Advanced Catalytic Synthesis of 1,3,5-Triphenylbenzene for High-Performance OLED and Polymer Applications
The rapid advancement of the organic electronics sector has placed unprecedented demand on the quality and availability of key aromatic building blocks, specifically 1,3,5-triphenylbenzene derivatives. As a foundational structural motif for dendritic macromolecules and organic conductive polymers, the purity and synthetic efficiency of this compound directly influence the performance of downstream optoelectronic devices. Patent CN1837168A introduces a transformative synthetic methodology that addresses long-standing inefficiencies in the trimerization of acetophenone. By leveraging a dual-catalyst system comprising tin tetrachloride and p-toluenesulfonic acid within a pentanol solvent matrix, this technology achieves reaction yields exceeding 85% while drastically reducing reaction times from over 24 hours to merely 5 hours. For R&D directors and procurement specialists seeking a reliable electronic material supplier, this patent represents a pivotal shift towards greener, more cost-effective manufacturing protocols that eliminate the severe environmental contamination associated with traditional strong acid catalysis.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of 1,3,5-triphenylbenzene has been plagued by significant operational hazards and inefficiencies that compromise both yield and environmental safety. Traditional routes often rely on concentrated sulfuric acid or other potent dehydrating agents, which, while effective at driving condensation, induce severe carbonization of the organic feedstock under the necessary heating conditions. This phenomenon results in the conversion of valuable raw materials into intractable black carbon tars, drastically lowering the productive rate and creating a massive waste disposal burden. Furthermore, alternative Lewis acid pathways utilizing silicon tetrachloride or aluminum chloride necessitate extremely stringent anhydrous and oxygen-free environments, often requiring expensive glove box setups and continuous nitrogen purging for periods exceeding 24 hours. These苛刻 conditions not only inflate energy consumption and capital expenditure for specialized equipment but also introduce complex operational risks that hinder scalable commercial production.
The Novel Approach
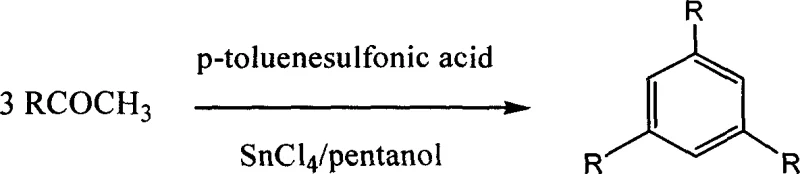
The innovative protocol disclosed in CN1837168A circumvents these historical bottlenecks by employing a synergistic catalytic system that balances reactivity with operational simplicity. By dissolving acetophenone in n-amyl alcohol and introducing a composite catalyst of tin tetrachloride and p-toluenesulfonic acid, the reaction proceeds smoothly at 110°C without the need for rigorous inert gas protection. This method effectively suppresses the carbonization side reactions typical of sulfuric acid catalysis, ensuring that the feedstock is converted primarily into the desired triphenylbenzene scaffold rather than polymeric sludge. The use of n-amyl alcohol as a solvent is particularly strategic, as it allows for easy product isolation via precipitation in ethanol, followed by straightforward recrystallization. This approach not only shortens the reaction timeline by more than half compared to existing methods but also significantly reduces the molar loading of catalysts to below 5%, offering a compelling value proposition for cost reduction in electronic chemical manufacturing.
Mechanistic Insights into SnCl4/p-TsOH Composite Catalysis
The efficacy of this novel synthesis lies in the sophisticated interplay between the Lewis acidic nature of tin tetrachloride and the Brønsted acidity of p-toluenesulfonic acid. In the initial phase, the tin tetrachloride coordinates with the carbonyl oxygen of the acetophenone, increasing the electrophilicity of the carbonyl carbon and facilitating the nucleophilic attack by subsequent acetophenone molecules. Simultaneously, the p-toluenesulfonic acid acts as a proton donor, promoting the dehydration steps essential for the aromatization of the intermediate cyclic structures. This dual-activation mechanism ensures a rapid and selective trimerization pathway that avoids the random polymerization often seen with harsher mineral acids. The specific choice of pentanol as a solvent further stabilizes the transition states through hydrogen bonding interactions, allowing the reaction to reach completion within a concise 5-hour window while maintaining high selectivity for the 1,3,5-isomer.
From an impurity control perspective, this mechanistic pathway offers distinct advantages over traditional Friedel-Crafts type condensations. The moderate acidity of the composite system prevents the over-protonation of the aromatic rings, which is a common cause of polymeric byproduct formation in sulfuric acid-mediated reactions. Consequently, the crude reaction mixture contains significantly fewer high-molecular-weight impurities, simplifying the downstream purification process. The final recrystallization step using a dichloromethane-ethanol system effectively removes residual catalyst traces and unreacted starting materials, yielding a product with purity specifications suitable for high-end applications such as OLED emissive layers. This level of control over the impurity profile is critical for supply chain heads who require consistent batch-to-batch reproducibility for commercial scale-up of complex electronic materials.
How to Synthesize 1,3,5-Triphenylbenzene Efficiently
The operational simplicity of this patented route makes it highly attractive for pilot plant and commercial scale implementation. The process begins with the dissolution of acetophenone in dry n-amyl alcohol, followed by the controlled addition of the catalyst system under standard stirring conditions. Unlike moisture-sensitive alternatives, this procedure does not demand exotic atmospheric controls, allowing it to be executed in standard glass-lined or stainless steel reactors. The reaction temperature is maintained at 110°C, a range easily achievable with standard steam or thermal oil heating systems, ensuring energy efficiency. Upon completion, the workup involves a simple precipitation step where the reaction mass is poured into absolute ethanol, causing the product to crystallize out due to solubility differences. The detailed standardized synthesis steps, including precise stoichiometric ratios and safety parameters, are outlined in the guide below.
- Dissolve acetophenone in dry n-amyl alcohol and slowly add tin tetrachloride (5% mol) under stirring to initiate Lewis acid activation.
- Introduce p-toluenesulfonic acid (5% mol) as a co-catalyst and maintain the reaction mixture at 110°C for approximately 5 hours to ensure complete cyclization.
- Quench the reaction by pouring into absolute ethanol, filter the precipitate, and recrystallize using a dichloromethane-ethanol system to obtain high-purity product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain strategists, the adoption of this synthesis route translates into tangible operational efficiencies and risk mitigation. The elimination of corrosive, carbonizing acids like concentrated sulfuric acid reduces the maintenance costs associated with reactor corrosion and waste neutralization. Furthermore, the drastic reduction in reaction time from over 24 hours to just 5 hours significantly increases reactor throughput, allowing facilities to produce larger volumes of high-purity 1,3,5-triphenylbenzene without expanding physical infrastructure. The use of recoverable solvents like n-amyl alcohol and the low catalyst loading contribute to a leaner manufacturing process with a reduced environmental footprint, aligning with modern sustainability mandates.
- Cost Reduction in Manufacturing: The economic benefits of this process are driven primarily by the substantial reduction in catalyst consumption and energy usage. By limiting the catalyst loading to less than 5% molar equivalent and eliminating the need for continuous nitrogen purging over multi-day periods, the direct variable costs of production are significantly lowered. Additionally, the avoidance of black tar formation means that raw material utilization is maximized, reducing the effective cost per kilogram of the final API intermediate or electronic material. The simplified workup procedure also reduces labor hours and solvent consumption during the purification phase, further enhancing the overall cost competitiveness of the supply chain.
- Enhanced Supply Chain Reliability: The robustness of this synthetic method against moisture and oxygen variations ensures high batch consistency, a critical factor for maintaining uninterrupted supply to downstream manufacturers. Since the process does not rely on ultra-dry conditions or specialized glove box equipment, it can be scaled across multiple manufacturing sites with minimal technology transfer friction. This flexibility mitigates the risk of supply disruptions caused by equipment failure or specialized resource shortages, ensuring that customers receive their orders of high-purity electronic chemicals on schedule. The use of common, commercially available solvents like pentanol and ethanol further secures the supply chain against raw material volatility.
- Scalability and Environmental Compliance: From an environmental health and safety (EHS) perspective, this route offers a cleaner alternative to legacy processes. The absence of heavy carbonization reduces the generation of hazardous solid waste, simplifying disposal and compliance with increasingly strict environmental regulations. The lower toxicity profile of the catalyst system compared to aluminum chloride or silicon tetrachloride enhances workplace safety and reduces the burden on effluent treatment plants. These factors collectively facilitate smoother regulatory approvals for commercial scale-up, enabling faster time-to-market for new products relying on this core molecular scaffold.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented synthesis technology. These insights are derived directly from the experimental data and comparative analysis provided in the patent documentation, offering clarity on process capabilities and product quality. Understanding these nuances is essential for technical teams evaluating the feasibility of integrating this route into their existing manufacturing portfolios.
Q: How does the SnCl4/p-TsOH system improve upon traditional sulfuric acid methods?
A: Unlike concentrated sulfuric acid which causes severe carbonization and black tar formation, the SnCl4/p-TsOH composite catalyst operates under milder conditions with significantly less side-reaction, resulting in yields exceeding 85% and easier purification.
Q: Is strict anhydrous equipment required for this synthesis?
A: No, unlike silicon tetrachloride or aluminum chloride methods that require rigorous nitrogen protection and glove boxes, this process utilizes n-amyl alcohol as a solvent which tolerates standard industrial reactor conditions, simplifying equipment requirements.
Q: What are the primary applications of the synthesized 1,3,5-triphenylbenzene?
A: The product serves as a critical building block for dendritic macromolecules, organic conductive polymers, and specifically as a core structure for electroluminescent materials used in OLED displays and nonlinear optical devices.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 1,3,5-Triphenylbenzene Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-performance intermediates play in the next generation of optoelectronic devices. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory innovation to industrial reality is seamless. We adhere to stringent purity specifications and utilize rigorous QC labs to guarantee that every batch of 1,3,5-triphenylbenzene meets the exacting standards required for OLED and polymer applications. Our commitment to quality assurance ensures that your downstream processes remain stable and efficient, minimizing the risk of device failure due to impurity-related issues.
We invite you to collaborate with us to leverage this advanced synthetic technology for your specific project needs. Our experts are ready to provide a Customized Cost-Saving Analysis tailored to your volume requirements, demonstrating how this optimized route can enhance your margin structure. Please contact our technical procurement team today to request specific COA data and route feasibility assessments, and let us support your journey towards more sustainable and cost-effective chemical manufacturing.