Advanced Palladium-Catalyzed Synthesis of Bioactive Isoquinolinone Derivatives for Commercial Scale-Up
Introduction to Next-Generation Isoquinolinone Synthesis
The pharmaceutical industry continuously seeks efficient routes to access privileged scaffolds like isoquinolinones, which are ubiquitous in natural products and bioactive molecules exhibiting anti-tumor, anti-viral, and anti-inflammatory properties. Patent CN102746225A introduces a groundbreaking preparation method for 2-alkyl-3,4-disubstituted isoquinolin-1(2H)-one derivatives that addresses longstanding challenges in heterocyclic synthesis. Unlike traditional methods that often rely on expensive noble metals or harsh conditions, this invention utilizes a robust palladium-catalyzed oxidative annulation strategy. The process involves the direct coupling of N-alkylamides with internal alkynes in the presence of a specific catalytic system comprising a palladium catalyst, a halide additive, an oxidant, and a base. This approach not only simplifies the operational procedure but also significantly broadens the scope of accessible substituents, making it an ideal candidate for the commercial scale-up of complex pharmaceutical intermediates.
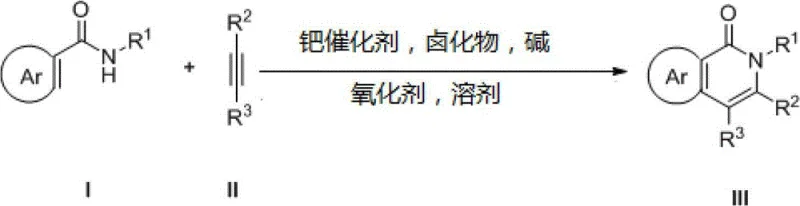
The core innovation lies in the specific combination of reagents that enable efficient C-H bond activation and subsequent cyclization. By dissolving the N-alkylamide and alkyne precursors in a suitable solvent and heating the mixture to moderate temperatures ranging from 100°C to 130°C, the reaction proceeds smoothly to yield the target isoquinolinone structures. The versatility of this method is evidenced by its compatibility with various aromatic and heteroaromatic systems, including phenyl, substituted phenyl, furyl, and thienyl groups. For procurement managers and supply chain heads, this translates to a reliable pharmaceutical intermediate supplier capability, as the starting materials are commodity chemicals that are readily available in the global market, ensuring supply continuity and reducing lead time for high-purity intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the construction of the isoquinolinone core has relied heavily on transition metal catalysis involving rhodium or ruthenium complexes. While effective, these conventional methods often suffer from significant drawbacks that hinder their industrial application. Rhodium and ruthenium catalysts are notoriously expensive and subject to volatile market pricing, which directly impacts the cost reduction in API manufacturing. Furthermore, these precious metal systems frequently require stringent reaction conditions, such as extremely high temperatures or specialized ligands that are difficult to synthesize and handle on a large scale. Another critical limitation is the sensitivity of these catalysts to functional group tolerance; many traditional protocols fail when electron-deficient or sterically hindered substrates are employed, leading to low yields and complex impurity profiles that complicate downstream purification. Additionally, the removal of residual heavy metals like rhodium from the final product to meet stringent pharmaceutical purity specifications often necessitates additional processing steps, further increasing production costs and environmental waste.
The Novel Approach
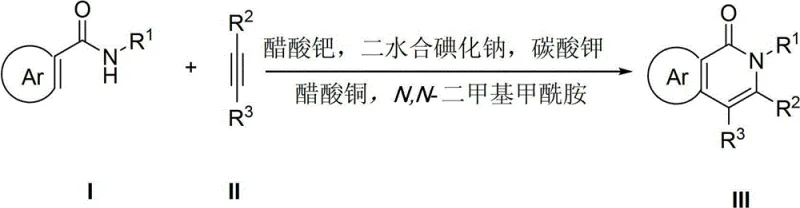
The novel approach detailed in the patent overcomes these barriers by leveraging a more abundant and cost-effective palladium catalytic system augmented by a copper oxidant and a halide promoter. This method represents a paradigm shift towards more sustainable and economically viable synthetic routes. By utilizing palladium acetate or similar palladium sources in conjunction with inexpensive additives like sodium iodide and copper acetate, the process achieves high conversion rates without the prohibitive costs associated with rhodium chemistry. The reaction conditions are remarkably mild, operating effectively at 120°C in common solvents like N,N-dimethylformamide, which facilitates easier heat management and reactor design for commercial production. Moreover, the inclusion of the halide additive is a key differentiator, enhancing the catalytic turnover and allowing for the successful transformation of a wider range of substrates, including those with challenging electronic properties. This robustness ensures consistent quality and yield, essential for maintaining a stable supply chain for high-purity OLED material or pharmaceutical precursors.
Mechanistic Insights into Pd-Catalyzed Oxidative Annulation
The mechanistic pathway of this transformation involves a sophisticated sequence of organometallic steps initiated by the coordination of the palladium catalyst to the amide directing group. The presence of the halide additive, particularly iodide, is believed to facilitate the formation of a more active cationic palladium species or assist in the C-H bond cleavage step through a concerted metalation-deprotonation (CMD) mechanism. Once the C-H bond is activated, the resulting organopalladium intermediate undergoes migratory insertion with the alkyne substrate. This step is crucial for establishing the carbon-carbon bonds that form the new six-membered ring of the isoquinolinone core. The regioselectivity of this insertion is influenced by the steric and electronic nature of the alkyne substituents, allowing for the controlled synthesis of 3,4-disubstituted products. Following insertion, the cycle concludes with reductive elimination to release the product and regenerate the active palladium species, a process driven by the copper oxidant which re-oxidizes the reduced palladium(0) back to palladium(II). This redox neutral cycle ensures that only catalytic amounts of palladium are required, minimizing metal contamination in the final product.
From an impurity control perspective, the choice of oxidant and base plays a pivotal role in suppressing side reactions. The use of copper acetate as the terminal oxidant is particularly advantageous as it generates benign byproducts that are easily removed during the aqueous workup. The patent specifies the use of bases like potassium carbonate or cesium carbonate, which help maintain the necessary pH for the C-H activation step without promoting hydrolysis of the sensitive amide bond. Furthermore, the reaction temperature window of 100-130°C is optimized to balance reaction kinetics with thermal stability, preventing the decomposition of sensitive functional groups such as esters or ethers that might be present on the aromatic rings. This precise control over reaction parameters results in a clean crude product profile, significantly reducing the burden on purification teams and ensuring that the final material meets the rigorous quality standards required for clinical applications.
How to Synthesize 2-Alkyl-3,4-Disubstituted Isoquinolin-1(2H)-One Efficiently
To implement this synthesis effectively, operators must adhere to the specific stoichiometry and addition order outlined in the preferred embodiments. The process begins with the dissolution of the N-alkylamide and alkyne starting materials in a dry, polar aprotic solvent, followed by the sequential addition of the palladium catalyst, halide salt, copper oxidant, and inorganic base. Maintaining an inert atmosphere is recommended to prevent the oxidation of sensitive intermediates, although the system is robust enough to tolerate minor variations. The reaction mixture is then heated to the target temperature, typically 120°C, and stirred for a period of 24 to 36 hours to ensure complete consumption of the starting materials. Upon completion, the reaction is quenched carefully with a saturated solution of sodium thiosulfate to reduce any residual copper and palladium species, facilitating their removal in the aqueous phase. The detailed standardized synthesis steps are provided in the guide below.
- Dissolve N-alkylamide and alkyne substrates in a polar aprotic solvent such as N,N-dimethylformamide (DMF) under inert atmosphere.
- Add the catalytic system comprising a palladium source (e.g., palladium acetate), a halide additive (e.g., sodium iodide), a copper oxidant (e.g., copper acetate), and a base (e.g., potassium carbonate).
- Heat the reaction mixture to 100-130°C for 24-36 hours, then quench with saturated sodium thiosulfate, extract with ethyl acetate, and purify via column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this patented methodology offers substantial strategic benefits beyond mere technical feasibility. The primary advantage lies in the drastic simplification of the raw material portfolio; by relying on commodity chemicals like palladium acetate, copper acetate, and simple alkali salts, companies can mitigate the risks associated with sourcing exotic or proprietary reagents. This accessibility directly contributes to cost reduction in pharmaceutical intermediate manufacturing, as the volatility of precious metal prices is minimized, and the supply chain becomes more resilient to geopolitical disruptions. Furthermore, the operational simplicity of the process—requiring standard heating and stirring equipment without the need for high-pressure reactors or cryogenic conditions—lowers the barrier to entry for contract manufacturing organizations (CMOs), thereby expanding the pool of potential suppliers and enhancing negotiation leverage.
- Cost Reduction in Manufacturing: The elimination of expensive rhodium or ruthenium catalysts in favor of a palladium/copper system results in significant raw material savings. Additionally, the high atom economy of the annulation reaction minimizes waste generation, reducing disposal costs. The ability to use technical grade solvents and reagents without extensive pre-purification further drives down the overall cost of goods sold (COGS), making the final API more competitive in the global market.
- Enhanced Supply Chain Reliability: Since all key reagents are widely produced industrial chemicals, the risk of supply shortages is negligible. This reliability ensures consistent production schedules and on-time delivery to downstream customers. The robustness of the reaction conditions also means that the process is less susceptible to batch-to-batch variability caused by minor fluctuations in raw material quality, guaranteeing a steady flow of high-quality intermediates to support continuous manufacturing campaigns.
- Scalability and Environmental Compliance: The process is inherently scalable, having been demonstrated to work efficiently in batch reactors without complex engineering controls. The use of aqueous workups and standard extraction techniques aligns well with existing waste treatment infrastructure, simplifying regulatory compliance. Moreover, the reduced reliance on toxic heavy metals and the generation of less hazardous waste streams support corporate sustainability goals and facilitate easier approval from environmental health and safety (EHS) departments.
Frequently Asked Questions (FAQ)
The following questions address common technical inquiries regarding the implementation and optimization of this synthesis route. These answers are derived directly from the experimental data and scope defined in the patent documentation, providing a reliable reference for process development teams evaluating this technology for their own pipelines. Understanding these nuances is critical for successful technology transfer and scale-up.
Q: What is the role of the halide additive in this Pd-catalyzed reaction?
A: The halide additive, specifically sodium iodide dihydrate as preferred in the patent, plays a critical role in facilitating the C-H activation step and stabilizing the palladium catalytic cycle, leading to higher yields compared to halide-free conditions.
Q: Can this synthesis method tolerate diverse functional groups on the aromatic ring?
A: Yes, the method demonstrates excellent substrate scope, tolerating electron-donating groups like methoxy and electron-withdrawing groups like chloro on the benzamide ring, as well as heteroaromatic systems like furan and thiophene.
Q: What are the typical reaction temperatures and times required?
A: The reaction typically proceeds at elevated temperatures between 100°C and 130°C, with an optimal temperature of 120°C, requiring a reaction time of approximately 24 to 36 hours to reach completion.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2-Alkyl-3,4-Disubstituted Isoquinolin-1(2H)-One Derivatives Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of robust synthetic routes in the development of next-generation therapeutics. Our team of expert chemists has extensively evaluated the Pd-catalyzed annulation method described in CN102746225A and confirmed its potential for large-scale production. We possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your project can transition seamlessly from benchtop discovery to full-scale manufacturing. Our state-of-the-art facilities are equipped with rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of isoquinolinone derivative we deliver meets the highest international standards for pharmaceutical applications.
We invite you to collaborate with us to leverage this advanced technology for your specific drug development programs. By partnering with our technical procurement team, you can obtain a Customized Cost-Saving Analysis tailored to your volume requirements and timeline. We encourage you to contact us today to request specific COA data and route feasibility assessments, allowing us to demonstrate how our expertise can accelerate your path to market while optimizing your overall production costs.