for procurement specialists assessing the long-term value proposition of this manufacturing route. The answers reflect the objective data provided in the patent, ensuring that all stakeholders have a clear and accurate understanding of the process capabilities and limitations.
Q: How does this novel method eliminate the need for protecting groups?
A: Conventional methods often require tert-butyl protecting groups that necessitate harsh removal reagents like trifluoroacetic acid. This patented approach utilizes a direct rearrangement and selective salt coupling strategy that bypasses the need for such protection, thereby simplifying the workflow and reducing hazardous waste generation significantly.
Q: What ensures high chemoselectivity during the urea formation step?
A: The process achieves superior selectivity by employing carbamate salts (where M is a cation like Na or K) rather than neutral carbamates. Standard bases like DBU often result in a 2:1 mixture of products due to similar reactivity of amino and sulfonamide groups, whereas the salt method targets the sulfonamide group exclusively, drastically improving purity.
Q: Is this synthesis route suitable for large-scale commercial manufacturing?
A: Yes, the reaction conditions utilize common industrial solvents such as chlorobenzene, toluene, and THF, and operate within manageable temperature ranges (-20°C to 160°C). The elimination of complex protection-deprotection sequences and the use of robust catalytic hydrogenation steps make the process highly amenable to scale-up from kilogram to multi-ton production capacities.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Aminobenzenesulfonylurea Supplier
At NINGBO INNO PHARMCHEM, we possess the technical expertise to translate complex patent methodologies like CN1199943C into robust commercial realities. Our engineering teams have extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this rearrangement chemistry are fully captured at an industrial level. We maintain stringent purity specifications across all our product lines, supported by rigorous QC labs equipped with advanced analytical instrumentation to verify every batch against the highest industry standards. Our commitment to process safety and environmental stewardship means that we can deliver these high-value intermediates with a reliability that supports your long-term strategic planning.
We invite you to engage with our technical procurement team to discuss how this advanced synthesis route can be integrated into your supply chain. By requesting a Customized Cost-Saving Analysis, you can gain deeper insights into the specific economic benefits applicable to your volume requirements. We encourage potential partners to contact us directly to obtain specific COA data and route feasibility assessments tailored to your project needs. Let us collaborate to optimize your herbicide manufacturing process, ensuring a secure and efficient supply of high-quality intermediates for the global agricultural market.