Advanced One-Pot Synthesis of Cis-Fluorinated 1,4-Benzodiazepine Derivatives for Commercial Scale-Up
The pharmaceutical and fine chemical industries are constantly seeking more efficient pathways to access complex heterocyclic scaffolds, particularly those containing fluorine atoms which often enhance metabolic stability and bioavailability. Patent CN101863846A introduces a groundbreaking methodology for the synthesis of cis-fluorinated 1,4-benzodiazepine derivatives, addressing critical bottlenecks in traditional heterocyclic chemistry. This innovation leverages a three-component one-pot condensation reaction involving o-phenylenediamine, perfluoroalkyl alkynoates, and aldehydes, conducted in absolute ethanol under mild reflux conditions. Unlike legacy processes that rely on harsh catalysts or tedious multi-step sequences, this approach offers superior atom economy and environmental compatibility. For R&D directors and procurement specialists, this represents a significant opportunity to streamline the production of high-value intermediates used in the development of physiologically active compounds. The ability to introduce fluorine atoms directly into the 1,4-benzodiazepine core with high regioselectivity opens new avenues for drug discovery while simultaneously reducing the operational complexity typically associated with fluorinated heterocycle manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 1,4-benzodiazepine derivatives has been plagued by significant operational inefficiencies and environmental concerns. Traditional routes often necessitate the use of expensive and toxic Lewis acid catalysts, such as silver complexes, or strong protonic acids to drive the cyclization forward. Furthermore, many established protocols involve stepwise reactions where intermediates must be isolated and purified before proceeding to the next stage, drastically increasing solvent consumption and processing time. For instance, prior art methods frequently employ methyl acetoacetate and aldehydes in sequential steps, leading to loaded down and trivial operational procedures that are difficult to scale. The reliance on toxic solvents and the generation of heavy metal waste streams pose substantial compliance challenges for modern manufacturing facilities aiming for green chemistry certification. These factors collectively inflate the cost of goods sold (COGS) and extend lead times, making conventional synthesis less attractive for large-scale commercial production of pharmaceutical intermediates.
The Novel Approach
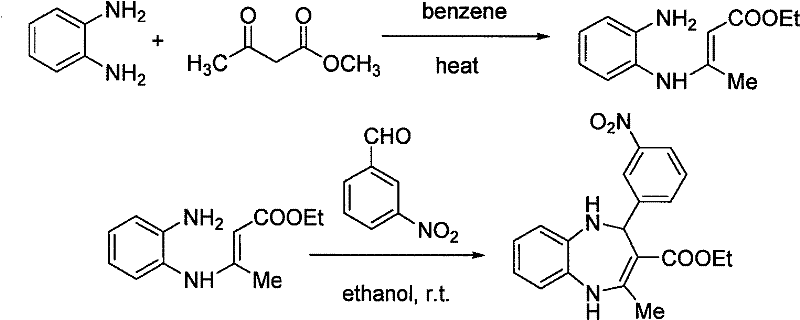
In stark contrast to these cumbersome legacy techniques, the novel method described in the patent utilizes a direct three-component coupling strategy that dramatically simplifies the synthetic landscape. By reacting o-phenylenediamine directly with perfluoroalkyl alkynoates and aldehydes in a single pot, the process eliminates the need for intermediate isolation and the use of hazardous catalysts. The reaction proceeds smoothly in absolute ethanol, a benign and easily recoverable solvent, at temperatures ranging from 50°C to 80°C. This shift from multi-step catalytic processes to a catalyst-free thermal condensation not only reduces the chemical footprint but also enhances the overall yield and purity of the final product. The simplicity of the work-up procedure, which typically involves merely removing the solvent and purifying the resulting solid, translates directly into reduced labor costs and faster turnaround times for pilot and commercial batches. This streamlined approach exemplifies how modern process chemistry can overcome historical limitations to deliver superior economic and environmental outcomes.

Mechanistic Insights into Three-Component Condensation Cyclization
The core of this technological advancement lies in the unique reactivity of perfluoroalkyl alkynoates towards nucleophilic attack by o-phenylenediamine in the presence of an aldehyde. The electron-withdrawing nature of the perfluoroalkyl group activates the triple bond, facilitating the initial nucleophilic addition of the diamine. Subsequent condensation with the aldehyde drives the formation of the seven-membered diazepine ring through an intramolecular cyclization mechanism. This cascade reaction is highly efficient because it avoids the formation of stable off-cycle intermediates that often trap reactants in traditional stepwise syntheses. The result is a highly regioselective formation of the cis-isomer, which is thermodynamically favored under the reaction conditions. Understanding this mechanism is crucial for process chemists, as it highlights the importance of maintaining strict stoichiometric control, typically using a molar ratio of 1:0.8~1.2:0.8~1.2 for the alkynoate, diamine, and aldehyde respectively, to maximize conversion and minimize side products.
From an impurity control perspective, the absence of external catalysts significantly simplifies the impurity profile of the crude reaction mixture. In catalytic methods, trace metal residues often require specialized scavenging steps to meet stringent pharmaceutical specifications, adding both cost and complexity. Here, the primary impurities are likely unreacted starting materials or simple condensation byproducts that are easily removed during the purification phase, such as column chromatography or recrystallization. The high regioselectivity ensures that isomeric impurities are minimized, which is vital for maintaining the biological activity and safety profile of the final API. This inherent cleanliness of the reaction pathway reduces the burden on quality control laboratories and allows for more robust process validation, ensuring consistent batch-to-batch quality essential for regulatory approval.
How to Synthesize Cis-Fluorinated 1,4-Benzodiazepine Efficiently
Implementing this synthesis requires careful attention to reaction parameters to ensure optimal yield and purity. The process begins with the precise weighing of o-phenylenediamine, the chosen aldehyde, and the perfluoroalkyl alkynoate, which are then dissolved in absolute ethanol. The mixture is heated under reflux with continuous stirring, and reaction progress is monitored via TLC until the starting diamine is fully consumed. Following the reaction, the solvent is evaporated, and the crude solid is subjected to purification. While the patent describes column chromatography for laboratory scale, industrial adaptations may utilize recrystallization from solvent systems like petroleum ether and ethyl acetate to achieve the desired purity levels efficiently. Detailed standardized operating procedures for scaling this reaction from gram to kilogram quantities are essential for maintaining reproducibility.
- Dissolve perfluoroalkyl alkynoate, o-phenylenediamine, and aldehyde in absolute ethanol at a molar ratio of 1: 0.8-1.2:0.8-1.2.
- Reflux the mixture at 50°C to 80°C with stirring until TLC indicates complete consumption of o-phenylenediamine.
- Remove the solvent and purify the resulting light yellow solid via column chromatography or recrystallization to obtain the target derivative.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition to this novel synthesis route offers tangible benefits that extend beyond mere technical feasibility. The elimination of expensive transition metal catalysts and the reduction in solvent usage directly contribute to a significant reduction in manufacturing costs. By simplifying the process to a one-pot operation, facilities can reduce the number of unit operations required, thereby lowering energy consumption and labor hours per kilogram of product. This efficiency gain is critical in a competitive market where margin compression is a constant challenge. Furthermore, the use of readily available raw materials such as o-phenylenediamine and common aldehydes ensures a stable supply chain, mitigating the risks associated with sourcing specialized or scarce reagents. The robustness of the reaction conditions also implies a lower risk of batch failures, enhancing overall supply reliability.
- Cost Reduction in Manufacturing: The removal of catalyst requirement eliminates the costly downstream processing steps associated with metal scavenging and waste treatment. Additionally, the high atom economy of the three-component reaction ensures that a greater proportion of raw material mass is incorporated into the final product, minimizing waste disposal costs. The use of ethanol as a single solvent further reduces solvent procurement and recovery expenses compared to multi-solvent systems. These cumulative effects lead to a substantially lower cost base for producing high-purity fluorinated intermediates.
- Enhanced Supply Chain Reliability: The reliance on commodity chemicals like o-phenylenediamine and various aldehydes means that raw material availability is not a bottleneck. Unlike processes dependent on custom-synthesized catalysts or exotic reagents, this method leverages a supply chain that is resilient to market fluctuations. The simplified workflow also reduces the lead time required for production scheduling, allowing for more responsive fulfillment of customer orders. This reliability is paramount for maintaining continuous production lines in downstream API manufacturing.
- Scalability and Environmental Compliance: The mild reaction conditions and absence of toxic heavy metals make this process inherently safer and easier to scale from pilot plant to commercial production. The reduced environmental footprint aligns with increasingly stringent global regulations regarding chemical manufacturing emissions and waste. Facilities adopting this technology can demonstrate a commitment to sustainability, which is becoming a key differentiator in supplier selection criteria for major pharmaceutical companies. The ease of scale-up ensures that capacity can be expanded rapidly to meet growing market demand without significant capital investment in specialized equipment.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the production of cis-fluorinated 1,4-benzodiazepine derivatives. These insights are derived directly from the patented technology and are intended to clarify the operational benefits and chemical characteristics of this synthesis route. Understanding these details helps stakeholders make informed decisions about integrating this intermediate into their supply chains.
Q: What are the key advantages of this synthesis over conventional methods?
A: This method eliminates the need for toxic Lewis acid or protonic acid catalysts and avoids complex multi-step procedures, resulting in higher atom economy and simpler purification.
Q: What is the regioselectivity of the resulting benzodiazepine derivatives?
A: The reaction produces cis-fluorinated 1,4-benzodiazepine derivatives with high regioselectivity, ensuring consistent structural integrity crucial for downstream pharmaceutical applications.
Q: Are the raw materials for this process readily available?
A: Yes, the process utilizes commercially available o-phenylenediamine, various aldehydes, and perfluoroalkyl alkynoates, facilitating a robust and reliable supply chain.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Cis-Fluorinated 1,4-Benzodiazepine Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of this advanced synthesis route for the pharmaceutical industry. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the benefits of this patent can be realized at an industrial level. Our state-of-the-art facilities are equipped to handle fluorinated chemistry with the highest safety standards, and our rigorous QC labs guarantee that every batch meets stringent purity specifications required for drug substance manufacturing. We are committed to delivering high-purity pharmaceutical intermediates that enable our clients to accelerate their drug development timelines while maintaining cost efficiency.
We invite you to discuss how this innovative technology can optimize your specific project requirements. Our technical team is ready to provide a Customized Cost-Saving Analysis tailored to your volume needs. Please contact our technical procurement team to request specific COA data and route feasibility assessments for your target molecules. Let us help you secure a competitive advantage through superior chemical manufacturing solutions.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →