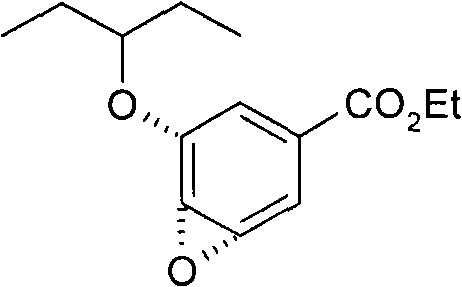
Advanced Synthesis of Ethyl 4,5-Epoxy-3-(1-ethylpropoxy) Cyclohexene Formate for Commercial Scale Pharmaceutical Production
The global demand for antiviral therapeutics continues to drive innovation in the synthesis of key pharmaceutical intermediates, particularly those required for the production of neuraminidase inhibitors like Oseltamivir phosphate. Patent CN102267961A introduces a significant technological advancement in the preparation of ethyl (3R,4R,5S)-4,5-epoxy-3-(1-ethyl-propoxy)-1-cyclohexene-1-formate, a critical chiral building block in the Tamiflu supply chain. This patent addresses long-standing challenges regarding impurity control and yield optimization that have historically plagued the commercial manufacturing of this complex molecule. By shifting from traditional inorganic bases to a specific ammonia-mediated elimination protocol, the disclosed method achieves exceptional purity profiles exceeding 99.5% while maintaining yields above 90%. For R&D directors and procurement specialists, this represents a pivotal opportunity to enhance the robustness of the supply chain for high-purity API intermediates, ensuring that downstream processing meets the stringent regulatory requirements of major pharmaceutical markets.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of this epoxy intermediate has relied on elimination reactions utilizing weak inorganic bases such as sodium bicarbonate or potassium bicarbonate, as depicted in the classical routes reported in literature. While these reagents are generally mild, they present a critical flaw when applied to this specific substrate architecture: they inadvertently promote the opening of the sensitive 4,5-epoxide ring. This side reaction triggers a cascade of elimination events that ultimately result in the formation of a thermodynamically stable benzene ring derivative, a structural impurity that is notoriously difficult to remove. In many conventional batches, the accumulation of this aromatic byproduct can reach levels as high as 15%, necessitating extensive and costly purification steps such as repeated recrystallization or preparative chromatography. Furthermore, the loss of material to this side reaction significantly depresses the overall process yield, driving up the cost of goods sold and creating bottlenecks in the production schedule for reliable oseltamivir intermediate supplier operations.
The Novel Approach
The innovative methodology described in the patent data fundamentally alters the reaction environment by employing aqueous ammonia as the base catalyst within an alcoholic solvent system. This strategic substitution effectively suppresses the undesired ring-opening pathway while maintaining sufficient basicity to facilitate the elimination of the methylsulfonyl leaving group. The use of ammonia water, specifically at concentrations between 25% and 28%, provides a unique balance of nucleophilicity and basicity that preserves the integrity of the epoxide moiety. Consequently, the formation of the benzene ring impurity is completely arrested, leading to a crude product profile that is remarkably clean. This approach not only streamlines the downstream processing by reducing the burden on purification units but also ensures a consistent supply of high-purity API intermediate that meets the rigorous specifications required for subsequent coupling reactions in the total synthesis of Oseltamivir phosphate.
Mechanistic Insights into Ammonia-Mediated Elimination
To fully appreciate the technical superiority of this process, one must examine the mechanistic nuances of the elimination reaction. The substrate contains a labile epoxide ring adjacent to the reaction center, making it highly susceptible to nucleophilic attack or base-catalyzed rearrangement. When stronger or improperly buffered bases like bicarbonates are used, they can deprotonate positions that initiate a conjugated elimination sequence, eventually leading to aromatization. The ammonia-mediated system likely operates through a different transition state where the ammonium/ammonia buffer system prevents the localized high pH spikes that trigger epoxide rupture. Instead, it promotes a concerted E2-type elimination of the mesylate group, preserving the stereochemical integrity of the 3R, 4R, 5S configuration. This precise control over the reaction trajectory is essential for maintaining the optical purity of the final drug substance, as any erosion of chirality at this stage would be catastrophic for the biological activity of the final antiviral agent.
Furthermore, the suppression of the aromatic impurity is not merely a matter of yield; it is a critical quality attribute for patient safety. The benzene ring byproduct possesses distinct physicochemical properties that can interfere with the crystallization behavior of the desired epoxy intermediate, potentially leading to oiling out or the formation of amorphous solids that are difficult to handle on a large scale. By eliminating this impurity at the source, the process ensures that the product crystallizes efficiently from standard solvent systems like hexane and ethanol. This mechanistic clarity provides R&D teams with the confidence to scale the process without fear of unpredictable impurity spikes, thereby facilitating cost reduction in pharmaceutical intermediates manufacturing through reduced waste generation and lower solvent consumption during purification.
How to Synthesize Ethyl 4,5-Epoxy-3-(1-ethylpropoxy) Cyclohexene Formate Efficiently
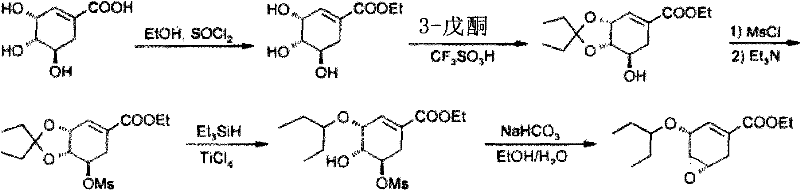
The practical implementation of this synthesis route is designed for operational simplicity and reproducibility in a GMP environment. The process begins with the dissolution of the mesylate precursor in a lower alcohol, followed by the controlled addition of ammonia water and heating to moderate temperatures. This straightforward protocol eliminates the need for exotic reagents or cryogenic conditions, making it accessible for most multipurpose chemical manufacturing facilities. The detailed standardized synthesis steps, including specific stoichiometric ratios and temperature ramps, are outlined in the structured guide below to assist process engineers in technology transfer.
- Dissolve the mesylate precursor (3R,4R,5R)-3-(1-ethylpropoxy)-4-hydroxy-5-O-methylsulfonyl-1-cyclohexene-1-carboxylic acid ethyl ester in an alcoholic solvent such as ethanol or methanol.
- Add commercially available ammonia water (25%-28% concentration) to the reaction mixture at room temperature, ensuring a volume ratio of 0.5 to 1.5 ml per gram of substrate.
- Heat the reaction mixture to 50-70°C and stir for 0.5 to 2 hours to complete the elimination, followed by solvent evaporation and crystallization from hexane to isolate the pure epoxy product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this patented methodology offers substantial strategic benefits beyond mere technical elegance. The primary advantage lies in the dramatic improvement of mass balance; by pushing yields above 90% and eliminating the 15% loss to aromatic impurities, the effective capacity of existing manufacturing assets is significantly increased without capital expenditure. This efficiency gain translates directly into a more resilient supply chain capable of meeting sudden surges in demand during flu seasons. Moreover, the use of commodity chemicals like ammonia and ethanol reduces dependency on specialized reagent suppliers, mitigating the risk of raw material shortages and price volatility. The simplified workup procedure, which avoids complex chromatographic separations, further accelerates the production cycle time, allowing for faster turnover of batches and improved cash flow for the manufacturing organization.
- Cost Reduction in Manufacturing: The elimination of the benzene ring impurity removes the necessity for aggressive purification steps that typically consume large volumes of solvents and adsorbents. By achieving high purity directly from crystallization, the process drastically reduces the operational costs associated with waste disposal and solvent recovery. Additionally, the higher yield means that less starting material is required to produce the same amount of finished intermediate, providing a direct reduction in the cost of raw materials which is a significant component of the total manufacturing expense for complex chiral molecules.
- Enhanced Supply Chain Reliability: The robustness of the ammonia-based reaction conditions ensures consistent batch-to-batch quality, which is paramount for maintaining regulatory compliance and avoiding production delays caused by out-of-specification results. The reliance on widely available and stable reagents like aqueous ammonia ensures that the supply chain is not vulnerable to the disruptions often seen with specialized organic bases or catalysts. This reliability allows supply chain planners to forecast production timelines with greater accuracy, reducing the need for excessive safety stock and optimizing inventory levels across the global distribution network.
- Scalability and Environmental Compliance: The process is inherently scalable, having been demonstrated to work effectively with standard heating and stirring equipment found in pilot and commercial plants. The use of aqueous ammonia and alcohols generates a waste stream that is easier to treat compared to processes involving heavy metals or halogenated solvents, aligning with modern green chemistry principles and environmental regulations. This environmental compatibility simplifies the permitting process for new production lines and reduces the long-term liability associated with hazardous waste management, making it a sustainable choice for long-term commercial scale-up of complex pharmaceutical intermediates.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis route. These insights are derived directly from the experimental data and comparative analysis provided in the patent documentation, offering clarity on how this method compares to legacy technologies. Understanding these details is crucial for technical teams evaluating the feasibility of adopting this process for their own manufacturing portfolios.
Q: Why does the conventional sodium bicarbonate method fail for this specific epoxy intermediate?
A: Conventional methods utilizing sodium bicarbonate or potassium bicarbonate often induce an unwanted ring-opening of the sensitive 4,5-epoxy group. This side reaction leads to the formation of a stable benzene ring impurity, which can constitute up to 15% of the crude product, severely complicating purification and reducing overall yield.
Q: How does the ammonia water method improve the purity profile of the Oseltamivir intermediate?
A: By replacing inorganic bicarbonate salts with aqueous ammonia, the reaction conditions become sufficiently basic to drive the elimination of the mesylate group without triggering the aromatization pathway. This specific modification allows the process to achieve HPLC purity levels exceeding 99.5% with single impurities below 0.1%, effectively eliminating the benzene ring byproduct entirely.
Q: Is this synthesis route suitable for large-scale industrial manufacturing?
A: Yes, the process is explicitly designed for industrial scalability. It utilizes common, low-cost solvents like ethanol and readily available ammonia water, avoiding expensive or hazardous reagents. The high yield of over 90% and the simplified workup procedure involving standard extraction and crystallization make it highly viable for metric-ton production campaigns.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Ethyl 4,5-Epoxy-3-(1-ethylpropoxy) Cyclohexene Formate Supplier
At NINGBO INNO PHARMCHEM, we recognize that the successful commercialization of antiviral drugs depends on the availability of high-quality intermediates produced via robust and scalable pathways. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that we can meet the volumetric demands of global pharmaceutical partners. We adhere to stringent purity specifications and operate rigorous QC labs equipped with advanced analytical instrumentation to guarantee that every batch of ethyl (3R,4R,5S)-4,5-epoxy-3-(1-ethyl-propoxy)-1-cyclohexene-1-formate meets or exceeds the 99.5% purity benchmark established by the latest patent innovations. Our commitment to quality assurance ensures that your downstream synthesis remains uninterrupted and compliant with international pharmacopoeia standards.
We invite you to engage with our technical procurement team to discuss how our manufacturing capabilities can optimize your supply chain for Oseltamivir phosphate production. By leveraging our expertise in process optimization, we can provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and logistical constraints. We encourage potential partners to request specific COA data and route feasibility assessments to verify our capability to deliver reducing lead time for high-purity active ingredients while maintaining the highest standards of safety and efficacy.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →