Advanced Biocatalytic Route for High-Purity Chiral Hydroxy Acids and Lactones
The landscape of chiral intermediate manufacturing is undergoing a significant transformation, driven by the urgent need for greener, more efficient, and highly selective synthetic routes. A pivotal advancement in this domain is documented in Chinese Patent CN101535467B, which discloses a novel strain of Fusarium proliferatum Nirenberg ECU2002 (accession number CGMCC 1494) capable of producing a highly specific L-lactone hydrolase. This biocatalyst offers a robust solution for the kinetic resolution of racemic lactones into valuable chiral hydroxy acids and optically pure lactones. Unlike traditional chemical methods that often struggle with harsh conditions and poor stereoselectivity, this biological approach operates under mild parameters while delivering exceptional enantiomeric excess. For procurement leaders and R&D directors seeking a reliable pharmaceutical intermediate supplier, this technology represents a critical pathway to securing high-quality building blocks for vitamins, feed additives, and complex drug molecules.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of optically active hydroxy acids and lactones, such as pantolactone (a precursor to Vitamin B5), has relied heavily on classical chemical resolution or multi-step organic synthesis. Traditional chemical routes, such as those described in prior art involving the reduction of malic acid derivatives or the use of dechlorinases on chlorohydrins, often suffer from significant drawbacks. These methods typically require expensive chiral auxiliaries, toxic heavy metal catalysts, and extreme reaction conditions that pose safety and environmental hazards. Furthermore, chemical resolution frequently caps the theoretical yield at 50%, necessitating complex recycling loops for the unwanted enantiomer. The purification processes involved are often energy-intensive, requiring multiple crystallization steps to achieve acceptable optical purity, which drastically inflates the cost of goods sold and complicates the supply chain for cost reduction in pharmaceutical intermediate manufacturing.
The Novel Approach
In stark contrast, the biocatalytic method utilizing Fusarium proliferatum ECU2002 introduces a paradigm shift towards sustainable and efficient production. This novel approach leverages the innate stereoselectivity of the L-lactone hydrolase enzyme to differentiate between enantiomers under ambient temperatures and neutral pH levels. The versatility of this biocatalyst is evidenced by its ability to accept a wide range of structurally diverse lactone substrates, from simple γ-butyrolactones to complex substituted derivatives like pantolactone. As demonstrated in the substrate scope analysis below, the enzyme maintains high relative activity across various structural motifs, ensuring that a single biocatalytic platform can service multiple product lines.
This broad substrate tolerance simplifies inventory management for manufacturers and allows for the rapid development of new chiral intermediates without the need for extensive catalyst re-engineering. By replacing hazardous chemical reagents with a renewable biological system, companies can significantly reduce their environmental footprint while simultaneously improving the safety profile of their manufacturing facilities.
Mechanistic Insights into L-Lactone Hydrolase Catalyzed Kinetic Resolution
The core of this technology lies in the precise mechanistic action of the L-lactone hydrolase produced by the Fusarium strain. The enzyme functions through a kinetic resolution mechanism where it selectively hydrolyzes the (-)-enantiomer of a racemic lactone mixture into the corresponding (+)-hydroxy acid, leaving the (+)-lactone unreacted in the solution. This dynamic creates two distinct streams of chiral value: the unreacted (+)-lactone can be isolated directly with high optical purity, while the generated (+)-hydroxy acid can be chemically recyclized under acidic conditions to yield the (-)-lactone. This dual-output capability effectively doubles the utility of the starting material compared to non-selective hydrolysis. The reaction kinetics are highly favorable, with the patent data indicating rapid initial velocities and high conversion rates within short timeframes, minimizing reactor occupancy time and maximizing throughput.

Impurity control is another critical advantage of this enzymatic route. The high enantioselectivity (E values) reported in the patent data ensures that cross-reactivity with the non-target enantiomer is negligible. This intrinsic selectivity reduces the burden on downstream purification units, as the crude product stream already possesses high optical purity (often >90% ee) before any crystallization steps. For R&D teams focused on high-purity OLED material or pharmaceutical precursors, this means fewer impurities to characterize and remove, accelerating the timeline from lab scale to commercial validation. The enzyme's stability in the presence of high substrate concentrations further prevents the formation of by-products that often arise from side reactions in chemically catalyzed systems.
How to Synthesize Chiral Hydroxy Acids Efficiently
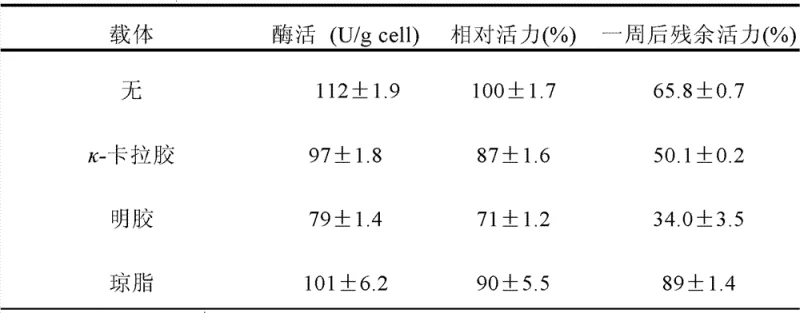
Implementing this biocatalytic process involves a streamlined workflow that begins with the fermentation of the Fusarium proliferatum ECU2002 strain. The cultivation process utilizes standard carbon and nitrogen sources such as glycerol and peptone, making it compatible with existing industrial fermentation infrastructure. Once the biomass is harvested, it can be used directly as whole cells, processed into a crude enzyme extract, or immobilized onto carriers for enhanced stability. The subsequent hydrolysis reaction is conducted in an aqueous buffer system where pH is carefully maintained to optimize enzyme activity. The following guide outlines the standardized operational parameters derived from the patent examples to ensure consistent high-yield production.
- Cultivate Fusarium proliferatum ECU2002 in a medium containing glycerol, peptone, yeast extract, and inorganic salts at pH 5-9 and 25-35°C for 12-48 hours to obtain the biocatalyst.
- Contact the harvested mycelium or crude enzyme extract with racemic lactone substrates (e.g., pantolactone) at 25-40°C and pH 6.0-8.0 to catalyze enantioselective hydrolysis.
- Separate the unhydrolyzed (+)-lactone from the generated (+)-hydroxy acid, optionally converting the acid back to the (-)-lactone via acidification for high optical purity recovery.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition to this enzymatic technology offers tangible strategic benefits beyond mere technical feasibility. The primary advantage lies in the drastic simplification of the supply chain for raw materials. By eliminating the need for specialized chiral chemical catalysts and hazardous solvents, manufacturers can source commodities that are widely available and price-stable. This shift mitigates the risk of supply disruptions associated with niche chemical reagents and aligns with global trends towards green chemistry compliance. Furthermore, the ability to operate at high substrate concentrations—as high as 75% w/v in some embodiments—means that reactor volumes can be minimized for a given output, directly translating to lower capital expenditure and reduced utility costs per kilogram of product.
- Cost Reduction in Manufacturing: The economic model of this process is strengthened by the elimination of expensive transition metal catalysts and the reduction of waste disposal costs associated with toxic chemical by-products. Since the biocatalyst can be produced via fermentation using inexpensive agricultural feedstocks, the variable cost of the catalyst itself is significantly lower than synthetic alternatives. Additionally, the high selectivity reduces the loss of valuable starting materials into waste streams, improving the overall mass balance of the process. These factors combine to create a leaner cost structure that provides a competitive edge in price-sensitive markets.
- Enhanced Supply Chain Reliability: The robustness of the Fusarium proliferatum strain ensures consistent production quality over time. The patent highlights that the strain is stable and can be preserved long-term, guaranteeing a continuous supply of the biocatalyst. Moreover, the process conditions are mild (25-40°C), reducing the energy load on manufacturing facilities and decreasing the likelihood of thermal runaways or equipment failures that could halt production. This reliability is crucial for maintaining just-in-time delivery schedules for downstream customers in the pharmaceutical and feed industries.
- Scalability and Environmental Compliance: Scaling this process is facilitated by the successful demonstration of immobilized enzyme systems. The data indicates that immobilized cells can be reused for over 30 batches with sustained activity, which is a game-changer for industrial scalability. This reusability minimizes the generation of biological waste and reduces the frequency of catalyst replacement. From an environmental perspective, the aqueous nature of the reaction and the biodegradability of the enzyme align perfectly with stringent environmental regulations, simplifying the permitting process for new manufacturing lines and reducing the risk of regulatory fines.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this biocatalytic technology. These answers are derived directly from the experimental data and specifications outlined in the patent documentation, providing a factual basis for decision-making. Understanding these details is essential for evaluating the feasibility of integrating this route into your existing production portfolio.
Q: What is the optical purity achievable with this biocatalytic method?
A: According to patent CN101535467B, the process can achieve optical purities exceeding 99% ee after recrystallization, with initial enzymatic resolution often yielding products with >90% ee directly.
Q: Can the biocatalyst be reused for industrial scale production?
A: Yes, the patent demonstrates that immobilized cells or enzymes can be reused for over 30 batches with minimal loss of activity, significantly enhancing process economics.
Q: What substrates are compatible with the Fusarium proliferatum ECU2002 enzyme?
A: The enzyme exhibits broad substrate specificity, effectively hydrolyzing various lactones including β-butyrolactone, α-hydroxy-γ-butyrolactone, and pantolactone derivatives.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Chiral Hydroxy Acid Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the Fusarium proliferatum ECU2002 technology in the production of high-value chiral intermediates. As a leading CDMO partner, we possess the technical expertise to translate this patented laboratory-scale success into robust commercial reality. Our facilities are equipped with advanced fermentation suites and downstream processing units capable of handling diverse biocatalytic pathways. We bring extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your supply needs are met with consistency and precision. Our rigorous QC labs enforce stringent purity specifications, guaranteeing that every batch of chiral hydroxy acid or lactone meets the exacting standards required by the global pharmaceutical industry.
We invite you to collaborate with us to leverage this innovative enzymatic route for your next project. By partnering with our technical procurement team, you can access a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact us today to request specific COA data and route feasibility assessments, allowing us to demonstrate how our biocatalytic capabilities can drive efficiency and quality in your supply chain.