Scalable Synthesis of 17S-Pancuronium Bromide for Commercial API Production
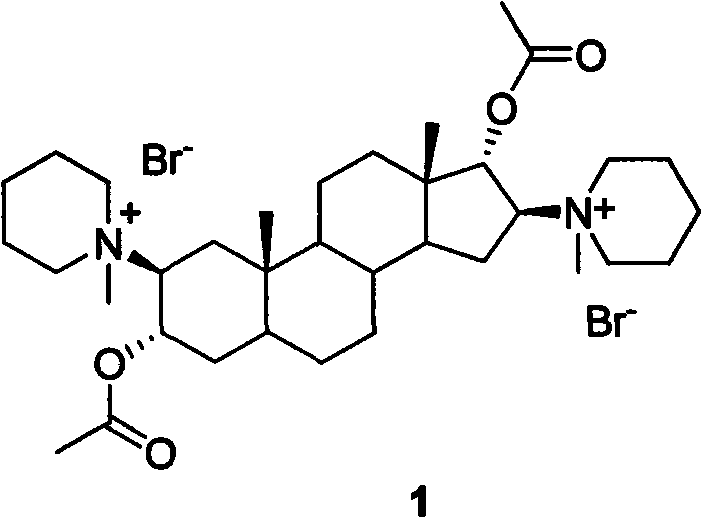
The pharmaceutical industry continuously seeks robust synthetic routes for neuromuscular blocking agents that balance high stereochemical purity with manufacturing efficiency. Patent CN101648987A discloses a pioneering method for synthesizing 17S-pancuronium bromide, a potent steroidal muscle relaxant, starting from 16R-bromopregna-3S,20S-diol. This specific isomer has historically been challenging to access due to the complexity of establishing the 17S configuration on the steroid D-ring without compromising the integrity of the A-ring functionality. The disclosed technology leverages a unique fragmentation reaction under alkaline conditions to construct the core skeleton efficiently. By utilizing degradation products from sisal sapogenin, this route offers a sustainable alternative to traditional animal-derived steroidal starting materials. For R&D directors and procurement specialists, understanding this pathway is critical for securing a reliable pharmaceutical intermediates supplier capable of delivering high-purity API precursors. The process completes the synthesis in seven distinct steps, optimizing the balance between reaction yield and operational simplicity, which is essential for reducing lead time for high-purity pharmaceutical intermediates in a competitive market.
The limitations of conventional methods for synthesizing steroidal neuromuscular blockers often revolve around the difficulty in controlling stereochemistry at the C17 position and the reliance on expensive, scarce starting materials. Traditional routes frequently require multiple protection and deprotection cycles that drastically increase the step count and reduce overall throughput. Furthermore, many legacy processes depend on chromatographic purifications that are difficult to scale beyond kilogram quantities, creating bottlenecks for commercial scale-up of complex pharmaceutical intermediates. The use of non-renewable steroidal sources also introduces volatility in raw material pricing and supply continuity. In contrast, the novel approach detailed in the patent utilizes a fragmentation strategy that simplifies the molecular architecture early in the synthesis. By starting from 16R-bromopregna-3S,20S-diol, the process bypasses several cumbersome functional group manipulations. This method not only streamlines the workflow but also utilizes reagents and conditions that are compatible with large-scale reactor setups. The transition from a linear, protection-heavy strategy to this fragmentation-based approach represents a significant technological iteration that supports cost reduction in API manufacturing by minimizing waste and processing time.
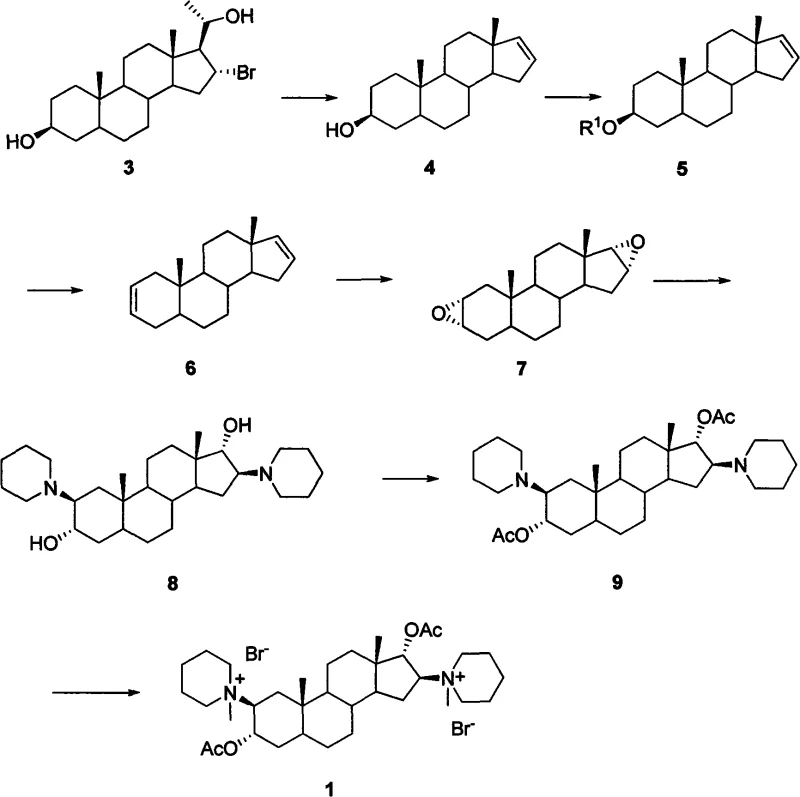
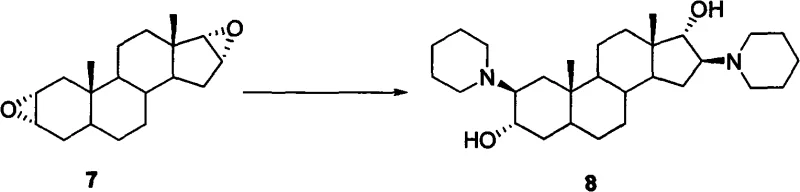
Mechanistic insights into the FeCl3-catalyzed cyclization are not applicable here; instead, the core innovation lies in the base-mediated fragmentation and subsequent epoxide chemistry. The initial step involves treating the bromo-diol precursor with a strong base such as sodium hydride or potassium tert-butoxide at elevated temperatures ranging from 170°C to 190°C. This induces a fragmentation reaction that cleaves the D-ring side chain, generating a key olefinic intermediate with the desired stereochemical orientation. The precision required in this step is paramount, as it sets the stage for all downstream transformations. Following this, the synthesis proceeds through a series of elimination and oxidation steps. A critical mechanistic feature is the epoxidation of the diene system using m-chloroperoxybenzoic acid (m-CPBA), which introduces oxygen functionality with high regioselectivity. This epoxide intermediate is then subjected to nucleophilic attack by piperidine under high pressure (0.3-0.5 MPa) and temperature (170-190°C). This ring-opening event is the stereochemistry-determining step for the nitrogen incorporation, ensuring the piperidine rings are attached in the correct spatial arrangement to mimic acetylcholine. The final quaternization with methyl bromide completes the pharmacophore, resulting in the bis-quaternary ammonium salt structure essential for biological activity.
Impurity control mechanisms are embedded deeply within the reaction design, particularly during the high-pressure steps where side reactions could potentially occur. The use of aprotic solvents such as toluene or DMF helps to minimize hydrolysis of sensitive intermediates. Furthermore, the specific stoichiometry of reagents, such as using a 1:50 to 1:70 molar ratio of substrate to methyl halide in the final step, drives the reaction to completion and minimizes the formation of mono-quaternized impurities. The purification strategy relies on crystallization and standard extraction techniques rather than preparative HPLC, which is a significant advantage for manufacturing. By carefully controlling the temperature profiles during the fragmentation and epoxide opening, the formation of elimination by-products is suppressed. This rigorous control over reaction parameters ensures that the impurity profile remains within stringent limits, satisfying the requirements for high-purity pharmaceutical intermediates. The ability to produce material with consistent quality batch-after-batch is a key metric for supply chain heads evaluating potential partners for long-term contracts.
How to Synthesize 17S-Pancuronium Bromide Efficiently
The synthesis of this complex steroidal neuromuscular blocker requires precise control over reaction conditions, particularly pressure and temperature, to ensure the correct stereochemical outcome. The patented route outlines a clear sequence starting from the fragmentation of the bromo-diol precursor, followed by functional group interconversions that build the necessary nitrogen-containing side chains. Detailed standardized synthesis steps are provided in the guide below, which breaks down the seven-step sequence into actionable operational units for process chemists. This guide is designed to assist technical teams in evaluating the feasibility of transferring this laboratory-scale protocol to pilot and commercial production facilities. By following these optimized conditions, manufacturers can achieve consistent yields while maintaining the high purity standards required for regulatory submission.
- Fragmentation of 16R-bromopregna-3S,20S-diol using NaH or KOBut in aprotic solvent at 170-190°C to form the olefin intermediate.
- Protection and elimination sequence to generate the diene system, followed by epoxidation using m-CPBA.
- Regioselective opening of the epoxide with piperidine under pressure, followed by acetylation and final quaternization with methyl bromide.
Commercial Advantages for Procurement and Supply Chain Teams
This synthetic route offers substantial strategic benefits for procurement and supply chain management by addressing key pain points associated with steroidal API production. The reliance on sisal sapogenin derivatives as starting materials provides a more stable and potentially lower-cost feedstock compared to traditional animal-derived steroids, which are subject to agricultural and biological variability. The simplification of the synthetic sequence reduces the number of unit operations, directly correlating to lower labor costs and reduced equipment occupancy time. For supply chain heads, the robustness of the high-pressure reactions means that the process is less sensitive to minor fluctuations in raw material quality, enhancing overall supply continuity. Additionally, the avoidance of transition metal catalysts in the key bond-forming steps eliminates the need for expensive and time-consuming heavy metal scavenging processes, further streamlining the downstream processing workflow.
- Cost Reduction in Manufacturing: The process achieves cost optimization primarily through the use of readily available reagents and the elimination of complex purification steps. By avoiding the use of precious metal catalysts, the raw material costs are significantly reduced, and the risk of metal contamination is removed. The high yields reported in the key fragmentation and epoxide opening steps mean that less starting material is wasted, improving the overall mass balance of the process. Furthermore, the ability to use standard industrial solvents like toluene and dichloromethane allows for efficient solvent recovery and recycling, contributing to substantial cost savings in utility consumption. These factors combine to create a highly economical manufacturing profile that supports competitive pricing strategies for the final API.
- Enhanced Supply Chain Reliability: The starting materials for this synthesis are derived from abundant plant sources, reducing the risk of supply disruptions common with animal-derived steroids. The synthetic steps utilize common chemical reagents that are widely available from multiple global suppliers, preventing single-source bottlenecks. The robustness of the reaction conditions, particularly the tolerance for high-pressure operations in standard autoclaves, ensures that production can be maintained consistently without frequent downtime for equipment maintenance or process re-optimization. This reliability is crucial for maintaining inventory levels and meeting the just-in-time delivery requirements of large pharmaceutical customers. The streamlined process also shortens the overall production cycle time, allowing for faster response to market demand fluctuations.
- Scalability and Environmental Compliance: The route is designed with scalability in mind, utilizing reaction conditions that are directly transferable from laboratory glassware to industrial reactors. The use of heterogeneous workups and crystallization-based purifications facilitates easy scale-up without the need for specialized chromatography equipment. From an environmental perspective, the process minimizes the generation of hazardous waste by reducing the number of chemical transformations and avoiding toxic heavy metals. The solvents used are standard organic chemicals that can be managed through established waste treatment protocols. This alignment with green chemistry principles not only reduces disposal costs but also ensures compliance with increasingly stringent environmental regulations, making the process sustainable for long-term commercial operation.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the production of 17S-pancuronium bromide. These answers are derived directly from the patented technical data and process descriptions to provide accurate guidance for stakeholders. Understanding these details is essential for evaluating the technical feasibility and commercial viability of this synthetic route. The information provided here serves as a foundation for deeper technical discussions and feasibility assessments with our engineering team.
Q: What is the key starting material for this 17S-pancuronium bromide synthesis?
A: The process utilizes 16R-bromopregna-3S,20S-diol, which is derived from the degradation of sisal sapogenin (pregnanetriol), offering a renewable and cost-effective entry point compared to traditional steroidal sources.
Q: How is the 17S stereochemistry controlled during the synthesis?
A: The stereochemistry is established through a specific fragmentation reaction under alkaline conditions and subsequently locked in during the high-pressure epoxide opening with piperidine, ensuring the correct 17S configuration required for neuromuscular activity.
Q: Is this process suitable for large-scale commercial manufacturing?
A: Yes, the route avoids complex chromatographic purifications in later stages and utilizes robust reaction conditions such as high-pressure autoclave steps that are readily transferable to industrial-scale reactors, ensuring supply chain reliability.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 17S-Pancuronium Bromide Supplier
The technical potential of this fragmentation-based synthesis route is immense, offering a clear path to high-quality steroidal neuromuscular blockers. NINGBO INNO PHARMCHEM, as a specialized CDMO partner, possesses the extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production required to bring this chemistry to life. Our facilities are equipped with high-pressure reactors and advanced purification systems capable of handling the specific demands of this seven-step sequence. We maintain stringent purity specifications and operate rigorous QC labs to ensure that every batch meets the exacting standards of the global pharmaceutical market. Our team of process chemists is ready to optimize this route further for your specific volume requirements, ensuring a seamless transition from development to full-scale manufacturing.
We invite you to initiate a conversation about optimizing your supply chain for this critical intermediate. By requesting a Customized Cost-Saving Analysis, you can gain deeper insights into how this specific synthetic route can lower your overall production costs. We encourage you to contact our technical procurement team to索取 specific COA data and route feasibility assessments tailored to your project timelines. Our goal is to become your long-term partner in delivering high-quality chemical solutions that drive your product success.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →