Advanced Quinone-Donor-Acceptor Polymer Semiconductors for High-Performance Organic Electronics
The landscape of organic optoelectronics is undergoing a significant transformation driven by the need for materials that combine high carrier mobility with structural stability and processability. Patent CN113861389B introduces a groundbreaking class of polymer semiconductors featuring a main chain composed of quinoid-donor-acceptor (Q-D-A) units, representing a strategic evolution beyond traditional donor-acceptor (D-A) systems. This innovation addresses the fundamental challenge of modulating frontier orbital energy levels to achieve efficient charge transport without compromising the mechanical integrity of the polymer backbone. By integrating quinoid structural units, which possess unique photoelectric characteristics including electron, optical, and magnetic properties, the disclosed technology enables the minimization of Bond Length Alternation (BLA). This structural optimization results in enhanced coplanarity of the polymer backbones, facilitating superior pi-orbital overlap and promoting robust pi-pi interactions between polymer chains. For R&D directors and technical decision-makers in the electronic chemical sector, this patent offers a viable pathway to developing next-generation Organic Field Effect Transistors (OFETs) and organic Photovoltaics (OPVs) that demand exceptional performance metrics. The synthesis methodology described provides a robust framework for producing these advanced materials with high yield and reproducibility, positioning it as a critical asset for companies seeking a reliable electronic chemical supplier capable of delivering high-performance semiconductor solutions.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional approaches to designing semiconducting polymers have largely relied on donor-acceptor (D-A) type architectures or simple quinoid (Q) units, each presenting distinct limitations that hinder optimal device performance. In conventional D-A polymers, while the energy levels can be tuned, the structural rigidity often leads to significant Bond Length Alternation, which disrupts the effective conjugation length and limits carrier hopping efficiency. Furthermore, many existing quinoid polymers suffer from stability issues or lack sufficient structural diversity to fine-tune the Lowest Unoccupied Molecular Orbital (LUMO) energy levels effectively. The presence of electron-withdrawing carbonyl groups at the ends of extended para-quinone dimethane units in prior art often blurs the boundary between pure p-quinone dimethane structural units and conventional electron acceptors, leading to potential steric hindrance. This steric congestion can adversely affect the device performance of the polymer by disrupting the packing order and reducing the crystallinity of the active layer. Additionally, the synthesis of these conventional materials often involves complex multi-step procedures with lower overall yields, increasing the cost of goods sold and complicating the supply chain for large-scale manufacturing. These inherent drawbacks necessitate a novel approach that can overcome the trade-off between structural stability and charge transport efficiency.
The Novel Approach
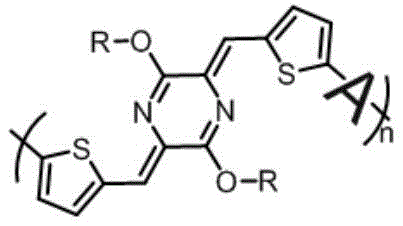
The novel approach detailed in the patent data leverages a sophisticated Quinoid-Donor-Acceptor (Q-D-A) design strategy that effectively mitigates the shortcomings of previous generations of semiconductor polymers. By constructing a polymer main chain that seamlessly integrates quinoid units with donor and acceptor moieties, the invention achieves a remarkable balance between electronic delocalization and structural planarity. This specific architectural design facilitates a reduction in the energy difference between the polymer aromatic and quinoid structures, thereby minimizing Bond Length Alternation and maximizing the effective conjugation length. The result is a polymer backbone with high coplanarity that significantly enhances pi-orbital overlap, which is critical for promoting inter-chain charge hopping and improving overall carrier mobility. Moreover, the synthesis route utilizes a Stille coupling polymerization reaction that is not only chemically efficient but also allows for precise control over the molecular weight and end-group functionality. This method ensures that the resulting polymers, such as the exemplary PAQM-BT, exhibit high crystallinity and strong inter-chain interactions, leading to hole mobility values that are orders of magnitude higher than those of conventional D-A or Q-D polymers. This technological leap provides a substantial competitive advantage for manufacturers aiming to produce high-purity polymer semiconductor materials with consistent quality.
Mechanistic Insights into Stille Coupling Polymerization and Q-D-A Design
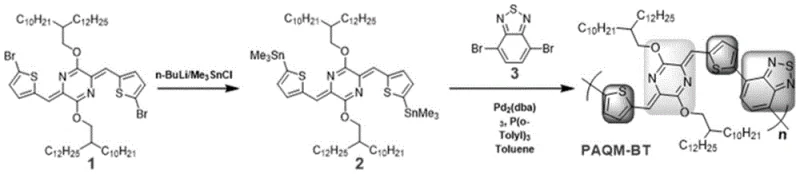
The core of this technological advancement lies in the precise execution of the Stille coupling polymerization reaction, which serves as the backbone for constructing the complex Q-D-A architecture. The mechanism begins with the preparation of a key stannylated monomer intermediate, achieved through a lithiation-stannylation sequence on a brominated quinoid precursor. This process requires stringent control over reaction conditions, specifically maintaining a temperature of -78°C during the addition of n-butyllithium to prevent side reactions and ensure regioselectivity. The subsequent addition of trimethyltin chloride allows for the formation of the organotin species necessary for the cross-coupling reaction. In the polymerization step, the use of tris(dibenzylideneacetone)dipalladium [Pd2(dba)3] as a catalyst in anhydrous toluene facilitates the formation of carbon-carbon bonds between the stannylated monomer and the dibrominated acceptor unit. The reaction is conducted under reflux conditions for an extended period, typically around 72 hours, to ensure high molecular weight and complete conversion. A critical aspect of this mechanism is the sequential end-capping process, where 2-trimethyltin thiophene and 2-bromothiophene are added at specific intervals to cap reactive chain ends. This step is vital for removing residual bromine and tin groups that could otherwise act as charge traps or degrade the stability of the semiconductor material during device operation.
From an impurity control perspective, the Q-D-A design inherently promotes a more ordered molecular packing, which aids in the exclusion of structural defects during the crystallization process. The resonance between the quinoid and aromatic structures not only enhances electronic properties but also contributes to a more rigid and defined backbone structure that is less prone to conformational disorders. The purification protocol described involves a rigorous sequential Soxhlet extraction using solvents of increasing polarity, including methanol, acetone, ethyl acetate, chloroform, and chlorobenzene. This multi-stage purification is essential for removing low molecular weight oligomers, catalyst residues, and unreacted monomers that could compromise the purity and performance of the final product. The ability to achieve a polymerization yield of 84% and an intermediate yield of 96% demonstrates the robustness of this synthetic route in minimizing byproduct formation. For technical teams, understanding these mechanistic details is crucial for scaling the process, as it highlights the importance of maintaining an inert atmosphere and precise stoichiometric ratios to replicate the high carrier mobility of 5.10 cm² V¹ s⁻¹ observed in the patent examples. This level of control ensures that the commercial scale-up of complex electronic materials can be achieved without sacrificing the intrinsic properties that make the material valuable.
How to Synthesize Quinone-Donor-Acceptor Polymer Efficiently
The synthesis of these high-performance polymers requires a meticulous adherence to the patented protocol to ensure the reproducibility of the high carrier mobility and yield characteristics. The process begins with the alkylation of the quinoid precursor followed by the critical lithiation and stannylation steps to generate the polymerizable monomer. This intermediate is then subjected to the Stille coupling conditions with a complementary acceptor unit to form the polymer chain. The detailed standardized synthesis steps involve specific temperature controls, reagent concentrations, and purification sequences that are essential for achieving the reported 84% polymer yield. For research and development teams looking to implement this technology, following the precise molar ratios and reaction times outlined in the patent is paramount to success. The following guide outlines the critical operational parameters required to execute this synthesis effectively in a laboratory or pilot plant setting.
- Preparation of the quinoid monomer precursor via alkylation and lithiation-stannylation sequences under inert conditions.
- Execution of Stille coupling polymerization using Pd2(dba)3 catalyst in anhydrous toluene with precise end-capping protocols.
- Purification of the final polymer via sequential Soxhlet extraction and precipitation to ensure high purity and optimal carrier mobility.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this Q-D-A polymer semiconductor technology offers significant strategic advantages in terms of cost efficiency and supply reliability. The synthesis route is characterized by its simplicity and high yield, which directly translates to reduced raw material consumption and lower waste generation per unit of product. The ability to achieve high yields in both the intermediate and final polymerization steps means that the overall cost of manufacturing is significantly reduced compared to more complex or lower-yielding synthetic pathways. Furthermore, the use of relatively common reagents and standard purification techniques like Soxhlet extraction simplifies the sourcing of materials and reduces the dependency on exotic or hard-to-find catalysts. This streamlined process enhances the robustness of the supply chain, ensuring that production schedules can be met consistently without the delays often associated with finicky chemical syntheses. The high purity achieved through the described purification methods also reduces the need for extensive post-processing, further contributing to operational efficiency and cost savings in the manufacturing of organic optoelectronic devices.
- Cost Reduction in Manufacturing: The high yield of the Stille coupling polymerization reaction, reported at 84%, combined with the 96% yield of the key intermediate, drastically reduces the cost per gram of the final semiconductor material. By eliminating the need for complex purification steps beyond standard Soxhlet extraction and utilizing a catalyst system that is effective at standard loading, the process minimizes the consumption of expensive palladium catalysts and solvents. This efficiency allows for a substantial reduction in the overall cost of goods, making the commercial production of high-mobility polymers more economically viable for large-scale applications in the display and photovoltaic industries.
- Enhanced Supply Chain Reliability: The synthetic route relies on readily available starting materials such as alkyl bromides, thiophene derivatives, and standard palladium catalysts, which ensures a stable and continuous supply of raw materials. The robustness of the reaction conditions, which tolerate standard inert gas protocols and common solvents like toluene and THF, reduces the risk of batch failures due to sensitive environmental requirements. This reliability is crucial for maintaining consistent production timelines and meeting the demanding delivery schedules of downstream electronics manufacturers who require a dependable electronic chemical supplier for their component fabrication.
- Scalability and Environmental Compliance: The process is designed with scalability in mind, utilizing unit operations such as filtration, rotary evaporation, and Soxhlet extraction that are easily adapted from laboratory to industrial scale. The sequential solvent extraction method allows for the effective recovery and recycling of solvents, aligning with modern environmental compliance standards and reducing the environmental footprint of the manufacturing process. The high crystallinity and stability of the resulting polymer also imply a longer shelf life and easier handling during transport and storage, further enhancing the logistical efficiency of the supply chain for high-purity polymer semiconductors.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation and performance of the quinoid-donor-acceptor polymer semiconductors described in patent CN113861389B. These answers are derived directly from the technical specifications and experimental data provided in the patent documentation, ensuring accuracy and relevance for stakeholders evaluating this technology for integration into their product lines. Understanding these details is essential for making informed decisions about material selection and process adoption in the competitive field of organic electronics.
Q: What is the primary advantage of the Quinoid-Donor-Acceptor (Q-D-A) design strategy?
A: The Q-D-A design strategy minimizes Bond Length Alternation (BLA) through resonance between quinoid and aromatic structures, significantly enhancing backbone planarity and pi-orbital overlap for superior carrier transport.
Q: What carrier mobility can be achieved with this polymer semiconductor?
A: Experimental data indicates hole mobility can reach up to 5.10 cm² V⁻¹ s⁻¹, which is substantially higher than conventional donor-acceptor or quinoid-donor polymers.
Q: How is the molecular weight controlled during polymerization?
A: Molecular weight and end-groups are controlled through a sequential end-capping process using 2-trimethyltin thiophene and 2-bromothiophene to remove reactive bromine and tin groups respectively.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Polymer Semiconductor Supplier
NINGBO INNO PHARMCHEM stands at the forefront of chemical innovation, offering unparalleled expertise in the scale-up and commercialization of complex organic electronic materials like the quinoid-donor-acceptor polymers discussed. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory discovery to industrial manufacturing is seamless and efficient. We understand the critical importance of maintaining stringent purity specifications and operating rigorous QC labs to guarantee that every batch of material meets the high-performance standards required for advanced optoelectronic applications. Our commitment to quality and technical excellence makes us the ideal partner for companies seeking to leverage this cutting-edge polymer technology in their next-generation devices.
We invite you to collaborate with us to optimize your supply chain and reduce your manufacturing costs through the adoption of this superior semiconductor material. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific production needs, demonstrating how our efficient synthesis routes can enhance your bottom line. We encourage you to contact us to request specific COA data and route feasibility assessments, allowing you to evaluate the potential of this technology for your applications with confidence and precision.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →