Scalable Synthesis of EEC-Epoxide Intermediates for Oseltamivir Phosphate Manufacturing
The global pharmaceutical landscape continues to prioritize the robust supply of antiviral agents, with Oseltamivir Phosphate remaining a cornerstone in influenza treatment protocols. Patent CN101351438A introduces a refined technological framework for preparing derivatives of unsaturated, cyclic organic acids, specifically targeting the synthesis of the critical EEC-Epoxide intermediate. This patent addresses the escalating demand for high-purity precursors by optimizing the conversion of shikimic acid through a series of elegant chemical transformations including esterification, ketalization, and functionalization with leaving groups. The strategic shift from traditional quinic acid pathways to shikimic acid-based synthesis leverages the inherent unsaturation of the starting material, bypassing complex dehydration steps. This innovation not only streamlines the production workflow but also enhances the overall safety profile by substituting hazardous reagents with more manageable alternatives suitable for industrial environments.
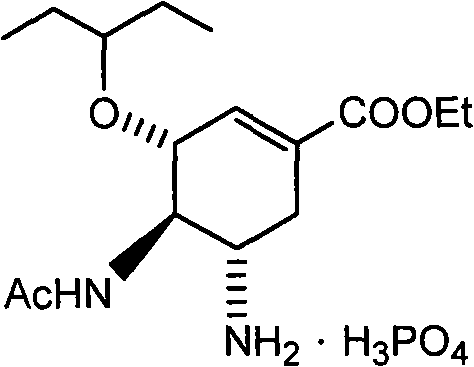
As a prodrug of a potent neuraminidase inhibitor, the structural integrity and stereochemical purity of the intermediate are paramount for therapeutic efficacy. The patent delineates a comprehensive approach that begins with the esterification of shikimic acid, proceeds through a novel transketalization protocol, and culminates in the formation of the epoxide functionality. By integrating these steps into a cohesive manufacturing strategy, the technology offers a viable solution for reliable pharmaceutical intermediate supplier networks seeking to mitigate supply chain risks associated with complex multi-step syntheses. The emphasis on avoiding intermediate isolations where possible significantly reduces processing time and material loss, aligning with modern green chemistry principles while maintaining rigorous quality standards required for active pharmaceutical ingredient production.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Oseltamivir phosphate has relied heavily on quinic acid as a starting material, a pathway that presents significant operational challenges for large-scale manufacturing. The quinic acid route necessitates a regioselective dehydration step to introduce the crucial carbon-carbon double bond, a transformation that often suffers from yield losses and requires precise control to avoid isomer formation. Furthermore, conventional methods frequently employ thionyl chloride for esterification, a reagent known for its toxicity and the evolution of corrosive gases, demanding specialized reactor equipment and stringent safety protocols that inflate capital expenditure. Another critical bottleneck in traditional approaches involves the use of acetonide protecting groups, which require isolation and crystallization of solid intermediates, adding unit operations that complicate the process flow and increase the potential for mechanical losses during filtration and drying stages.
The Novel Approach
In contrast, the methodology disclosed in CN101351438A capitalizes on the structural advantages of shikimic acid, which inherently contains the required unsaturation, thereby eliminating the need for dehydration entirely. The novel approach introduces a direct transketalization strategy that operates efficiently in the same reaction vessel used for esterification, facilitating a telescoped process that minimizes solvent exchanges and handling steps. By utilizing aromatic sulfonic acids such as benzenesulfonic acid as catalysts, the process avoids the hazards associated with thionyl chloride while achieving high conversion rates through effective water removal techniques. The elimination of acetonide intermediates in favor of direct ketalization with pre-formed or in-situ generated ketals allows the synthesis to proceed through oily intermediates that are purified only at the final stage, drastically reducing the number of isolation points and enhancing the overall throughput of the manufacturing line.
Mechanistic Insights into Transketalization and Functionalization
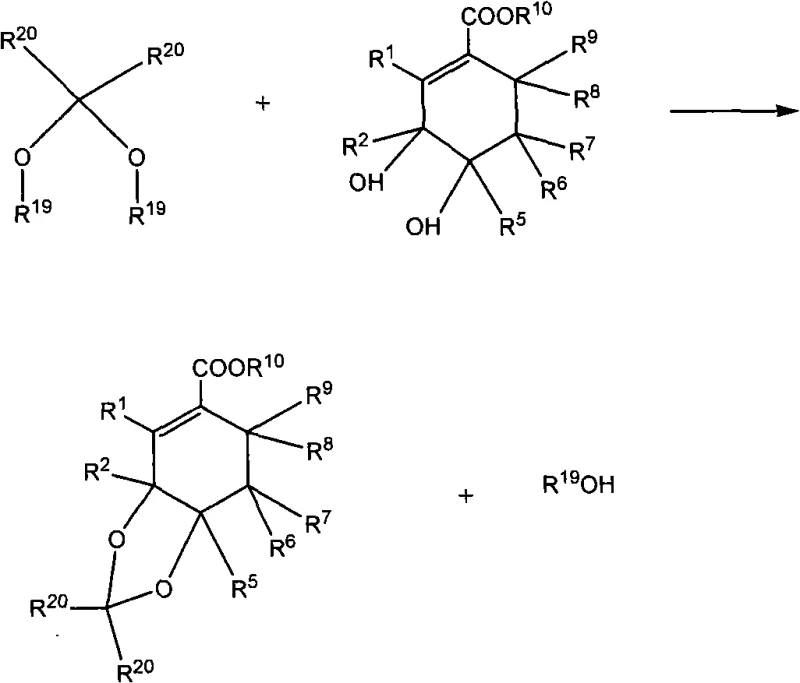
The core chemical innovation of this patent lies in the mechanistic superiority of transketalization over direct ketalization for protecting the diol functionality of the shikimate ester. In direct ketalization, the reaction generates water as a leaving group, which creates an equilibrium that can favor the reversion of the ketal back to the ketone and diol, especially in the presence of acid catalysts. Conversely, the transketalization method employs a pre-formed ketal reactant, such as 3,3-diethoxypentane, which releases an alcohol molecule as the leaving group upon reaction with the diol. Since alcohols are generally better leaving groups than water in this context and do not promote the hydrolysis of the product as aggressively, the equilibrium is shifted strongly towards the formation of the desired ketalized ester. This thermodynamic advantage ensures rapid completion of the reaction and superior stability of the intermediate within the reaction medium, reducing the formation of degradation by-products.
Following ketalization, the introduction of the leaving group via mesylation is carefully controlled to preserve the sensitive ketal moiety while activating the adjacent hydroxyl for subsequent epoxide formation. The patent specifies the use of isopropyl acetate as the solvent for this step, a choice driven by its ability to facilitate emulsion-free extraction of the triethylammonium chloride by-product formed during the reaction. This solvent selection is critical for impurity control, as it allows for the removal of ionic salts without the need for filtration of solids, which can often trap product and reduce yield. The subsequent reductive ring opening and epoxidation steps are designed to proceed with high stereoselectivity, ensuring that the final EEC-Epoxide possesses the correct configuration required for downstream conversion into the active neuraminidase inhibitor, thus maintaining the integrity of the chiral centers throughout the synthetic sequence.
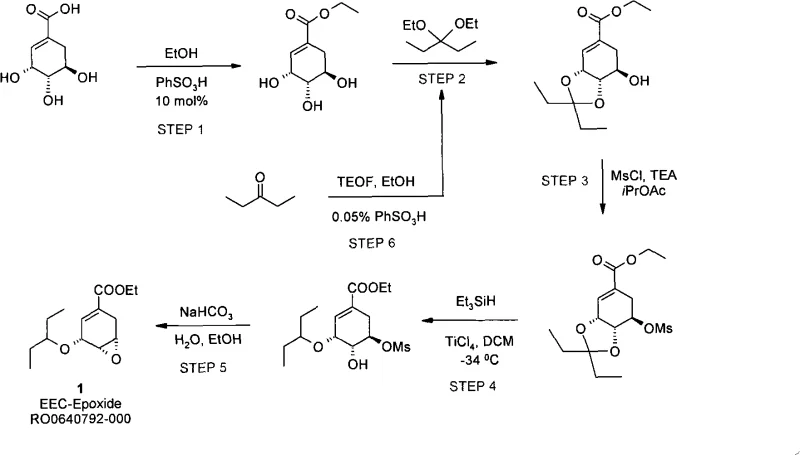
How to Synthesize EEC-Epoxide Efficiently
The synthesis of EEC-Epoxide described in this patent represents a paradigm shift towards more efficient and safer pharmaceutical manufacturing, leveraging a sequence of reactions that can be adapted for commercial scale-up of complex pharmaceutical intermediates. The process begins with the Fischer esterification of shikimic acid in ethanol, catalyzed by benzenesulfonic acid, where water is continuously removed to drive the equilibrium towards the ethyl ester. Without isolating the ester, the reaction mixture is cooled and subjected to transketalization using triethyl orthoformate and 3-pentanone, generating the protected ketal in situ. This telescoped operation eliminates the need for intermediate workups, saving time and solvent. The resulting ketalized ester is then mesylated at low temperatures in isopropyl acetate, followed by a silane-mediated reduction to open the ketal ring and expose the hydroxyl group adjacent to the mesylate. Finally, treatment with a mild base induces intramolecular displacement to form the epoxide ring, yielding the target intermediate with high purity.
- Perform Fischer esterification of shikimic acid using benzenesulfonic acid catalyst, followed by direct transketalization with 3-pentanone diethoxy ketal to form the protected ester without intermediate isolation.
- Execute mesylation of the ketalized ester using methanesulfonyl chloride in isopropyl acetate at low temperatures, followed by reductive ring opening using triethylsilane and titanium tetrachloride.
- Complete the synthesis by treating the hydroxy-mesylate intermediate with sodium bicarbonate in ethanol to induce intramolecular cyclization, yielding the final EEC-Epoxide product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this patented synthesis route offers substantial cost savings and risk mitigation strategies that directly impact the bottom line. By replacing toxic and corrosive reagents like thionyl chloride with safer aromatic sulfonic acids, the process reduces the regulatory burden and safety infrastructure costs associated with handling hazardous materials. The ability to telescope multiple steps without intermediate isolation significantly lowers solvent consumption and waste generation, contributing to a more sustainable and economically viable production model. Furthermore, the reliance on shikimic acid, which is commercially available in high purity, ensures a stable supply of raw materials compared to routes requiring more obscure or difficult-to-source starting compounds, thereby enhancing supply chain reliability and reducing lead time for high-purity pharmaceutical intermediates.
- Cost Reduction in Manufacturing: The elimination of solid isolation steps for intermediates such as the acetonide derivative drastically reduces processing time and equipment utilization, leading to lower operational expenditures. By avoiding the use of expensive and hazardous reagents like thionyl chloride, the process minimizes the need for specialized scrubbing systems and corrosion-resistant reactors, resulting in significant capital cost avoidance. The high conversion rates achieved through transketalization reduce the amount of raw material wasted in side reactions, optimizing the atom economy of the synthesis and lowering the cost of goods sold for the final intermediate.
- Enhanced Supply Chain Reliability: Utilizing shikimic acid as the primary feedstock leverages an established global supply chain for this natural product, mitigating the risks associated with sourcing specialized synthetic precursors. The robustness of the transketalization reaction ensures consistent batch-to-batch quality, reducing the likelihood of production delays caused by failed reactions or out-of-specification intermediates. Additionally, the simplified purification protocol, which relies on liquid-liquid extraction rather than complex crystallizations for every step, allows for faster turnaround times between batches, enabling manufacturers to respond more agilely to fluctuations in market demand for antiviral medications.
- Scalability and Environmental Compliance: The use of isopropyl acetate as a solvent for the mesylation step facilitates easy separation of by-products, making the process highly scalable from pilot plant to multi-ton production without encountering mixing or filtration bottlenecks. The reduction in hazardous waste generation, particularly the avoidance of sulfur-containing by-products from thionyl chloride, simplifies environmental compliance and waste disposal procedures. This alignment with green chemistry principles not only improves the corporate sustainability profile but also future-proofs the manufacturing process against increasingly stringent environmental regulations governing pharmaceutical production facilities.
Frequently Asked Questions (FAQ)
The following questions address common technical and operational inquiries regarding the implementation of this synthesis technology, providing clarity on its practical application and benefits. These insights are derived directly from the experimental data and comparative analysis presented in the patent documentation, offering a transparent view of the process capabilities. Understanding these aspects is crucial for technical teams evaluating the feasibility of adopting this route for their own manufacturing portfolios or for procurement specialists assessing the long-term viability of suppliers utilizing this methodology.
Q: Why is shikimic acid preferred over quinic acid for this synthesis?
A: Shikimic acid is preferred because it naturally possesses the required carbon-carbon double bond in the correct position, eliminating the need for a regioselective dehydration step that is necessary when starting from quinic acid, thereby simplifying the synthetic route.
Q: What are the safety advantages of this patented process?
A: This process replaces toxic thionyl chloride with safer aromatic sulfonic acids like benzenesulfonic acid for esterification and utilizes isopropyl acetate for mesylation, which allows for emulsion-free extraction and avoids the handling of hazardous solid by-products.
Q: How does the transketalization method improve purity?
A: The transketalization method uses an alcohol leaving group instead of water, which drives the equilibrium strongly towards the desired ketal product and prevents the degradation or reversion of the ketal that often occurs with direct ketalization methods involving water generation.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable EEC-Epoxide Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of robust synthetic routes in securing the global supply of essential antiviral medications. Our team of expert chemists has extensively evaluated the methodology outlined in CN101351438A and possesses the technical capability to implement this advanced synthesis at scale. We bring extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory concept to industrial reality is seamless and efficient. Our state-of-the-art facilities are equipped with rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of EEC-Epoxide delivered meets the exacting standards required for downstream pharmaceutical applications.
We invite you to collaborate with us to optimize your supply chain for Oseltamivir intermediates through the adoption of this superior manufacturing process. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements, demonstrating how this route can enhance your operational efficiency. We encourage you to contact us to request specific COA data and route feasibility assessments, allowing you to make informed decisions based on empirical performance metrics and our proven track record in delivering high-quality pharmaceutical intermediates.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →