Scalable Biocatalytic Synthesis of Key Carbapenem Intermediates for Global Pharmaceutical Supply Chains
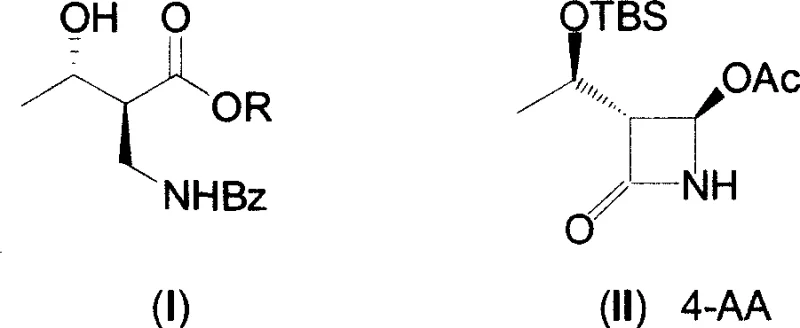
The global demand for carbapenem antibiotics, widely regarded as the last line of defense against multi-drug resistant bacterial infections, necessitates robust and scalable supply chains for their key synthetic building blocks. Central to this supply chain is the compound 4-AA (azetidinone), the synthesis of which relies heavily on the availability of high-purity chiral intermediates such as the (2S,3S)-2-benzoyl aminomethyl-3-hydroxy-butyrate ester series. Patent CN1940079A introduces a transformative biocatalytic approach that leverages the asymmetric reduction capabilities of baker's yeast to produce these critical precursors. Unlike traditional chemical methods that often struggle with stereocontrol and harsh conditions, this biological route offers a streamlined pathway to the target molecule with exceptional optical purity. The technology represents a significant leap forward in green chemistry for pharmaceutical manufacturing, aligning with modern sustainability goals while ensuring the consistent quality required for regulatory compliance in antibiotic production.
The historical landscape of synthesizing chiral beta-hydroxy esters for beta-lactam antibiotics has been dominated by chemocatalytic methods that, while effective, impose severe constraints on manufacturing flexibility and cost. A prominent example cited in the background of the patent is the Takasago process, which utilizes a chiral Ruthenium-BINAP catalyst to achieve high enantioselectivity. However, this legacy technology demands extreme operating conditions, specifically pressures reaching 100kg/cm², to drive the reaction towards the desired stereoisomer with sufficient selectivity. Such high-pressure requirements necessitate specialized, expensive reactor vessels and rigorous safety protocols, creating a high barrier to entry for manufacturers and inflating the capital expenditure associated with production facilities. Furthermore, the reliance on precious transition metals introduces complexities regarding metal residue removal, a critical quality attribute for pharmaceutical intermediates that often requires additional purification steps to meet stringent regulatory limits.
In stark contrast, the novel approach detailed in CN1940079A utilizes baker's yeast (Saccharomyces cerevisiae) to effect the asymmetric reduction under remarkably mild conditions. This biocatalytic method operates at atmospheric pressure and moderate temperatures ranging from 33°C to 36°C, completely eliminating the need for high-pressure infrastructure. The process demonstrates a unique ability to direct the stereochemical outcome towards the (2S,3S) configuration, which is the requisite geometry for the downstream synthesis of 4-AA. By employing either free or immobilized yeast cells, the method simplifies the reaction setup and facilitates easier product isolation compared to handling sensitive organometallic catalysts. This shift from chemocatalysis to biocatalysis not only reduces the environmental footprint by avoiding heavy metals but also democratizes the production capability, allowing facilities with standard fermentation capabilities to enter the supply chain for these high-value intermediates.
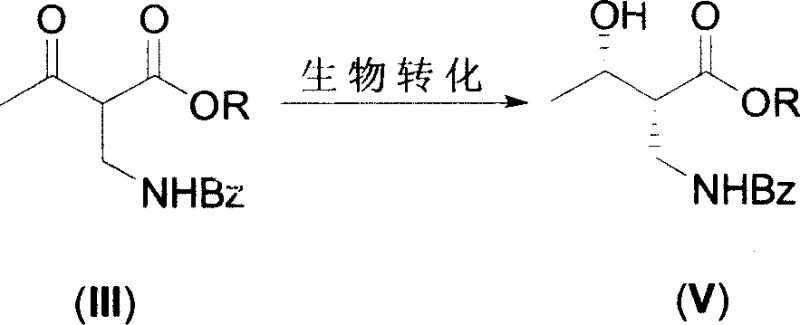
The mechanistic elegance of this synthesis lies in the enzyme-mediated hydride transfer that occurs within the yeast cells, specifically targeting the prochiral ketone group of the substrate. The biocatalytic reduction proceeds with high diastereoselectivity, favoring the formation of the (2S,3S)-isomer (Formula I) over the (2R,3S)-isomer (Formula V), achieving a product distribution where the target compound accounts for more than 75% of the gross product. This inherent selectivity is driven by the specific orientation of the substrate within the active sites of the yeast dehydrogenases, which preferentially deliver the hydride to one face of the carbonyl group. The patent further enhances the utility of this mechanism by addressing the minor byproduct; rather than discarding the (2R,3S)-isomer, the process includes a chemical inversion step. By treating the byproduct with strong organic bases such as n-Butyl Lithium or potassium tert-butoxide at low temperatures, the stereochemistry at the C-2 position is inverted, effectively recycling the unwanted isomer back into the desired (2S,3S) configuration. This dual-strategy of selective biosynthesis followed by chemical correction ensures maximal atom economy and yield.
Controlling the impurity profile in the synthesis of chiral intermediates is paramount for the safety and efficacy of the final antibiotic drug. The biocatalytic route described minimizes the formation of unrelated side products, primarily generating only the diastereomeric byproduct which is subsequently converted. The use of immobilized yeast cells, as described in the embodiments, further refines the impurity profile by preventing the release of intracellular proteins and other yeast metabolites into the reaction medium, thereby simplifying the downstream purification workup. The resulting product exhibits optical purity exceeding 99% as determined by HPLC, meeting the rigorous specifications required for GMP manufacturing of active pharmaceutical ingredients. This high level of stereochemical control reduces the burden on downstream crystallization or chromatography steps, ensuring a consistent and reliable supply of the intermediate with a well-defined impurity spectrum that is easier to validate and monitor during quality control.
How to Synthesize (2S,3S)-2-benzoyl aminomethyl-3-hydroxy-butyrate Efficiently
The synthesis protocol outlined in the patent provides a clear roadmap for implementing this biocatalytic transformation in a laboratory or pilot plant setting. The process begins with the preparation of the biocatalyst, where baker's yeast is activated in a sucrose solution to ensure high metabolic activity for the reduction step. For enhanced operational efficiency, the yeast cells can be immobilized in calcium alginate beads, which allows for easy filtration and reuse of the biocatalyst. The substrate, a beta-keto ester derivative, is then introduced to the aqueous yeast suspension, where the enzymatic reduction takes place over a period of approximately 24 to 72 hours at controlled temperatures. Following the biological transformation, the reaction mixture is worked up to isolate the crude product, which is then subjected to the optional chemical inversion step to convert any remaining minor isomer into the target compound, maximizing the overall yield before final purification via column chromatography or crystallization.
- Prepare the biocatalyst by activating baker's yeast (Saccharomyces cerevisiae) in an aqueous sucrose solution, optionally immobilizing the cells in alginate beads for easier separation.
- Conduct the asymmetric reduction of the substrate (2-benzoyl aminomethyl-3-carbonyl butyric ester) at 33-36°C, yielding the target (2S,3S) isomer as the major product and the (2R,3S) isomer as a minor byproduct.
- Isolate the reaction mixture and subject the minor (2R,3S) byproduct to a chemical inversion step using strong organic bases like n-Butyl Lithium to convert it into the desired (2S,3S) configuration.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this yeast-mediated synthesis route offers compelling economic and logistical benefits that directly impact the bottom line. The most significant advantage is the drastic reduction in capital and operational expenditures associated with reactor infrastructure. By eliminating the need for high-pressure autoclaves required by traditional ruthenium-catalyzed methods, manufacturers can utilize standard glass-lined or stainless steel fermentation tanks that are widely available and significantly cheaper to maintain. This lowers the barrier to production and reduces the depreciation costs allocated to each kilogram of the intermediate produced. Additionally, the replacement of expensive noble metal catalysts with commodity-grade baker's yeast results in substantial raw material cost savings, insulating the supply chain from the volatility of precious metal markets and ensuring more stable pricing for the final intermediate.
- Cost Reduction in Manufacturing: The transition to a biocatalytic process fundamentally alters the cost structure of producing carbapenem precursors. By removing the dependency on high-pressure equipment and expensive chiral ligands, the process significantly lowers both the fixed asset investment and the variable costs per batch. The mild reaction conditions also translate to lower energy consumption for heating and cooling, as the reaction proceeds efficiently at near-ambient temperatures. Furthermore, the ability to recycle the minor stereoisomer byproduct through a simple chemical inversion step enhances the overall mass balance, meaning less raw material is wasted, and the effective yield per ton of starting material is maximized, driving down the unit cost of the API intermediate.
- Enhanced Supply Chain Reliability: Sourcing critical reagents is a common bottleneck in pharmaceutical manufacturing, but this method relies on baker's yeast, a globally available and renewable resource that is not subject to the geopolitical supply risks associated with rare earth metals or specialized organometallic complexes. The robustness of the yeast cells, particularly when immobilized, allows for flexible production scheduling and the potential for continuous processing modes. This reliability ensures that production timelines are not disrupted by catalyst shortages or long lead times for specialized reagents, providing a more resilient supply chain capable of meeting the fluctuating demands of the global antibiotic market without compromising on quality or delivery schedules.
- Scalability and Environmental Compliance: Scaling biocatalytic processes is generally more straightforward than scaling high-pressure chemical reactions, as the risks associated with pressure containment are removed. The aqueous nature of the reaction medium and the absence of toxic heavy metals simplify waste treatment and disposal, aligning with increasingly stringent environmental regulations. The process generates less hazardous waste, reducing the costs associated with effluent treatment and environmental compliance audits. This 'green' profile not only mitigates regulatory risk but also enhances the corporate social responsibility standing of the manufacturer, making the supply chain more attractive to environmentally conscious partners and stakeholders in the pharmaceutical industry.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this asymmetric yeast reduction technology. These answers are derived directly from the experimental data and process descriptions found in patent CN1940079A, providing a factual basis for evaluating the feasibility of this route for your specific manufacturing needs. Understanding these details is crucial for R&D teams assessing process transfer and for procurement teams evaluating supplier capabilities.
Q: What is the primary advantage of using baker's yeast over transition metal catalysts for this synthesis?
A: The primary advantage is the elimination of high-pressure requirements and expensive noble metals. While traditional Ruthenium-BINAP methods require pressures up to 100kg/cm², the yeast-mediated process operates at atmospheric pressure and mild temperatures (33-36°C), significantly reducing capital expenditure on reactor infrastructure and safety protocols.
Q: How does this patent address the issue of stereoisomer byproducts?
A: The process inherently favors the desired (2S,3S) isomer with a distribution of over 75%. Furthermore, the patent describes a subsequent chemical inversion step where the minor (2R,3S) byproduct is treated with organic bases to flip its stereochemistry, effectively recycling the waste stream into valuable product and boosting overall yield.
Q: Is this method suitable for large-scale industrial production of carbapenem precursors?
A: Yes, the method is explicitly designed for scalability. The use of immobilized yeast cells simplifies downstream processing and filtration, while the mild reaction conditions allow for the use of standard stainless steel fermentation tanks rather than specialized high-pressure autoclaves, facilitating easy commercial scale-up.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Carbapenem Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-quality intermediates play in the global fight against bacterial resistance. Our technical team has extensively analyzed the biocatalytic pathways described in CN1940079A and possesses the expertise to adapt and optimize this yeast-mediated synthesis for commercial production. We have extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory bench to industrial fermenter is seamless and efficient. Our facilities are equipped with state-of-the-art fermentation suites and rigorous QC labs capable of verifying the stringent purity specifications required for beta-lactam intermediates, guaranteeing that every batch meets the optical purity and impurity profiles necessary for downstream API synthesis.
We invite pharmaceutical companies and contract manufacturers to collaborate with us to leverage this cost-effective and sustainable technology for their carbapenem supply chains. By partnering with us, you gain access to a Customized Cost-Saving Analysis that quantifies the potential economic benefits of switching to this biocatalytic route for your specific volume requirements. We encourage you to contact our technical procurement team today to request specific COA data from our pilot batches and to discuss route feasibility assessments tailored to your project timelines, ensuring a secure and competitive supply of these vital antibiotic precursors.