Revolutionizing Imazapyr Production: Advanced Metal-Catalyzed Intermediate Synthesis for Global Agrochemical Supply Chains
The global agrochemical industry is constantly seeking robust synthetic pathways that balance high efficiency with environmental sustainability, and the technological breakthroughs detailed in patent CN112142729B represent a significant leap forward in the manufacturing of Imazapyr, a critical broad-spectrum herbicide. This patent introduces a novel intermediate and a preparation method that fundamentally shifts the paradigm from traditional, harsh base-catalyzed condensation to a sophisticated metal-catalyzed amine transesterification process. By leveraging specific metal catalysts such as palladium dichloride, titanium tetrachloride, or zinc dichloride, this method achieves reaction conversion rates and product purities that were previously difficult to attain without incurring prohibitive costs or generating excessive waste. For R&D directors and procurement strategists, understanding this shift is crucial, as it offers a tangible pathway to optimizing the cost structure of herbicide manufacturing while ensuring the stringent quality standards required for global regulatory compliance. The ability to synthesize the key intermediate under mild conditions (70-100°C) without the need for extreme temperatures or pressures not only enhances safety but also drastically reduces the energy footprint of the production facility.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Imazapyr has relied heavily on processes disclosed in earlier patents such as US4758667 and US4921961, which typically involve the continuous condensation of diethyl 2,3-pyridinedicarboxylate with 2-amino-2,3-dimethylbutanamide under basic conditions using reagents like potassium tert-butoxide. These conventional methodologies suffer from inherent inefficiencies, primarily characterized by relatively low product yields hovering around 68% to 70%, which directly impacts the overall material throughput and economic viability of large-scale production. Furthermore, the reliance on strong organic bases like potassium tert-butoxide introduces significant cost burdens due to the high price of these reagents and the complexities associated with their handling and disposal. The post-treatment processes in these older methods are often cumbersome, requiring extensive purification steps to remove byproducts and unreacted starting materials, which not only extends the production cycle time but also generates substantial amounts of chemical waste that must be treated before discharge. From a supply chain perspective, the dependency on specific, often expensive reagents creates vulnerability to market fluctuations and potential shortages, making the consistent delivery of high-purity agrochemical intermediates a challenging logistical endeavor for manufacturers relying on these legacy technologies.
The Novel Approach
In stark contrast to the limitations of the past, the novel approach outlined in the recent patent data utilizes a metal-catalyzed transesterification strategy that fundamentally alters the reaction kinetics and thermodynamics to favor the formation of the desired intermediate with exceptional efficiency. By introducing metal catalysts at low molar equivalents (0.5% to 3%), the reaction rate is significantly accelerated, allowing for completion within short timeframes while maintaining mild thermal conditions that preserve the integrity of the molecular structure. This method eliminates the need for expensive and hazardous strong bases, replacing them with versatile metal salts that can often be recovered and reused, thereby creating a closed-loop system that minimizes raw material consumption. The result is a dramatic improvement in yield, consistently exceeding 87% and reaching up to 91% in optimized examples, coupled with a product purity of 98% as verified by HPLC analysis. This technological evolution not only simplifies the operational workflow but also aligns perfectly with modern green chemistry principles, offering a sustainable alternative that reduces the environmental impact of herbicide manufacturing while simultaneously enhancing the economic margins for producers.
Mechanistic Insights into Metal-Catalyzed Transesterification
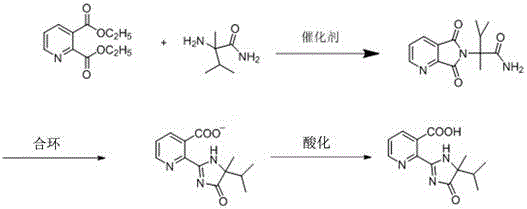
The core of this technological advancement lies in the precise mechanistic role played by the metal catalyst during the amine transesterification step, where pyridine-2,3-dicarboxylic acid diethyl ester reacts with 2-amino-2,3-dimethylbutanamide. Unlike uncatalyzed reactions which proceed sluggishly or require harsh conditions to overcome activation energy barriers, the presence of Lewis acidic metal centers (such as Ti4+ or Zn2+) coordinates with the carbonyl oxygen of the ester group, increasing its electrophilicity and facilitating the nucleophilic attack by the amine. This coordination effectively lowers the energy barrier for the transition state, allowing the reaction to proceed rapidly at temperatures between 70°C and 100°C in aromatic solvents like toluene or xylene. The selectivity of this catalytic system is paramount, as it directs the reaction pathway specifically towards the formation of the cyclic imide structure without promoting undesirable side reactions or degradation of the sensitive pyridine ring. This high degree of control over the reaction trajectory is what enables the achievement of such high purity levels, as the formation of impurities is kinetically suppressed, ensuring that the resulting intermediate requires minimal downstream purification.
Furthermore, the mechanism supports a highly efficient impurity control strategy that is critical for meeting the rigorous specifications of the pharmaceutical and agrochemical industries. The ability to filter the solid catalyst directly from the reaction mixture at room temperature means that metal residues can be physically separated from the product stream before the cyclization step, preventing contamination of the final active ingredient. This physical separation is far superior to chemical quenching methods that often leave trace metals in the solution, requiring complex chelation or extraction steps to remove. By maintaining a clean reaction profile throughout the synthesis, the process ensures that the impurity profile of the final Imazapyr is predictable and manageable, which simplifies the regulatory filing process and reduces the risk of batch rejection. The structural integrity of the intermediate, as depicted in the reaction scheme, is preserved through this gentle yet effective catalytic cycle, providing a reliable foundation for the subsequent cyclization and acidification steps.
How to Synthesize Imazapyr Intermediate Efficiently
To implement this advanced synthesis route effectively, manufacturers must adhere to a precise sequence of operations that maximizes the benefits of the metal-catalyzed system while ensuring operational safety and consistency. The process begins with the careful selection of the metal catalyst and solvent system, followed by the controlled addition of reactants under an inert atmosphere to prevent oxidation or moisture interference. Detailed standardized synthetic steps are essential for replicating the high yields and purity reported in the patent data, and these steps are outlined in the technical guide below for immediate reference by process engineers.
- React pyridine-2,3-dicarboxylic acid diethyl ester with 2-amino-2,3-dimethylbutanamide in an aromatic solvent using a metal catalyst like TiCl4 or ZnCl2 at 70-100°C.
- Filter the reaction mixture to recover the catalyst and evaporate the solvent to isolate the solid intermediate compound.
- Perform cyclization in alkaline aqueous solution followed by acidification to obtain the final Imazapyr product with high purity.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this metal-catalyzed synthesis route offers profound strategic advantages that extend far beyond simple technical metrics, directly impacting the bottom line and operational resilience of the organization. The elimination of expensive reagents like potassium tert-butoxide in favor of recyclable metal catalysts results in a substantial reduction in raw material costs, while the ability to recover and reuse solvents like toluene or xylene further drives down the variable cost per kilogram of production. Additionally, the simplified post-treatment process, which involves straightforward filtration and evaporation rather than complex extractions or chromatography, significantly reduces the labor and utility requirements associated with manufacturing, leading to a more streamlined and cost-effective operation. These efficiencies translate into a more competitive pricing structure for the final herbicide product, allowing companies to maintain healthy margins even in volatile market conditions.
- Cost Reduction in Manufacturing: The implementation of this catalytic system allows for the drastic simplification of the production workflow by removing the need for costly stoichiometric bases and reducing the number of purification stages required. By utilizing catalysts at very low loadings (as low as 0.5% molar equivalent) that can be filtered and recycled, the consumption of auxiliary chemicals is minimized, leading to significant long-term savings on material procurement. Furthermore, the high reaction yield (>87%) ensures that less raw material is wasted per unit of output, maximizing the return on investment for every kilogram of starting material purchased and processed through the facility.
- Enhanced Supply Chain Reliability: The reliance on commodity chemicals such as pyridine-2,3-dicarboxylic acid diethyl ester and common aromatic solvents ensures that the supply chain is not dependent on niche or single-source reagents that could be subject to disruption. The robustness of the reaction conditions, which do not require specialized high-pressure equipment or cryogenic cooling, means that production can be scaled across a wider range of manufacturing sites without significant capital expenditure on retrofitting. This flexibility enhances the continuity of supply, reducing the risk of stockouts and ensuring that downstream customers receive their orders on time, regardless of external market pressures or logistical challenges.
- Scalability and Environmental Compliance: The process is inherently designed for scalability, with reaction parameters that are easily controlled in large-scale reactors, allowing for seamless transition from pilot plant to commercial production volumes. The reduction in three wastes (wastewater, waste gas, and solid waste) due to solvent recovery and catalyst recycling aligns with increasingly strict environmental regulations, reducing the liability and cost associated with waste disposal. This environmental stewardship not only protects the company from regulatory fines but also enhances its corporate reputation as a sustainable manufacturer, which is becoming a key differentiator in global B2B procurement decisions.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this novel Imazapyr synthesis method, providing clarity on its practical application and benefits for industry stakeholders. These answers are derived directly from the experimental data and technical specifications outlined in the patent documentation, ensuring accuracy and relevance for decision-makers evaluating this technology for adoption.
Q: What are the advantages of using metal catalysts over traditional base catalysts for Imazapyr synthesis?
A: Metal catalysts enable milder reaction conditions (70-100°C vs harsh bases), significantly higher yields (>87% vs 68%), and allow for catalyst recycling, reducing overall production costs and waste.
Q: How does this new intermediate improve supply chain stability?
A: The process utilizes readily available raw materials and common solvents like toluene or xylene, avoiding specialized reagents like potassium tert-butoxide, which ensures consistent availability and reduces lead time risks.
Q: Is the catalyst recoverable in this synthesis method?
A: Yes, the solid metal catalyst can be filtered directly from the reaction mixture at room temperature, dried, and recycled for subsequent batches, minimizing heavy metal waste and operational expenses.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Imazapyr Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition to advanced manufacturing technologies requires a partner with both deep technical expertise and the capacity to execute at scale. As a leading CDMO expert, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this metal-catalyzed route are fully realized in a commercial setting. Our facilities are equipped with rigorous QC labs and adhere to stringent purity specifications, guaranteeing that every batch of Imazapyr intermediate meets the exacting standards required for global agrochemical registration and formulation.
We invite you to collaborate with us to leverage this innovative synthesis route for your supply chain needs. Please contact our technical procurement team to request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We are ready to provide specific COA data and route feasibility assessments to demonstrate how partnering with us can drive efficiency and reliability in your herbicide manufacturing operations.