Advanced Purification Technology for High-Purity Glufosinate-Ammonium via Alkaline Hydrolysis
The global demand for high-efficiency, broad-spectrum herbicides continues to drive innovation in the synthesis and purification of key active ingredients. Among these, glufosinate-ammonium stands out as a critical non-selective herbicide, yet its production often faces challenges regarding purity and inorganic salt residues. The patent CN113321681A, published in August 2021, introduces a transformative purification process specifically designed for glufosinate-ammonium derived from alkaline hydrolysis streams. This technology addresses the longstanding industry pain point of separating organic phosphorus compounds from complex inorganic salt matrices without resorting to hazardous reagents. By leveraging a novel sequence of ammoniation followed by selective precipitation, the process achieves a refined product purity exceeding 96% while maintaining high yields. For R&D directors and procurement specialists in the agrochemical sector, this represents a significant leap forward in process safety and cost-efficiency, offering a robust alternative to traditional acid-hydrolysis routes that often struggle with waste disposal and product quality consistency.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the purification of glufosinate has relied heavily on acid hydrolysis pathways, where glufosinate is converted into its hydrochloride salt before neutralization. While effective in some contexts, these conventional methods suffer from severe drawbacks that impact both operational safety and supply chain stability. A primary issue is the generation of substantial quantities of inorganic salts, such as ammonium chloride and sodium chloride, which are notoriously difficult to separate completely from the final organic product. Furthermore, alternative deacidification methods involving alkylene oxides like ethylene oxide introduce extreme safety hazards due to their high flammability and explosiveness, requiring specialized storage and handling infrastructure that drives up capital expenditure. Additionally, processes utilizing epichlorohydrin or propylene oxide generate toxic chloroethanol byproducts, creating a heavy burden on wastewater treatment facilities and increasing the overall environmental compliance costs. These factors collectively result in a fragmented supply chain where consistent high-purity material is difficult to source reliably, often leading to batch-to-batch variability that frustrates formulation scientists.
The Novel Approach
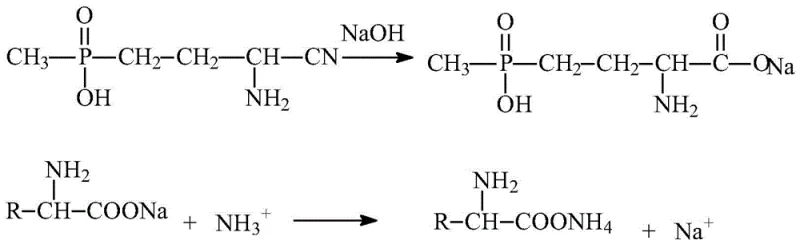
In stark contrast, the methodology disclosed in CN113321681A utilizes a direct purification strategy starting from the alkaline hydrolysis liquid, effectively bypassing the need for hazardous acidolysis or volatile oxide reagents. This innovative route capitalizes on the solubility differences between the target glufosinate-ammonium salt and the byproduct inorganic salts in specific alcohol-water systems. By introducing a soluble ammonium salt into the alkaline stream, a metathesis reaction occurs that converts the sodium salt of glufosinate into the desired ammonium form while generating sodium sulfate. Crucially, the process parameters are tuned such that the sodium sulfate precipitates out of the solution upon the addition of alcohol, allowing for physical separation via filtration before the final crystallization step. This not only simplifies the unit operations but also drastically reduces the ash content in the final API, ensuring a cleaner profile that meets stringent international regulatory standards for agrochemical intermediates.
Mechanistic Insights into Ammonium Salt Metathesis and Selective Precipitation
The core chemical transformation driving this purification efficiency is a double decomposition or metathesis reaction facilitated by the careful control of solvent polarity and ionic strength. In the initial stage, the glufosinate-ammonium sodium salt present in the alkaline hydrolysis liquid reacts with an added ammonium salt, such as ammonium sulfate. This reaction exchanges the sodium cation for the ammonium cation, yielding glufosinate-ammonium and sodium sulfate. The brilliance of this mechanism lies in the subsequent manipulation of the solvent environment; by adjusting the water concentration to a specific range (typically 50-70% initially) and then introducing a low-moisture alcohol like methanol, the solubility product of sodium sulfate is exceeded. This forces the inorganic salt to crash out of the solution as a solid precipitate, while the organic glufosinate-ammonium remains dissolved in the alcoholic supernatant. This physical separation is far more efficient than traditional ion-exchange resins or complex extraction protocols, providing a clear mechanistic pathway to ultra-low inorganic residue levels.
Following the removal of the bulk inorganic salts, the process employs a precise pH adjustment and recrystallization protocol to further refine the product. The reaction mixture is neutralized to a pH range of 5.5 to 8.0, ensuring that the amino group remains protonated and stable while preventing degradation of the phosphorus-carbon bond. The filtrate, now rich in glufosinate-ammonium and depleted of sodium ions, undergoes reduced pressure distillation to concentrate the solution. Finally, a recrystallization step using methanol at elevated temperatures (around 80°C) allows for the growth of high-quality crystals, excluding remaining trace impurities from the crystal lattice. This multi-stage purification ensures that the final product not only meets chemical purity specifications but also possesses superior physical properties, such as flowability and particle size distribution, which are critical for downstream formulation into herbicidal concentrates.

How to Synthesize Glufosinate-Ammonium Efficiently
Implementing this purification protocol requires strict adherence to the sequential addition of reagents and precise control over solvent ratios to maximize yield and purity. The process begins with the characterization of the incoming alkaline hydrolysis liquid to determine the baseline water content, which must be adjusted to the optimal 50-70% range before any reagents are introduced. Once the water balance is established, the stoichiometric addition of ammonium sulfate initiates the critical ion exchange, followed by a controlled acid addition to neutralize residual alkali without overshooting the pH target. The subsequent addition of methanol serves a dual purpose: it acts as an anti-solvent to precipitate the inorganic byproducts and modifies the dielectric constant of the medium to favor the solubility of the organic ammonium salt. For detailed operational parameters, including specific stirring rates, temperature ramps, and filtration techniques required to replicate the >90% yields reported in the patent, please refer to the standardized synthesis guide below.
- Adjust the water concentration of the glufosinate alkaline hydrolysis liquid to between 50% and 70%.
- Add a soluble ammonium salt (e.g., ammonium sulfate) to form a precipitate and adjust pH to 5.5-8.0 using acid.
- Add low-moisture alcohol to reduce water content to 10-25%, precipitating inorganic salts, then filter.
- Distill the filtrate under reduced pressure, recrystallize with methanol at 80°C, and dry to obtain the refined product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this purification technology translates directly into tangible operational improvements and risk mitigation. By eliminating the need for hazardous reagents like ethylene oxide, facilities can significantly reduce their insurance premiums and safety compliance overheads, while also removing the logistical complexities associated with transporting and storing explosive materials. The simplified process flow, which integrates reaction and purification into a more continuous sequence, reduces the total cycle time per batch, thereby enhancing the overall throughput capacity of existing manufacturing assets without requiring major capital investment in new reactors. Furthermore, the ability to effectively separate inorganic salts means that the final product requires less downstream processing or blending to meet specification, streamlining the path from synthesis to shipment and ensuring more reliable delivery schedules for global customers.
- Cost Reduction in Manufacturing: The economic benefits of this process are driven primarily by the elimination of expensive and hazardous reagents and the reduction of waste treatment costs. Traditional methods that generate chloroethanol byproducts incur high expenses for hazardous waste disposal and environmental remediation, whereas this alkaline route produces benign inorganic salts that are easier and cheaper to manage. Additionally, the high recovery rate of the glufosinate-ammonium from the mother liquor minimizes raw material loss, ensuring that the input cost per kilogram of finished product is optimized. The avoidance of complex ion-exchange resin regeneration or solvent-intensive extraction steps further lowers the utility consumption, contributing to a leaner and more cost-effective manufacturing model.
- Enhanced Supply Chain Reliability: Supply chain resilience is bolstered by the use of commodity chemicals such as ammonium sulfate and methanol, which are widely available in the global market and less prone to supply shocks compared to specialized oxides or acids. The robustness of the purification method against variations in the crude feedstock quality ensures consistent output, reducing the frequency of off-spec batches that can disrupt inventory planning. This reliability allows suppliers to offer more stable lead times and commit to long-term contracts with confidence, knowing that the production process is less susceptible to the bottlenecks often caused by difficult purification stages or safety shutdowns.
- Scalability and Environmental Compliance: From an environmental perspective, this process aligns perfectly with modern green chemistry principles by minimizing the generation of toxic organic waste and reducing the overall E-factor of the synthesis. The absence of chlorinated byproducts simplifies the wastewater treatment profile, making it easier for manufacturing sites to maintain compliance with increasingly stringent environmental regulations in key markets like Europe and North America. The scalability of the precipitation and filtration steps is well-understood in chemical engineering, allowing for seamless scale-up from pilot plant to commercial production volumes of 100 MT or more without encountering the mixing or heat transfer issues that often plague more complex heterogeneous reactions.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation and benefits of this specific glufosinate-ammonium purification technology. These insights are derived directly from the experimental data and process descriptions found in the patent literature, providing a factual basis for evaluating its suitability for your specific application needs. Understanding these details is crucial for technical teams assessing the feasibility of integrating this route into their existing production lines or for procurement teams validating the quality claims of potential suppliers.
Q: How does this process remove inorganic salts compared to traditional acid hydrolysis?
A: Unlike traditional methods that generate difficult-to-remove ammonium chloride, this process utilizes a metathesis reaction with ammonium sulfate. The resulting sodium sulfate has low solubility in the specific alcohol-water mixture used, allowing it to be filtered out effectively before the final crystallization.
Q: What is the typical purity and yield achievable with this purification method?
A: Experimental data from the patent indicates that the refined glufosinate-ammonium can achieve a content of over 96%, with sulfate impurities controlled below 0.5%. The overall yield of the fine product is consistently around 90%.
Q: Does this method involve hazardous reagents like ethylene oxide?
A: No. A key advantage of this alkaline hydrolysis route is that it avoids the use of highly flammable and explosive ethylene oxide or toxic chloroethanol byproducts, significantly improving operational safety and reducing environmental treatment costs.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Glufosinate-Ammonium Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition to advanced purification technologies like the one described in CN113321681A requires a partner with deep technical expertise and proven manufacturing capabilities. As a leading CDMO specializing in agrochemical intermediates, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this patent are fully realized in a commercial setting. Our state-of-the-art facilities are equipped with rigorous QC labs and stringent purity specifications protocols, guaranteeing that every batch of glufosinate-ammonium we deliver meets the highest standards for ash content and chemical purity required by top-tier herbicide formulators.
We invite you to engage with our technical procurement team to discuss how this innovative purification route can be tailored to your specific supply chain requirements. By requesting a Customized Cost-Saving Analysis, you can gain a clearer understanding of the potential economic advantages specific to your volume needs. We encourage you to contact us today to obtain specific COA data from our recent batches and to schedule a consultation for detailed route feasibility assessments, ensuring that your sourcing strategy is built on a foundation of scientific excellence and commercial reliability.