Advanced Pymetrozine Manufacturing: A Safer, Four-Step Synthetic Route for Global Agrochemical Supply Chains
Introduction to Next-Generation Pymetrozine Synthesis
The global demand for effective aphid control agents has placed Pymetrozine (CAS 123312-89-0) at the forefront of modern agrochemical portfolios. As a selective feeding blocker with excellent systemic activity, its production efficiency directly impacts the supply stability for major crop protection programs. A pivotal technological breakthrough in this domain is detailed in patent CN108707137B, which discloses a revolutionary preparation method that fundamentally restructures the synthetic landscape of this critical insecticide. Unlike traditional methodologies that rely on hazardous reagents and complex multi-step sequences, this innovation introduces a concise, four-step pathway starting from dimethyl carbonate. This report analyzes the technical merits of this route, offering R&D directors, procurement managers, and supply chain heads a comprehensive view of how this methodology enhances purity, reduces operational costs, and ensures robust supply continuity for high-purity agrochemical intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial synthesis of Pymetrozine has been plagued by significant safety and efficiency bottlenecks. The conventional route typically initiates from ethyl acetate and necessitates a cumbersome six-step sequence involving hydrazinolysis, phosgene cyclization, alkylation, ring expansion, hydrolysis, and final condensation. The most critical drawback of this legacy process is the reliance on phosgene or solid phosgene during the cyclization step. Phosgene is a Schedule 1 chemical under the Chemical Weapons Convention, imposing severe regulatory burdens, requiring specialized containment infrastructure, and generating substantial quantities of corrosive hydrochloric acid gas as a byproduct. Furthermore, the traditional intermediates often lack ultraviolet absorption at standard monitoring wavelengths (254 nm), rendering reaction progress difficult to track via simple Thin Layer Chromatography (TLC). This opacity in process control frequently leads to batch inconsistencies and elevated impurity levels, complicating downstream purification and increasing the total cost of ownership for manufacturers.
The Novel Approach
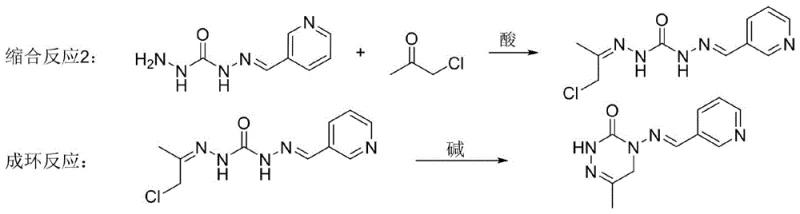
In stark contrast, the methodology outlined in patent CN108707137B offers a streamlined, environmentally benign alternative that addresses these systemic inefficiencies. The new route commences with the hydrazinolysis of dimethyl carbonate, a safe and abundant carbonyl source, to generate carbohydrazide. This is followed by a condensation with nicotinaldehyde and a subsequent reaction with chloroacetone, culminating in a base-mediated cyclization. By eliminating the need for phosgene entirely, the process removes the associated toxicity risks and waste gas treatment costs. Moreover, the reduction of the synthetic sequence from six steps to just four significantly improves the overall atom economy and yield. The use of water and methanol as primary solvents further simplifies solvent recovery and recycling, aligning the manufacturing process with modern green chemistry principles while maintaining high product integrity.

Mechanistic Insights into Dimethyl Carbonate Hydrazinolysis and Cyclization
The core of this technological advancement lies in the strategic utilization of dimethyl carbonate (DMC) as a carbonyl di-electrophile. In the initial step, DMC undergoes nucleophilic attack by hydrazine hydrate under controlled thermal conditions (70-80°C). This hydrazinolysis reaction is highly exothermic and efficient, yielding carbohydrazide with minimal byproduct formation. The mechanistic elegance of this step is its simplicity; unlike ester-based routes that may require harsh saponification conditions, the DMC route proceeds cleanly in aqueous or alcoholic media. Following the formation of the hydrazone intermediate via condensation with nicotinaldehyde, the process advances to the critical ring-closing stage. The intermediate reacts with chloroacetone to form a linear precursor, which then undergoes intramolecular nucleophilic substitution under alkaline conditions (pH 8-10). This cyclization constructs the triazinone ring system characteristic of Pymetrozine.
From an impurity control perspective, this mechanism offers distinct advantages. The absence of phosgene eliminates the risk of chlorinated urea byproducts that are notoriously difficult to remove. Additionally, the intermediates generated in this pathway, specifically the hydrazone derivatives, exhibit strong UV absorption, facilitating real-time process analytical technology (PAT) implementation. This allows R&D teams to precisely monitor reaction endpoints, ensuring that the final API intermediate meets stringent purity specifications without the need for extensive chromatographic purification. The mild reaction temperatures (0-30°C for condensation steps) further suppress thermal degradation pathways, preserving the structural integrity of the sensitive pyridine and triazole moieties throughout the synthesis.
How to Synthesize Pymetrozine Efficiently
The implementation of this four-step synthesis requires precise control over stoichiometry and temperature to maximize yield and minimize waste. The process begins with the optimization of the hydrazine-to-DMC ratio, typically maintained between 1:2.5 and 1:3 to drive the equilibrium towards carbohydrazide formation. Subsequent condensation steps utilize acidic or neutral conditions to facilitate imine formation while preventing hydrolysis. The final cyclization is the most critical unit operation, requiring careful pH adjustment using bases such as potassium carbonate or triethylamine to trigger ring closure without inducing side reactions. For a detailed breakdown of the specific molar ratios, solvent choices, and workup procedures validated in the patent examples, please refer to the standardized synthesis guide below.
- Perform hydrazinolysis of dimethyl carbonate with hydrazine hydrate at 70-80°C to obtain carbohydrazide.
- Condense carbohydrazide with nicotinaldehyde at 0-5°C to form the hydrazone intermediate.
- React the hydrazone with chloroacetone followed by alkaline cyclization at pH 8-10 to yield Pymetrozine.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the transition to this novel synthetic route represents a strategic opportunity to optimize the total cost of ownership and mitigate supply risks. The elimination of phosgene not only enhances safety but also drastically simplifies the regulatory compliance landscape, reducing the administrative burden and insurance costs associated with handling highly toxic precursors. The reliance on commodity chemicals like dimethyl carbonate and hydrazine hydrate ensures a stable and diversified supply base, insulating the production schedule from the volatility often seen with specialized reagents. Furthermore, the shortened reaction sequence translates directly into reduced cycle times and lower energy consumption, as the process operates efficiently at near-ambient temperatures for the majority of the steps.
- Cost Reduction in Manufacturing: The economic benefits of this route are driven primarily by the removal of expensive and hazardous reagents. By substituting phosgene with dimethyl carbonate, manufacturers avoid the capital expenditure required for corrosion-resistant reactors and advanced scrubbing systems needed to neutralize HCl gas. Additionally, the higher atom economy of the four-step route means less raw material is wasted as byproducts, leading to substantial cost savings in material inputs. The ability to use water and methanol as solvents further reduces solvent procurement and disposal costs compared to the chlorinated or aromatic solvents often required in older methodologies.
- Enhanced Supply Chain Reliability: Supply continuity is bolstered by the use of widely available starting materials. Dimethyl carbonate and nicotinaldehyde are produced on a massive global scale for various industries, ensuring that raw material shortages are unlikely to disrupt production. The robustness of the reaction conditions, which tolerate a range of temperatures and solvent qualities, adds another layer of resilience. This flexibility allows for agile manufacturing responses to market demand fluctuations, ensuring that reliable agrochemical intermediate supplier commitments can be met consistently without the delays associated with complex, multi-step legacy processes.
- Scalability and Environmental Compliance: Scaling this process from pilot to commercial production is straightforward due to the absence of exothermic hazards associated with phosgenation. The mild thermal profile (0-80°C) allows for the use of standard glass-lined or stainless steel reactors, facilitating rapid capacity expansion. From an environmental standpoint, the reduction in hazardous waste generation aligns with increasingly strict global environmental regulations. The process generates significantly less saline waste and no toxic gas emissions, simplifying wastewater treatment and reducing the environmental footprint of the manufacturing facility, which is a key metric for sustainable supply chain auditing.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this Pymetrozine synthesis method. These insights are derived directly from the experimental data and comparative analysis provided in the patent literature, focusing on practical considerations for industrial adoption. Understanding these nuances is essential for technical teams evaluating the feasibility of integrating this route into existing production lines or for procurement specialists assessing vendor capabilities.
Q: How does the new Pymetrozine synthesis route improve environmental compliance?
A: The novel route eliminates the use of phosgene and solid phosgene, which are highly toxic and generate hazardous HCl waste gas. By utilizing dimethyl carbonate and aqueous/methanolic solvents, the process significantly reduces three-waste emissions and removes the need for specialized phosgene-handling equipment.
Q: What are the key purity advantages of this 4-step method?
A: This method avoids protection and deprotection steps required in conventional ethyl acetate-based routes, leading to higher atom economy and fewer side reactions. The intermediates possess UV absorption, allowing for precise TLC monitoring and tighter control over impurity profiles compared to traditional methods.
Q: Is this process suitable for large-scale commercial production?
A: Yes, the process operates under mild conditions (0-80°C) using commodity raw materials like dimethyl carbonate and hydrazine hydrate. The simplified workflow and absence of hazardous reagents make it highly scalable and cost-effective for industrial manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Pymetrozine Supplier
At NINGBO INNO PHARMCHEM, we recognize that the adoption of advanced synthetic routes like the one described in CN108707137B is critical for maintaining competitiveness in the agrochemical sector. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this green chemistry approach are fully realized in a GMP-compliant environment. We are equipped with rigorous QC labs and state-of-the-art analytical instrumentation to guarantee stringent purity specifications for every batch of Pymetrozine we deliver. Our commitment to process excellence means we can offer high-purity agrochemical intermediates that meet the exacting standards of global regulatory bodies.
We invite you to collaborate with us to leverage this innovative technology for your supply chain. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We are prepared to provide specific COA data and comprehensive route feasibility assessments to demonstrate how our optimized manufacturing capabilities can drive value and security for your pesticide formulation business.