Advanced Crystallization Technology for High-Purity Benzo[cd]Indole Derivatives and Commercial Scalability
The pharmaceutical industry continuously seeks robust manufacturing processes that guarantee high purity and stability for active pharmaceutical ingredients (APIs) and their intermediates. Patent CN1027503C introduces a significant advancement in the preparation of 4-(di-n-propyl)amino-6-aminocarbonyl-1,3,4,5-tetrahydrobenzo[cd]indole hippurate, a compound with potent central nervous system serotonin agonist activity. This invention addresses critical challenges associated with the solid-state properties of drug substances by transitioning from difficult-to-handle amorphous salts to a highly stable crystalline hippurate form. The technical breakthrough lies in the ability to achieve purity levels exceeding 99% through straightforward crystallization techniques, eliminating the need for costly and time-consuming chromatographic purification steps often required for amorphous materials. For R&D directors and process chemists, this represents a pivotal shift towards more efficient downstream processing, ensuring that the final drug product meets stringent regulatory standards for impurity profiles and physical consistency.
Furthermore, the versatility of this crystalline salt form extends to its therapeutic applications, covering a broad spectrum of CNS disorders including depression, anxiety, obesity, and Alzheimer's disease. The patent explicitly details the preparation of both racemic mixtures and single enantiomers, acknowledging the importance of chirality in pharmacological efficacy. By establishing a reliable method to produce the hippurate salt with defined stereochemistry, the technology supports the development of safer and more effective medications. The use of hippuric acid as the counter-ion is particularly strategic, as it facilitates the formation of a crystal lattice that preferentially retains water over toxic organic solvents, thereby enhancing the safety profile of the intermediate. This innovation not only improves the chemical quality but also streamlines the supply chain by enabling the use of common, low-cost solvents like isopropanol and ethanol.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the production of acid addition salts for complex tetrahydrobenzo[cd]indole derivatives has been plagued by issues related to physical form and purity. Conventional methods often yield amorphous solids which lack a defined crystal structure, making them inherently difficult to purify to high standards. Amorphous materials tend to trap solvent molecules irregularly and often require extensive chromatographic separation to remove trace impurities and by-products, a process that is notoriously expensive and difficult to scale industrially. Additionally, amorphous salts can exhibit variable solubility and stability, leading to batch-to-batch inconsistencies that complicate formulation development. The reliance on chromatography not only drives up the cost of goods sold (COGS) due to the consumption of silica gel and large volumes of eluents but also creates bottlenecks in production throughput. For procurement managers, these inefficiencies translate into higher raw material costs and longer lead times, while supply chain heads face risks associated with the scalability of purification steps that do not translate well from laboratory to plant scale.
The Novel Approach
The novel approach detailed in the patent overcomes these limitations by leveraging the unique crystallization properties of the hippurate salt. By reacting the base indole compound with hippuric acid in specific solvent systems, the process induces the formation of a well-defined crystalline lattice. This crystalline form allows for purification through simple recrystallization, where impurities remain in the mother liquor while the pure product precipitates out. The patent highlights the use of solvent mixtures, particularly isopropanol with water, which optimizes the solubility profile to favor crystal growth while minimizing the entrapment of residual organic solvents. This method significantly simplifies the isolation procedure, replacing complex chromatography with filtration and drying steps that are standard in bulk chemical manufacturing. Moreover, the ability to recycle mother liquors for subsequent crystallization steps further enhances the economic viability of the process. This approach ensures a consistent, high-quality product that is easier to characterize using standard analytical techniques like X-ray crystallography and melting point determination, providing a solid foundation for regulatory filings.
Mechanistic Insights into Chiral Resolution and Salt Formation
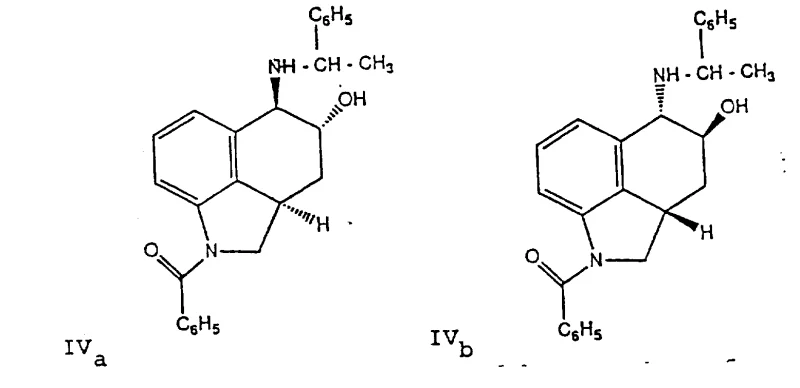
The synthesis of the single enantiomers of the target compound involves a sophisticated sequence of stereoselective reactions and resolutions. A key mechanistic step involves the resolution of racemic epoxide intermediates, such as 1-benzoyl-4,5-epoxy-1,2,2a,3,4,5-hexahydrobenzo[cd]indole, using a chiral primary amine like S-1-phenethylamine. This reaction generates a pair of diastereomers which possess different physical properties, allowing for their separation via selective crystallization. The diastereomer corresponding to the desired configuration crystallizes preferentially from solvents like n-butanol, while the unwanted isomer remains in solution. This resolution strategy is critical for producing enantiomerically pure intermediates, which are then converted into the final amine base through aziridine formation and subsequent hydrogenolysis. The regioselectivity of the aziridine ring opening is carefully controlled to ensure the formation of the 4-amino compound rather than the 5-amino isomer, utilizing noble metal catalysts like palladium under mild hydrogen pressure.
Following the establishment of the correct stereochemistry, the synthesis proceeds through alkylation and iodination steps to introduce the necessary functional groups for the final carbonylation reaction. The conversion of the aryl iodide intermediate to the primary amide is achieved via a palladium-catalyzed carbonylation in the presence of carbon monoxide and ammonia. This step is mechanistically intricate, requiring precise control of catalyst loading and reaction conditions to prevent side reactions. Finally, the removal of the protecting benzoyl group yields the free base, which is then reacted with hippuric acid to form the stable crystalline salt. The crystallization mechanism itself relies on the specific interaction between the basic nitrogen of the indole derivative and the carboxylic acid group of hippuric acid, forming an ionic bond that stabilizes the crystal lattice. The inclusion of water in the crystallization solvent is mechanistically significant, as it competes with organic solvents for inclusion in the lattice, resulting in a final product with lower levels of toxic residual solvents.
How to Synthesize 4-(di-n-propyl)amino-6-aminocarbonyl-1,3,4,5-tetrahydrobenzo[cd]indole Hippurate Efficiently
The efficient synthesis of this high-value pharmaceutical intermediate requires strict adherence to the optimized conditions described in the patent to ensure maximum yield and purity. The process begins with the preparation of the free base, followed by dissolution in a heated solvent system such as acetone or isopropanol. Hippuric acid is added in stoichiometric amounts, and the solution is allowed to cool slowly to induce nucleation. Seeding with pure crystals may be employed to control the polymorph and particle size distribution. Detailed standardized synthetic steps for this process are provided in the guide below.
- Prepare the racemic or chiral base compound 4-(di-n-propyl)amino-6-aminocarbonyl-1,3,4,5-tetrahydrobenzo[cd]indole through epoxide resolution or asymmetric synthesis.
- Dissolve the base compound and hippuric acid in a suitable inert solvent such as isopropanol, ethanol, or acetone, potentially with added water to modify solubility.
- Induce crystallization by cooling or seeding, allowing the stable crystalline hippurate salt to precipitate while impurities remain in the mother liquor.
Commercial Advantages for Procurement and Supply Chain Teams
The adoption of this crystalline salt technology offers profound commercial benefits for organizations involved in the manufacturing of CNS therapeutics. By shifting from amorphous to crystalline forms, companies can drastically reduce the complexity of their purification workflows. The elimination of chromatographic steps translates directly into substantial cost savings, as it removes the need for expensive stationary phases and large volumes of high-purity eluents. Furthermore, the simplified isolation process reduces the overall processing time, allowing for faster batch turnover and increased production capacity. For procurement managers, this means a more predictable cost structure and reduced exposure to the price volatility of chromatography consumables. The robustness of the crystallization process also minimizes the risk of batch failures due to purification issues, ensuring a more reliable supply of high-quality intermediates for downstream drug formulation.
- Cost Reduction in Manufacturing: The primary driver for cost reduction in this process is the replacement of chromatographic purification with crystallization. Chromatography is a resource-intensive operation that consumes significant amounts of silica, solvents, and energy. By achieving purity levels greater than 99% through crystallization alone, manufacturers can eliminate these variable costs entirely. Additionally, the ability to recycle mother liquors back into the process reduces raw material waste, further lowering the effective cost per kilogram of the product. The use of common, commodity solvents like isopropanol and ethanol instead of specialized halogenated solvents also contributes to a leaner cost base, making the process economically attractive for large-scale commercial production.
- Enhanced Supply Chain Reliability: Supply chain reliability is significantly improved by the robustness of the crystalline salt form. Amorphous materials can be hygroscopic and unstable, leading to degradation during storage and transport. In contrast, the crystalline hippurate salt exhibits superior stability, reducing the risk of product loss and ensuring consistent quality upon delivery. The simplified process flow, which avoids complex purification bottlenecks, allows for more flexible scheduling and faster response to demand fluctuations. Moreover, the availability of the key reagents, such as hippuric acid and standard solvents, ensures that the supply chain is not dependent on niche or single-source suppliers, mitigating the risk of disruptions.
- Scalability and Environmental Compliance: Scalability is a inherent strength of this crystallization-based approach. Crystallization is a unit operation that scales linearly from laboratory to industrial reactors, unlike chromatography which often requires complex scaling strategies. The process also aligns well with environmental compliance goals by reducing solvent waste and eliminating the disposal of spent silica gel. The preference for lower toxicity solvents like isopropanol and water mixtures reduces the environmental footprint of the manufacturing process. This makes the technology not only commercially viable but also sustainable, helping companies meet increasingly stringent regulatory requirements regarding solvent residues and waste management in pharmaceutical manufacturing.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the production and application of this crystalline salt. These answers are derived directly from the technical specifications and experimental data provided in the patent documentation, ensuring accuracy and relevance for industry professionals.
Q: Why is the crystalline hippurate salt form preferred over amorphous salts for this compound?
A: The crystalline hippurate salt offers superior physical properties, including easier purification without chromatography, better characterization, and higher stability compared to amorphous forms, ensuring consistent drug quality.
Q: What solvents are compatible with the crystallization process described in the patent?
A: The process utilizes low-toxicity solvents such as isopropanol, ethanol, and acetone. Mixtures of isopropanol and water are particularly effective for minimizing residual organic solvents in the final crystal lattice.
Q: Can this process be adapted for single enantiomer production?
A: Yes, the patent describes methods to produce substantially pure R or S enantiomers either through chiral resolution of epoxide intermediates using amines like S-1-phenethylamine or by starting with chiral precursors.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 4-(di-n-propyl)amino-6-aminocarbonyl-1,3,4,5-tetrahydrobenzo[cd]indole Hippurate Supplier
NINGBO INNO PHARMCHEM stands at the forefront of pharmaceutical intermediate manufacturing, leveraging advanced crystallization technologies to deliver superior products to the global market. Our expertise in scaling diverse pathways from 100 kgs to 100 MT/annual commercial production ensures that we can meet the rigorous demands of multinational pharmaceutical companies. We understand that the transition from laboratory synthesis to industrial scale requires meticulous attention to detail, particularly regarding purity and particle engineering. Our facilities are equipped with stringent purity specifications and rigorous QC labs capable of verifying the crystalline nature and enantiomeric excess of every batch. By partnering with us, clients gain access to a supply chain that prioritizes quality, consistency, and regulatory compliance, essential for the successful development of CNS drugs.
We invite potential partners to engage with our technical team to explore how this innovative crystalline salt technology can optimize your specific drug development pipeline. Our experts are ready to provide a Customized Cost-Saving Analysis tailored to your project's unique requirements, demonstrating how our process efficiencies can translate into tangible financial benefits. We encourage you to contact our technical procurement team to request specific COA data and route feasibility assessments. Whether you require clinical trial materials or commercial quantities, NINGBO INNO PHARMCHEM is committed to being your trusted partner in bringing life-saving therapies to market efficiently and reliably.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →