Advanced Synthesis of HBPA Glycidyl Ether: Enhancing Weather Resistance and Process Efficiency
The chemical industry continuously seeks advancements in epoxy resin technology to meet the rigorous demands of outdoor applications and electronic packaging, where weather resistance and UV stability are paramount. Patent CN112707876A introduces a sophisticated preparation method for 2,2'-di(4-hydroxycyclohexyl)propane glycidyl ether, a hydrogenated derivative of bisphenol A epoxy resin that overcomes the inherent instability of unsaturated bonds found in traditional resins. This innovation addresses critical pain points in the manufacturing of high-performance polymers by optimizing the etherification reaction through a precise gradient temperature protocol and refining the post-treatment process to ensure exceptional purity. The disclosed method not only enhances the physicochemical properties of the final resin, such as transparency and insulation strength, but also streamlines the production workflow to be more industrially viable. By integrating solvent recovery and specific filtration techniques, this patent offers a robust pathway for producing epoxy intermediates that maintain stability under long-term atmospheric irradiation, making it a pivotal development for manufacturers of outdoor coatings and LED encapsulation materials.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthesis routes for HBPA glycidyl ether often rely on standard Lewis acid catalysis which, while effective in principle, suffers from significant operational vulnerabilities when scaled for industrial production. Existing patents, such as CN104193961A, utilize methods similar to general bisphenol A epoxy resin synthesis but frequently encounter issues with incomplete reactions due to the sensitivity of Lewis acid catalysts to trace moisture in raw materials. This sensitivity leads to extended production cycles and difficulties in controlling product purity, often resulting in a high generation of byproducts that compromise the optical clarity of the resin. Furthermore, conventional processes typically require excessive amounts of alkali during the ring-closing stage to drive the reaction to completion, which paradoxically lowers the overall product yield and destabilizes viscosity indices. The accumulation of inorganic chlorine and the formation of colored impurities are persistent challenges in these older methodologies, necessitating extensive and wasteful washing procedures that increase both environmental burden and production costs without guaranteeing consistent quality.
The Novel Approach
The methodology outlined in patent CN112707876A represents a paradigm shift by introducing a gradient temperature reaction strategy during the critical etherification phase, fundamentally altering the kinetic profile of the synthesis. Instead of maintaining a static high temperature throughout the reaction, this novel approach initiates the etherification at a range of 50-110°C and strategically reduces the temperature by 5-15°C in the later stages once the HBPA is fully dissolved. This thermal modulation effectively suppresses the self-polymerization of epichlorohydrin, a common side reaction that depletes raw materials and generates unwanted oligomers. Additionally, the process incorporates a unique post-treatment sequence involving normal pressure solvent removal and filtration prior to vacuum distillation, which drastically reduces the content of inorganic chlorine without the need for excessive water washing. This holistic optimization ensures a stable process with high yield and superior color metrics, positioning it as a highly efficient alternative for the commercial scale-up of complex polymer additives.
Mechanistic Insights into Gradient Temperature Etherification
The core chemical innovation lies in the precise control of reaction thermodynamics during the ring-opening addition etherification, where the interaction between HBPA and epichlorohydrin is mediated by a Lewis acid catalyst such as boron trifluoride diethyl etherate. In the initial phase, the reaction is maintained at 95-105°C to ensure the complete dissolution of HBPA and the rapid initiation of the etherification, facilitating the nucleophilic attack of the hydroxyl groups on the epoxide ring of epichlorohydrin. As the reaction progresses and approximately half of the epichlorohydrin is added, the temperature is deliberately lowered to 85-90°C. This reduction in thermal energy is crucial because it shifts the reaction equilibrium away from the homopolymerization of epichlorohydrin, directing the reactants towards the desired glycidyl ether formation. The result is a significant improvement in product yield and a marked reduction in the color number, as the lower temperature inhibits the formation of conjugated double bonds and other chromophores that typically darken the resin.
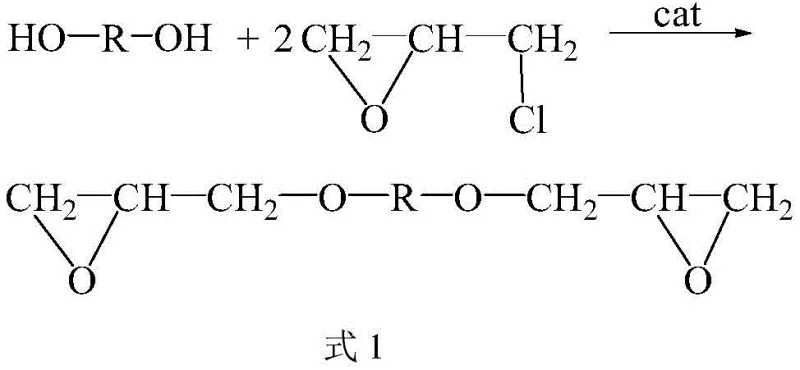
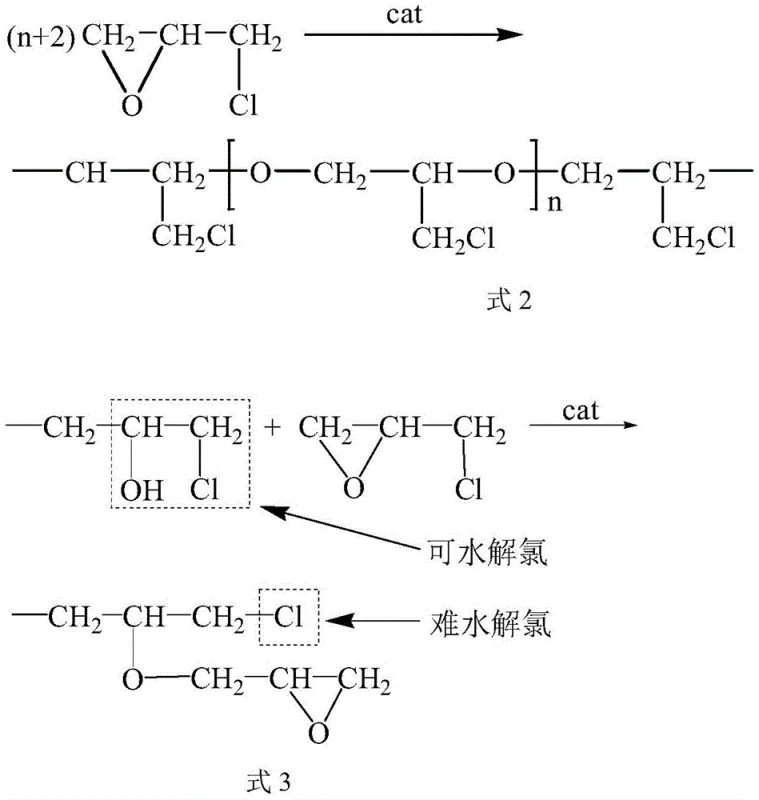
Furthermore, the mechanistic understanding of the yield anomaly, where yields exceed 100%, provides valuable insight into the molecular architecture of the product. While the theoretical stoichiometry suggests a 1:2 molar ratio between HBPA and epichlorohydrin, the actual process utilizes a 2-3 fold excess to account for losses. However, the observed yield greater than 100% is attributed to secondary polymerization reactions where the formed glycidyl ether molecules further react with remaining epichlorohydrin. These side reactions, depicted in the reaction schemes, generate higher molecular weight species containing chlorine atoms that are chemically distinct from hydrolyzable chlorine. Because this "difficult-to-hydrolyze" chlorine is structurally locked within the polymer backbone and does not participate in hydrolysis under normal conditions, it does not detrimentally affect the curing properties or the electrical insulation of the final epoxy resin, thus validating the commercial viability of this high-yield pathway.
How to Synthesize HBPA Glycidyl Ether Efficiently
The synthesis of this advanced epoxy intermediate requires strict adherence to the patented gradient temperature protocol and specific post-treatment steps to replicate the high purity and yield described in the literature. The process begins with the rigorous pretreatment of raw materials to eliminate moisture, followed by the controlled addition of catalysts and reactants under nitrogen protection to prevent oxidation and side reactions. Operators must carefully monitor the exothermic nature of the ring-opening reaction and adjust cooling measures to maintain the specified temperature windows, ensuring that the transition from the high-temperature initiation phase to the low-temperature propagation phase occurs at the precise moment of HBPA dissolution. For a comprehensive breakdown of the operational parameters, including specific stirring speeds, addition rates, and vacuum levels required for solvent recovery, please refer to the standardized synthesis steps provided below.
- Pretreat raw materials by refluxing HBPA and solvent (e.g., toluene) to remove water, ensuring a dry reaction environment.
- Conduct ring-opening etherification with epichlorohydrin using a Lewis acid catalyst, employing a gradient temperature strategy (initially 50-110°C, then reduced) to control reaction kinetics.
- Perform ring-closing epoxidation with alkali solution, followed by a specialized post-treatment involving normal pressure solvent removal and filtration to reduce inorganic chlorine.
Commercial Advantages for Procurement and Supply Chain Teams
From a strategic procurement perspective, the adoption of this synthesis method offers substantial opportunities for cost optimization and supply chain stabilization in the manufacturing of specialty epoxy resins. The integration of a solvent recovery system directly into the production cycle allows for the recycling of toluene or other organic solvents multiple times after simple alkali treatment, which dramatically reduces the consumption of raw materials and lowers the variable costs associated with solvent procurement. Moreover, the enhanced control over inorganic chlorine content through the novel filtration step minimizes the volume of wastewater generated during the washing phase, leading to significant savings in waste treatment expenses and aligning production with increasingly stringent environmental regulations. These efficiencies translate into a more resilient supply chain capable of delivering high-purity intermediates with consistent quality metrics, reducing the risk of batch rejections and production delays for downstream users.
- Cost Reduction in Manufacturing: The elimination of excessive washing cycles and the implementation of solvent recycling create a leaner manufacturing process that inherently lowers the cost per kilogram of the final product. By recovering 20-70% of the solvent during the ring-closing stage and treating it for reuse, the process minimizes the need for fresh solvent purchases, which are often subject to market volatility. Additionally, the high yield efficiency, driven by the suppression of self-polymerization side reactions, ensures that raw material utilization is maximized, providing a direct economic advantage over conventional methods that suffer from lower conversion rates and higher waste generation.
- Enhanced Supply Chain Reliability: The robustness of the gradient temperature reaction against minor operational variances, such as slight fluctuations in nitrogen protection or addition speeds, ensures a high degree of batch-to-batch consistency. This reliability is critical for supply chain managers who require predictable lead times and stable product specifications to maintain their own production schedules. The ability to produce a colorless, transparent product with low hydrolyzable chlorine content consistently means that downstream formulators can rely on a steady supply of premium-grade material without the need for extensive incoming quality control adjustments or blending operations.
- Scalability and Environmental Compliance: The process is designed with industrial scalability in mind, utilizing standard unit operations such as reflux dehydration, dropwise addition, and vacuum distillation that are easily adaptable to large-scale reactors. The reduction in wastewater discharge due to the optimized post-treatment filtration step significantly lowers the environmental footprint of the facility, simplifying compliance with local discharge limits. This environmental stewardship not only mitigates regulatory risk but also enhances the corporate sustainability profile of the manufacturer, making the supply chain more attractive to eco-conscious global partners.
Frequently Asked Questions (FAQ)
The following questions address common technical inquiries regarding the implementation and performance characteristics of this specific HBPA glycidyl ether synthesis route. These answers are derived directly from the experimental data and comparative examples provided in the patent documentation, offering clarity on how this method outperforms traditional techniques in terms of yield, purity, and operational safety. Understanding these nuances is essential for technical teams evaluating the feasibility of adopting this process for their own manufacturing lines or for procurement specialists assessing the quality credentials of potential suppliers.
Q: How does the gradient temperature reaction improve product quality in HBPA glycidyl ether synthesis?
A: The gradient temperature reaction, specifically lowering the temperature in the later stages of etherification, significantly reduces the self-polymerization of epichlorohydrin. This control minimizes byproduct formation and effectively reduces the color number of the final product, ensuring a colorless or nearly colorless transparent viscous liquid suitable for high-grade applications.
Q: Why is the product yield reported as greater than 100% in this patent process?
A: The yield exceeds 100% theoretically because, in addition to the main reaction, glycidyl ether molecules can undergo further polymerization with epichlorohydrin to form larger molecular weight species. While this increases mass yield, the resulting chlorine in these structures is difficult to hydrolyze and does not negatively impact the product's application performance in epoxy resin systems.
Q: What is the significance of the normal pressure desolventizing and filtering step?
A: This specific post-treatment step is critical for reducing the content of inorganic chlorine in the final product. By removing the solvent under normal pressure and filtering before vacuum distillation, the process greatly reduces the frequency of water washing required, thereby minimizing wastewater generation and improving the overall permeability and purity of the resin.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable HBPA Glycidyl Ether Supplier
As the demand for weather-resistant and high-performance epoxy materials continues to grow in sectors ranging from electronic packaging to outdoor coatings, securing a supply of high-purity HBPA glycidyl ether is critical for maintaining product competitiveness. NINGBO INNO PHARMCHEM leverages extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production to deliver this advanced intermediate with stringent purity specifications. Our rigorous QC labs ensure that every batch meets the low chlorine and color standards required for premium applications, utilizing the latest analytical techniques to verify epoxy equivalent and viscosity profiles. We are committed to providing a stable and continuous supply of this key polymer additive, supporting our partners in achieving their own innovation goals in the fine chemicals sector.
We invite you to engage with our technical procurement team to discuss how our manufacturing capabilities can align with your specific project requirements. By requesting a Customized Cost-Saving Analysis, you can gain deeper insights into how our optimized synthesis route can reduce your total cost of ownership. We encourage potential partners to contact us directly to obtain specific COA data and route feasibility assessments, ensuring that the material we provide seamlessly integrates into your downstream formulation processes.