Scalable Synthesis of Brominated Rupestonic Acid Esters for Antiviral Drug Development
Scalable Synthesis of Brominated Rupestonic Acid Esters for Antiviral Drug Development
The pharmaceutical industry is constantly seeking novel scaffolds to combat evolving viral threats, and the recent technological advancements detailed in patent CN101898966A represent a significant leap forward in the development of antiviral intermediates. This patent discloses a sophisticated series of rupestonic acid ester derivatives containing both bromine and piperazine rings, synthesized from the natural monomeric compound rupestonic acid isolated from Artemisia rupestris L. The innovation lies not merely in the structural modification but in the strategic incorporation of heterocyclic amines to enhance bioavailability and target specificity against Influenza A (H1N1, H3N2) and Influenza B viruses. For research and development directors overseeing antiviral pipelines, this technology offers a robust platform for generating high-purity lead compounds. By leveraging phase-transfer catalysis and nucleophilic substitution, the described methodology transforms a naturally occurring sesquiterpenoid into a versatile library of twenty-one distinct derivatives, providing a critical foundation for next-generation antiviral drug discovery and development.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditionally, the modification of complex natural products like rupestonic acid has been fraught with challenges related to reaction conditions and selectivity. Conventional esterification protocols often require aggressive acidic conditions or expensive coupling reagents that can degrade the sensitive sesquiterpene backbone, leading to complex impurity profiles that are difficult to separate. Furthermore, introducing nitrogen-containing heterocycles directly onto the acid scaffold without protecting groups often results in poor regioselectivity and low yields. In the context of industrial manufacturing, these inefficiencies translate to prohibitive costs and extended timelines, making it difficult to secure a reliable pharmaceutical intermediate supplier for clinical trial materials. The reliance on multi-step protection and deprotection strategies further exacerbates waste generation and reduces the overall atom economy of the process, creating significant bottlenecks for supply chain heads aiming for sustainable and continuous production flows.
The Novel Approach
The methodology outlined in the patent data introduces a streamlined, two-step synthetic strategy that elegantly bypasses these traditional hurdles. By utilizing 1,ω-dibromoalkanes as bifunctional linkers, the process first establishes a stable ester bond under mild phase-transfer conditions, creating a reactive bromo-alkoxy handle. This intermediate then serves as an electrophilic substrate for a clean nucleophilic displacement by various piperazine derivatives. This approach eliminates the need for harsh activation steps and allows for the rapid diversification of the molecular library by simply swapping the dibromoalkane chain length or the piperazine substituent. For procurement managers, this modularity means that a single robust process can generate a wide array of analogues, drastically simplifying inventory management and reducing the complexity of raw material sourcing. The simplicity of the experimental procedure, involving standard reflux and column chromatography, ensures that the transition from laboratory bench to pilot plant is seamless and predictable.
Mechanistic Insights into Phase-Transfer Catalyzed Esterification and Substitution
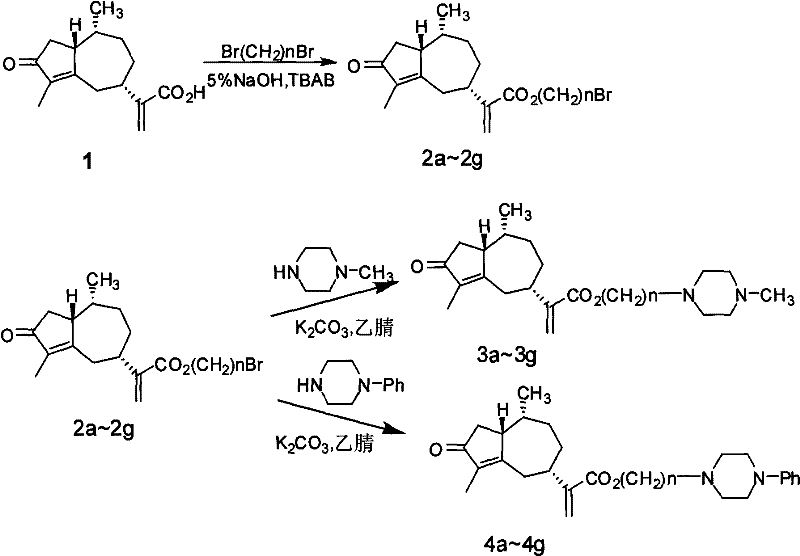
The core of this synthetic breakthrough relies on the efficient application of phase-transfer catalysis (PTC) using tetrabutylammonium bromide (TBAB). In the first stage, rupestonic acid is dissolved in chloroform and treated with aqueous sodium hydroxide. The TBAB facilitates the transport of the carboxylate anion into the organic phase, where it reacts with the 1,ω-dibromoalkane. This mechanism avoids the use of strong dehydrating agents typically required for direct esterification, thereby preserving the integrity of the rupestonic acid skeleton. The reaction proceeds under reflux, ensuring complete conversion while maintaining thermal stability. Following the isolation of the ω-bromoalkoxy intermediates (series 2a-2g), the second stage involves a classic SN2 nucleophilic substitution. Here, the terminal bromine atom acts as a leaving group, displaced by the secondary amine of 1-methylpiperazine or 1-phenylpiperazine in the presence of anhydrous potassium carbonate. This step is crucial for introducing the basic nitrogen center, which is known to improve water solubility and receptor binding affinity in medicinal chemistry.
Understanding the mechanistic nuances is vital for controlling the impurity profile, a key concern for any high-purity OLED material or pharmaceutical intermediate supplier. The use of gradient elution during the purification of intermediates 2a-2g, utilizing petroleum ether and ethyl acetate, effectively separates unreacted starting materials and dibromoalkane byproducts. Similarly, the final purification of the piperazine derivatives (3a-3g and 4a-4g) using chloroform and methanol ensures the removal of excess amine and inorganic salts. This rigorous attention to purification at each stage guarantees that the final active pharmaceutical ingredients meet stringent quality specifications. The structural diversity achieved by varying the alkyl chain length (n=2 to 10) allows for fine-tuning of the lipophilicity, which is essential for optimizing the pharmacokinetic properties of the final drug candidate. This level of control demonstrates a deep understanding of structure-activity relationships, positioning these derivatives as premium candidates for further biological evaluation.
How to Synthesize Rupestonic Acid Ester Derivatives Efficiently
The synthesis of these complex antiviral intermediates follows a logical and reproducible workflow designed for maximum efficiency and yield. The process begins with the activation of rupestonic acid in a biphasic system, followed by the precise addition of the dibromo-linker to form the key bromo-ester intermediate. Once isolated and purified, this intermediate undergoes nucleophilic substitution with the desired piperazine derivative under basic conditions. The detailed standardized synthesis steps, including specific molar ratios, solvent volumes, and temperature controls required to replicate the high yields reported in the patent, are outlined in the guide below.
- Dissolve rupestonic acid in chloroform, add 5% NaOH and tetrabutylammonium bromide (TBAB), then react with 1,ω-dibromoalkane under reflux to form ω-bromoalkoxy intermediates.
- Isolate the organic phase, wash with NaOH and water, dry over anhydrous Na2SO4, and purify via column chromatography to obtain intermediates 2a-2g.
- React the purified bromo-intermediates with 1-methylpiperazine or 1-phenylpiperazine in anhydrous acetonitrile using K2CO3 as a base to yield final derivatives 3a-3g or 4a-4g.
Commercial Advantages for Procurement and Supply Chain Teams
For organizations focused on cost reduction in pharmaceutical manufacturing, this synthetic route offers compelling economic advantages derived from its operational simplicity and reagent availability. The elimination of exotic catalysts and the use of commodity chemicals like chloroform, acetonitrile, and common piperazines significantly lowers the raw material cost base. Furthermore, the mild reaction conditions reduce energy consumption associated with heating and cooling cycles, contributing to a lower overall carbon footprint and operational expenditure. The robustness of the phase-transfer catalysis system means that the process is less sensitive to minor fluctuations in reaction parameters, leading to consistent batch-to-batch quality and reduced waste from failed runs. This reliability is paramount for supply chain heads who must guarantee the continuity of supply for critical drug development programs without incurring the risks associated with fragile or temperamental synthetic routes.
- Cost Reduction in Manufacturing: The process leverages inexpensive phase-transfer catalysts and avoids the need for costly coupling reagents or cryogenic conditions, resulting in substantial cost savings per kilogram of produced intermediate. By streamlining the workflow into two primary reaction steps with straightforward workups, labor hours and processing time are significantly minimized. The ability to purify intermediates using standard silica gel chromatography rather than preparative HPLC further reduces downstream processing costs, making the commercial scale-up of complex pharmaceutical intermediates economically viable even at early development stages.
- Enhanced Supply Chain Reliability: All key starting materials, including rupestonic acid, dibromoalkanes, and piperazine derivatives, are commercially available from multiple global suppliers, mitigating the risk of single-source dependency. The synthetic route does not rely on specialized equipment or hard-to-source reagents, ensuring that production can be easily transferred between different manufacturing sites if necessary. This flexibility enhances the resilience of the supply chain, allowing for rapid scaling to meet sudden increases in demand for antiviral therapeutics during outbreak scenarios without compromising on quality or delivery timelines.
- Scalability and Environmental Compliance: The use of standard organic solvents and the absence of heavy metal catalysts simplify waste treatment and disposal, aligning with increasingly strict environmental regulations. The reaction generates minimal hazardous byproducts, and the aqueous waste streams are primarily saline, which are easier to treat than those containing toxic organometallic residues. This environmental compatibility facilitates smoother regulatory approvals and reduces the long-term liability associated with chemical manufacturing, making it an attractive option for companies committed to sustainable and green chemistry practices in their production facilities.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the production and application of these rupestonic acid derivatives. The answers are derived directly from the experimental data and technical specifications provided in the patent literature, ensuring accuracy and relevance for potential partners. Understanding these details is crucial for evaluating the feasibility of integrating these intermediates into your existing drug discovery pipelines or manufacturing processes.
Q: What is the primary biological activity of these rupestonic acid derivatives?
A: According to patent CN101898966A, specific derivatives such as 3d exhibit significant inhibitory activity against Influenza B virus, while compounds 2g, 3c, 3g, and 4g show potent efficacy against Influenza A strains (H1N1 and H3N2).
Q: How does the phase-transfer catalysis method improve the synthesis?
A: The use of tetrabutylammonium bromide (TBAB) allows the reaction to proceed under mild conditions in a biphasic system, significantly simplifying the operational procedure compared to traditional harsh esterification methods and improving overall yield consistency.
Q: Are these intermediates suitable for large-scale pharmaceutical manufacturing?
A: Yes, the process utilizes common industrial solvents like chloroform and acetonitrile and avoids exotic catalysts. The straightforward workup involving washing and distillation makes the route highly amenable to commercial scale-up for reliable API intermediate supply.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Rupestonic Acid Ester Derivatives Supplier
At NINGBO INNO PHARMCHEM, we recognize the immense potential of the synthetic route described in CN101898966A for developing next-generation antiviral therapies. As a premier CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your transition from preclinical research to market launch is seamless. Our state-of-the-art facilities are equipped with rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of rupestonic acid ester derivatives meets the highest international standards. We understand that time-to-market is critical in the antiviral sector, and our dedicated technical team is prepared to optimize this PTC-based synthesis for maximum throughput and yield.
We invite you to collaborate with us to unlock the full commercial potential of these promising compounds. By engaging with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to reach out for specific COA data and route feasibility assessments to determine how our manufacturing capabilities can support your supply chain needs. Whether you require milligram quantities for initial screening or metric tons for commercial formulation, NINGBO INNO PHARMCHEM is committed to delivering excellence in quality and service.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →