Optimizing Glufosinate Intermediate Purity and Yield via Advanced Mother Liquor Recovery
The agrochemical industry continuously seeks methods to enhance the efficiency of producing critical herbicide intermediates, specifically focusing on the recovery of valuable by-products. Patent CN108570071B introduces a transformative separation and purification method for 4-(methyl hydroxyl phosphoryl)-2-carbonyl butyric acid mother liquor, a pivotal precursor in the biosynthesis of (L)-glufosinate-ammonium. This technology addresses the longstanding challenge of low recovery rates in traditional crystallization processes, offering a pathway to maximize resource utilization. By integrating salt formation, anti-solvent crystallization, and ion exchange chromatography, the method achieves exceptional purity levels while converting waste streams into high-value products. For procurement and supply chain leaders, this represents a significant opportunity to stabilize the supply of high-purity agrochemical intermediates. The technical breakthrough lies not merely in purification but in the economic revaluation of mother liquor, turning a disposal cost into a revenue-generating asset for manufacturers.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 4-(methyl hydroxyl phosphoryl)-2-carbonyl butyric acid has been plagued by inefficient recovery protocols that severely impact overall process economics. Literature references, such as J.Org.Chem.1991, describe crystallization systems utilizing acetone and methyl isobutyl ketone that require extended processing times of up to 48 hours. These conventional methods suffer from a critical flaw: a significant portion of the target keto acid remains dissolved in the mother liquor, leading to overall reaction yields as low as 56%. Furthermore, the mother liquor contains a complex mixture of unprecipitated keto acid and structurally similar impurities, each accounting for approximately 50% of the residual mass. This high impurity load makes direct recycling difficult without sophisticated separation, often resulting in the disposal of valuable chemical potential. The inability to effectively utilize this mother liquor creates a bottleneck in commercial scale-up of complex agrochemical intermediates, driving up raw material costs and environmental waste.
The Novel Approach
The patented methodology overcomes these deficiencies through a streamlined three-step protocol designed for industrial robustness and high recovery efficiency. Instead of relying solely on slow crystallization, the process initiates with a controlled salt formation step where the pH is adjusted to 4-5 using alkaline solutions like sodium hydroxide or potassium carbonate. This is followed by a rapid anti-solvent crystallization using solvents such as acetone or methanol, which drastically reduces processing time compared to the 48-hour conventional window. The core innovation, however, is the integration of ion exchange chromatography as a final polishing step. By passing the clarified solution through macroporous resin columns, the method effectively separates the target acid from persistent impurities that traditional filtration cannot remove. This approach not only simplifies the operational workflow but also ensures that the comprehensive utilization of waste mother liquor is realized, transforming a technical problem into a commercially viable solution for cost reduction in agrochemical manufacturing.
Mechanistic Insights into Ion Exchange Purification and Salt Formation
The chemical efficacy of this purification route relies on the precise manipulation of solubility and ionic interactions to isolate the target molecule from a complex matrix. In the initial salt formation phase, adjusting the pH to the 4-5 range exploits the acid-base properties of the 4-(methyl hydroxyl phosphoryl)-2-carbonyl butyric acid, causing specific salts to precipitate while keeping others in solution. This selective precipitation acts as a primary bulk purification step, removing a significant load of non-acidic impurities before the solution ever reaches the ion exchange column. The subsequent anti-solvent addition further shifts the solubility equilibrium, forcing the target compound into a state where it can be effectively captured by the resin. This multi-stage approach ensures that the ion exchange resin is not overloaded with contaminants, thereby extending its operational life and maintaining consistent separation performance over multiple cycles.
Once the clear solution enters the ion exchange column, the separation mechanism shifts to molecular recognition based on charge and polarity. The use of macroporous strongly acidic styrene resins provides a high surface area for adsorption, allowing the target acid to bind selectively while impurities pass through or are eluted at different rates. The elution process, utilizing solvents like methanol or ethanol, then recovers the purified acid in a colorless liquid form, ready for final spin-drying. This level of purification is critical because the downstream application involves a sensitive enzymatic transamination reaction to produce (S)-Glufosinate. Any residual impurities from the mother liquor could inhibit the transaminase enzyme or lead to unwanted stereoisomers, compromising the final herbicide's efficacy. 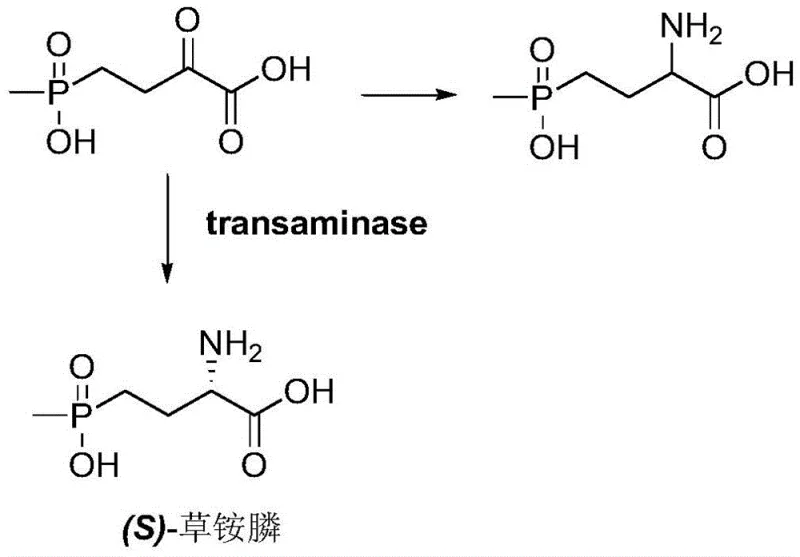
How to Synthesize 4-(Methylhydroxyphosphoryl)-2-Carbonylbutyric Acid Efficiently
Implementing this synthesis route requires strict adherence to the patented parameters to ensure the reported yield improvements are achieved in a production environment. The process begins with the concentration of the mother liquor via spin-drying, followed by dissolution in water and precise pH control to initiate salt precipitation. Operators must carefully select the anti-solvent ratio, typically between 5 to 20 times the mass of the mixed solution, to optimize crystal formation without co-precipitating impurities. The flow rate through the ion exchange column is another critical variable, with optimal performance observed between 0.5ml/min and 20ml/min depending on the column volume. Detailed standardized synthesis steps see the guide below.
- Perform salt formation by adjusting pH to 4-5 using alkaline solution to precipitate salts from the spin-dried mother liquor.
- Execute anti-solvent crystallization by adding acetone or methyl isobutyl ketone to the mixed solution to isolate the clear solution.
- Pass the clear solution through a macroporous ion exchange resin column and elute to obtain the final purified colorless liquid.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this purification technology offers profound strategic advantages beyond simple technical metrics. The primary value proposition lies in the drastic simplification of waste management and the enhancement of raw material efficiency. By recovering valuable intermediates from mother liquor that was previously considered waste, manufacturers can significantly reduce the volume of fresh raw materials required per batch of final product. This reduction in material intensity directly translates to lower variable costs and a smaller environmental footprint, aligning with modern sustainability mandates. Furthermore, the mild conditions of the process, avoiding extreme temperatures or hazardous reagents, enhance operational safety and reduce the need for specialized containment infrastructure.
- Cost Reduction in Manufacturing: The ability to recycle mother liquor effectively eliminates the loss of expensive phosphorylated intermediates, which are often the cost-driving component in herbicide synthesis. By achieving yields up to 99% from the recovery stream, the process minimizes the need for purchasing additional starting materials, leading to substantial cost savings over the lifecycle of the production campaign. The elimination of complex, multi-step recrystallization procedures also reduces energy consumption and solvent usage, further optimizing the cost structure. This economic efficiency makes the supply of high-purity agrochemical intermediates more resilient against market price fluctuations for raw materials.
- Enhanced Supply Chain Reliability: Traditional methods with low yields and long crystallization times create bottlenecks that can delay production schedules and compromise delivery commitments. This novel approach, with its faster processing times and higher recovery rates, increases the overall throughput of the manufacturing facility. The robustness of the ion exchange step ensures consistent product quality, reducing the risk of batch failures that could disrupt the supply chain. For buyers, this means reducing lead time for high-purity agrochemical intermediates and securing a more dependable source of supply that can scale with demand without proportional increases in waste generation.
- Scalability and Environmental Compliance: The process is designed with industrial scale-up in mind, utilizing standard unit operations like filtration and column chromatography that are easily expanded from pilot to commercial scale. The reduction in waste mother liquor discharge simplifies compliance with environmental regulations regarding effluent treatment. By converting waste into product, the facility reduces its hazardous waste disposal costs and regulatory burden. This scalability ensures that the commercial scale-up of complex agrochemical intermediates can proceed smoothly, meeting global demand for glufosinate while maintaining strict environmental standards.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this purification technology. They are derived from the specific pain points identified in the background art and the beneficial effects demonstrated in the patent examples. Understanding these details is crucial for R&D teams evaluating the feasibility of integrating this process into existing production lines. The answers provide clarity on yield expectations, resin selection, and the overall economic impact of the method.
Q: What is the primary yield improvement of this purification method compared to conventional crystallization?
A: While conventional methods reported in literature often achieve yields around 56% with significant loss in mother liquor, this patented ion exchange approach recovers the intermediate with yields reaching up to 99%, drastically minimizing waste.
Q: Which ion exchange resins are suitable for this specific agrochemical intermediate?
A: The process specifies the use of macroporous strongly acidic styrene anion exchange resins or strongly acidic styrene cation exchange resins, which effectively separate the target acid from structurally similar impurities.
Q: How does this method impact the overall cost of glufosinate manufacturing?
A: By enabling the comprehensive utilization of waste mother liquor that was previously discarded or underutilized, the method significantly reduces raw material consumption per unit of output, leading to substantial cost savings in the supply chain.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 4-(Methylhydroxyphosphoryl)-2-Carbonylbutyric Acid Supplier
The technical potential of this mother liquor recovery route underscores the importance of partnering with a CDMO expert capable of executing complex purification strategies at scale. NINGBO INNO PHARMCHEM possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that laboratory successes are translated into reliable industrial output. Our facility is equipped with rigorous QC labs and adheres to stringent purity specifications, guaranteeing that every batch of intermediate meets the exacting standards required for downstream enzymatic synthesis. We understand that consistency is key in agrochemical manufacturing, and our processes are designed to deliver that reliability batch after batch.
We invite procurement leaders to engage with us for a Customized Cost-Saving Analysis to evaluate how this purification technology can be integrated into your supply chain. Our technical procurement team is ready to provide specific COA data and route feasibility assessments tailored to your volume requirements. By collaborating with us, you can secure a stable supply of high-quality intermediates while optimizing your production costs through advanced waste recovery techniques. Contact us today to discuss your specific needs and discover how our expertise can drive value for your organization.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →