Advanced Trans-Stilbene Synthesis: Commercial Scalability and Technical Superiority for Global Supply Chains
The pharmaceutical and fine chemical industries are constantly seeking robust synthetic methodologies that balance high purity with economic efficiency. Patent CN108658718B introduces a groundbreaking approach to the preparation of trans-stilbene compounds, utilizing a selenium-mediated reduction strategy that fundamentally shifts the paradigm away from traditional precious metal catalysis. This technology addresses critical pain points in the supply chain by replacing expensive and scarce resources with abundant elemental selenium, thereby enhancing the sustainability and cost-effectiveness of producing these vital intermediates. Trans-stilbene derivatives are cornerstone structures in the development of active pharmaceutical ingredients (APIs), exhibiting potent biological activities ranging from anti-cancer properties to antioxidant effects. The ability to synthesize these compounds with high stereoselectivity and yield is paramount for R&D teams aiming to accelerate drug discovery pipelines while maintaining rigorous quality standards.
Furthermore, the strategic implementation of this novel synthetic route offers substantial benefits for procurement and supply chain stakeholders who are increasingly pressured to reduce manufacturing costs without compromising product integrity. By leveraging the chemoselective reduction of carbon-carbon triple bonds in diphenylacetylene substrates, this method ensures that complex molecular architectures are preserved during the transformation. This is particularly crucial for reliable pharmaceutical intermediates supplier networks that must guarantee batch-to-batch consistency and regulatory compliance. The elimination of heavy metal catalysts not only reduces the environmental footprint but also simplifies the downstream purification processes, leading to faster turnaround times and improved overall operational efficiency in cost reduction in fine chemical manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of trans-stilbene compounds has relied heavily on transition metal-catalyzed hydrogenation methods involving palladium, rhodium, ruthenium, or iridium. While effective, these conventional approaches present significant logistical and economic challenges that hinder large-scale industrial adoption. The primary drawback lies in the exorbitant cost of these noble metals, which are subject to volatile market fluctuations and geopolitical supply constraints, creating instability for long-term production planning. Additionally, the use of heavy metal catalysts introduces the risk of metal contamination in the final product, necessitating complex and costly purification steps to meet stringent residual metal specifications required by global regulatory bodies. These extra processing stages not only extend the production cycle but also generate hazardous waste streams that require specialized disposal, further inflating the total cost of ownership and environmental compliance burdens for manufacturers.
The Novel Approach
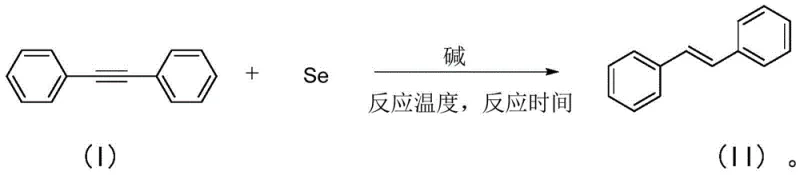
In stark contrast, the methodology disclosed in patent CN108658718B utilizes elemental selenium in conjunction with a base to achieve the selective reduction of diphenylacetylene derivatives. This innovative strategy circumvents the need for expensive precious metals entirely, substituting them with selenium, which is both economically accessible and chemically effective for this specific transformation. The reaction proceeds under relatively mild thermal conditions in common organic solvents, demonstrating exceptional tolerance towards various functional groups such as aldehydes, halogens, and alkyl substituents. This broad substrate scope means that a single optimized protocol can be applied to a diverse library of stilbene analogues, streamlining the R&D process and reducing the need for method re-development for each new derivative. Consequently, this approach represents a paradigm shift towards more sustainable and economically viable commercial scale-up of complex organic intermediates.
Mechanistic Insights into Selenium-Mediated Chemoselective Reduction
The core of this technological advancement lies in the unique mechanistic pathway where elemental selenium acts as a reducing agent in the presence of a base, facilitating the conversion of the carbon-carbon triple bond into a trans-double bond. Unlike catalytic hydrogenation which often requires high pressure and specialized equipment, this solution-phase reaction relies on the synergistic interaction between selenium and bases such as potassium acetate to drive the reduction. The mechanism ensures high stereoselectivity, predominantly yielding the thermodynamically stable trans-isomer, which is the desired configuration for most biological applications. This selectivity minimizes the formation of cis-isomers or over-reduced byproducts, thereby simplifying the isolation process and maximizing the overall yield of the target molecule. Understanding this mechanism is vital for process chemists aiming to replicate these results at scale while maintaining the high purity profiles demanded by the pharmaceutical sector.
Moreover, the impurity control mechanism inherent in this selenium-based system is superior to traditional methods due to the absence of metal particulates that can act as nucleation sites for side reactions. The reaction conditions, typically ranging from 100°C to 160°C, are sufficiently energetic to drive the reduction to completion without degrading sensitive functional groups attached to the aromatic rings. This functional group tolerance is a critical attribute for high-purity trans-stilbene derivatives intended for medicinal chemistry, where even minor structural deviations can alter biological activity. The post-treatment process involves standard extraction and column chromatography techniques, which are well-established in industrial settings, ensuring that the removal of selenium residues is straightforward and efficient. This combination of mechanistic elegance and practical simplicity makes the technology highly attractive for reducing lead time for high-purity pharmaceutical intermediates.
How to Synthesize Trans-Stilbene Efficiently
Implementing this synthesis route requires careful attention to reagent stoichiometry and reaction parameters to ensure optimal performance. The process begins with the charging of diphenylacetylene, elemental selenium, and a selected base into a reaction vessel under an inert atmosphere to prevent oxidation. The choice of solvent, such as N,N-dimethylformamide (DMF) or dimethyl sulfoxide (DMSO), plays a crucial role in solubilizing the reactants and facilitating the interaction between the selenium and the alkyne substrate. Following the reaction period, which typically spans 12 to 36 hours depending on the specific substrate reactivity, the mixture undergoes a systematic workup involving dilution, concentration, and purification. Detailed standardized synthesis steps see the guide below.
- Charge the reaction vessel with diphenylacetylene substrate, elemental selenium, a suitable base such as potassium acetate, and an organic solvent like DMF under nitrogen protection.
- Heat the reaction mixture to a temperature range of 100°C to 160°C and maintain stirring for 12 to 36 hours to ensure complete chemoselective reduction of the triple bond.
- Perform post-processing by diluting with ethyl acetate, concentrating under reduced pressure, and purifying the crude product via silica gel column chromatography to isolate high-purity trans-stilbene.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, the adoption of this selenium-mediated synthesis offers profound advantages that directly impact the bottom line and supply chain resilience. By eliminating the dependency on precious metal catalysts, manufacturers can achieve significant cost reductions in raw material procurement, shielding themselves from the volatility of the noble metal market. This stability allows for more accurate budget forecasting and long-term contract negotiations with clients, fostering stronger business relationships. Furthermore, the simplified purification process reduces the consumption of solvents and stationary phases, contributing to lower operational expenditures and a smaller environmental footprint. These factors collectively enhance the competitiveness of the supply chain, making it more agile and responsive to market demands.
- Cost Reduction in Manufacturing: The substitution of expensive palladium or rhodium catalysts with inexpensive elemental selenium drastically lowers the direct material costs associated with production. Since selenium is abundant and widely available, the supply risk is minimal compared to rare earth metals or precious group metals. Additionally, the removal of heavy metal scavenging steps reduces the consumption of specialized resins and filtration media, leading to substantial cost savings in the downstream processing phase. This economic efficiency translates into more competitive pricing for the final intermediates without sacrificing quality margins.
- Enhanced Supply Chain Reliability: Relying on readily available commodity chemicals like selenium and common organic bases ensures a stable supply chain that is less susceptible to geopolitical disruptions. Unlike precious metals which may face export restrictions or mining bottlenecks, the raw materials for this process are sourced from robust global markets. This reliability guarantees consistent production schedules and on-time delivery performance, which are critical metrics for procurement managers managing just-in-time inventory systems. The robustness of the supply chain is further reinforced by the simplicity of the reaction setup, which does not require specialized high-pressure reactors.
- Scalability and Environmental Compliance: The process is inherently scalable, moving seamlessly from laboratory gram-scale to multi-ton commercial production without significant re-engineering. The absence of toxic heavy metals simplifies waste management and reduces the regulatory burden associated with effluent treatment. This aligns with modern green chemistry principles and corporate sustainability goals, making the manufacturing process more attractive to environmentally conscious partners. The ease of scale-up ensures that supply can be rapidly ramped up to meet surging demand, providing a strategic advantage in dynamic market conditions.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this selenium-based reduction technology. These insights are derived directly from the patent data and practical considerations for industrial application, providing clarity for decision-makers evaluating this synthetic route. Understanding these nuances is essential for assessing the feasibility of integrating this method into existing manufacturing portfolios.
Q: What are the advantages of using elemental selenium over traditional palladium catalysts for stilbene synthesis?
A: Elemental selenium offers a significant cost advantage over precious metals like palladium, rhodium, or ruthenium. Furthermore, it eliminates the risk of toxic heavy metal residues in the final product, simplifying purification and ensuring compliance with stringent pharmaceutical impurity standards.
Q: Does this selenium-mediated reduction method tolerate sensitive functional groups?
A: Yes, the method demonstrates excellent functional group tolerance. It successfully reduces carbon-carbon triple bonds in substrates containing aldehydes, methyl groups, halogens, and heterocycles without affecting these sensitive moieties, ensuring high structural fidelity.
Q: Is this synthesis route suitable for large-scale industrial production?
A: Absolutely. The process utilizes inexpensive, readily available raw materials and operates under relatively mild conditions without requiring high-pressure hydrogenation equipment. The straightforward workup procedure facilitates efficient commercial scale-up and supply chain reliability.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Trans-Stilbene Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of advanced synthetic methodologies like the selenium-mediated reduction of trans-stilbene compounds. As a premier CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that innovative laboratory processes are translated into robust industrial realities. Our commitment to quality is underpinned by stringent purity specifications and rigorous QC labs that verify every batch against the highest international standards. We understand that consistency is key in the pharmaceutical supply chain, and our state-of-the-art facilities are designed to deliver the reliability and precision that global enterprises demand.
We invite you to collaborate with us to leverage this cutting-edge technology for your specific project needs. Our technical team is ready to provide a Customized Cost-Saving Analysis tailored to your volume requirements and quality targets. We encourage you to contact our technical procurement team to request specific COA data and route feasibility assessments that demonstrate how we can optimize your supply chain. By partnering with us, you gain access to not just a product, but a comprehensive solution that drives efficiency and innovation in your drug development journey.