Advanced Synthesis of L-Glufosinate Intermediates: Scalable Technology for Global Herbicide Production
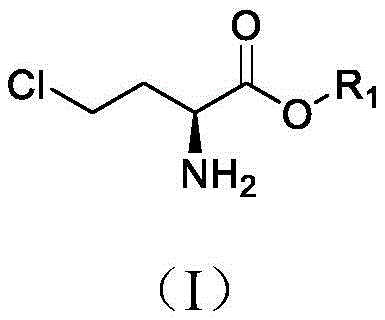
The global agrochemical industry is currently witnessing a paradigm shift towards high-efficiency, low-residue herbicides, with L-glufosinate-ammonium emerging as a superior alternative to its racemic counterpart due to its reduced environmental footprint and enhanced biological activity. At the forefront of this technological evolution is the breakthrough detailed in patent CN115093339A, which discloses a novel, robust synthetic method for producing key L-glufosinate intermediates, specifically (S)-4-chloro-2-aminobutyrate and its salts. This innovation addresses long-standing challenges in chiral agrochemical manufacturing by replacing hazardous reagents and complex protection strategies with a streamlined, aqueous-phase chlorination followed by catalytic esterification. For R&D directors and procurement strategists, this patent represents a critical pathway to optimizing the cost structure and sustainability profile of herbicide supply chains, offering a reliable solution for the commercial scale-up of complex agrochemical intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 4-halo-2-aminobutyrate intermediates has relied heavily on methodologies that pose significant economic and environmental burdens. Traditional routes often employ thionyl chloride in alcohol systems to effect simultaneous ring-opening and chlorination; however, this approach inevitably generates stoichiometric amounts of sulfur dioxide gas and chlorinated alkane by-products, necessitating expensive scrubbing systems and creating substantial three-waste disposal liabilities. Alternatively, methods utilizing hydrobromic acid in glacial acetic acid suffer from prohibitively high raw material costs and severe separation difficulties due to the high water solubility of the brominated intermediates, leading to compromised yields. Furthermore, older protocols frequently require the use of amino protecting groups to prevent side reactions, adding unnecessary synthetic steps, increasing raw material consumption, and extending production lead times, which collectively erode profit margins in a competitive market.
The Novel Approach
The methodology presented in CN115093339A fundamentally reengineers this synthetic landscape by decoupling the chlorination and esterification steps into distinct, optimized phases. The process initiates with the ring-opening chlorination of (S)-2-aminobutyrolactone hydrochloride directly in an aqueous hydrochloric acid medium, optionally under pressurized conditions to enhance reaction kinetics without compromising safety. This aqueous strategy not only ensures excellent solubility and mass transfer but also completely bypasses the generation of sulfur dioxide waste associated with thionyl chloride routes. Subsequently, the isolated intermediate undergoes esterification in an alcohol solvent catalyzed by a mere fraction of protonic acid, eliminating the need for continuous hydrogen chloride gas sparging and avoiding the formation of excessive chlorinated hydrocarbon by-products. This two-stage approach delivers a cleaner reaction profile, higher atom economy, and a significantly simplified downstream processing workflow.
Mechanistic Insights into Aqueous Phase Chlorination and Catalytic Esterification
The core mechanistic advantage of this technology lies in the precise control of the ring-opening event within a protic aqueous environment. By utilizing hydrochloric acid as both the solvent and the chlorinating agent, the reaction facilitates a nucleophilic attack on the lactone ring that proceeds with high regioselectivity and minimal racemization. The presence of water stabilizes the transition state and suppresses the formation of polymeric by-products often seen in anhydrous organic solvents. Crucially, the mild thermal conditions (typically 50-130°C) combined with the inherent stability of the hydrochloride salt form ensure that the chiral center at the alpha-position remains intact, preserving the optical purity essential for the biological efficacy of the final herbicide. This contrasts sharply with harsh halogenating agents that can induce epimerization or degradation of the sensitive amino acid backbone.
Following the chlorination, the esterification step leverages a catalytic amount of acid (1-40 mol%) rather than a stoichiometric excess, which represents a significant departure from traditional Fischer esterification protocols that often require large volumes of dry HCl gas. In this catalytic regime, the equilibrium is driven towards the ester product through the removal of low-boiling components under reduced pressure or by leveraging the solvent properties of the alcohol reactant itself. This mechanism minimizes the corrosion load on reactor equipment and reduces the risk of over-chlorination or ether formation side reactions. The result is a highly efficient transformation where the intermediate (S)-4-chloro-2-aminobutyric acid is converted to its ester form with exceptional yield and purity, ready for subsequent phosphonylation steps in the full glufosinate synthesis.
How to Synthesize (S)-4-Chloro-2-aminobutyrate Efficiently
Implementing this synthesis route requires careful attention to the sequential addition of reagents and the management of reaction parameters to maximize yield and enantiomeric excess. The process begins with the charging of (S)-2-aminobutyrolactone hydrochloride into a reactor containing aqueous hydrochloric acid, followed by heating to initiate the ring-opening chlorination. Once the intermediate acid is formed and isolated, it is transferred to an alcohol medium where a catalytic acid promoter drives the esterification to completion. The detailed standardized synthesis steps, including specific molar ratios, temperature profiles, and workup procedures derived from the patent examples, are outlined below to guide process engineers in replicating this high-performance protocol.
- Perform ring-opening chlorination of (S)-2-aminobutyrolactone hydrochloride in an aqueous hydrochloric acid system under controlled temperature and pressure.
- Isolate the intermediate (S)-4-chloro-2-aminobutyric acid hydrochloride via cooling crystallization or vacuum concentration.
- Conduct esterification in an alcohol solvent using a catalytic amount of protonic acid to yield the final ester product with high enantiomeric excess.

Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain leaders, the adoption of this patented synthesis method translates directly into tangible operational efficiencies and risk mitigation. By eliminating the reliance on thionyl chloride and glacial acetic acid, manufacturers can insulate their production costs from the volatility of these specialized reagent markets while simultaneously reducing the capital expenditure required for corrosion-resistant equipment and waste treatment facilities. The simplified workflow, which removes the need for amino protection and de-protection cycles, drastically shortens the manufacturing cycle time, allowing for faster inventory turnover and improved responsiveness to market demand fluctuations. Furthermore, the high yield and purity profiles reduce the burden on quality control laboratories and minimize the loss of valuable chiral starting materials, ensuring a more consistent and reliable supply of critical agrochemical intermediates.
- Cost Reduction in Manufacturing: The elimination of expensive halogenating agents like thionyl chloride and the avoidance of amino protecting groups significantly lower the direct material costs per kilogram of product. Additionally, the reduction in three-waste generation, particularly the absence of sulfur dioxide and chlorinated hydrocarbon by-products, leads to substantial savings in environmental compliance and waste disposal fees. The ability to recycle mother liquors further enhances the overall material utilization rate, driving down the effective cost of goods sold and improving the gross margin profile for herbicide manufacturers.
- Enhanced Supply Chain Reliability: The reliance on commodity chemicals such as hydrochloric acid and common alcohols (methanol, ethanol) ensures a stable and diversified supply base, reducing the risk of production stoppages due to raw material shortages. The mild reaction conditions and straightforward unit operations (crystallization, distillation) make the process highly robust and less susceptible to batch-to-batch variability, ensuring consistent delivery schedules. This reliability is crucial for maintaining the continuity of downstream herbicide formulation lines and meeting seasonal agricultural demand peaks without interruption.
- Scalability and Environmental Compliance: The aqueous nature of the initial chlorination step makes the process inherently safer and easier to scale from pilot plant to multi-ton commercial production compared to exothermic reactions involving reactive acid chlorides. The significant reduction in hazardous emissions aligns with increasingly stringent global environmental regulations, future-proofing the manufacturing facility against regulatory tightening. This green chemistry approach not only enhances the corporate sustainability profile but also facilitates smoother permitting processes for capacity expansion in key manufacturing regions.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this L-glufosinate intermediate synthesis technology. These insights are derived directly from the experimental data and comparative analysis provided in the patent documentation, offering clarity on process capabilities and advantages over legacy methods. Understanding these details is essential for technical teams evaluating the feasibility of integrating this route into existing production assets.
Q: How does this new synthesis method improve environmental compliance compared to traditional thionyl chloride routes?
A: Unlike conventional methods using thionyl chloride which generate equivalent amounts of toxic sulfur dioxide gas and chlorinated alkane by-products, this patented process utilizes an aqueous hydrochloric acid system. This fundamentally eliminates the need for complex off-gas treatment systems for SO2, significantly reducing three-waste disposal costs and enhancing operational safety.
Q: What are the purity and enantiomeric excess specifications achievable with this technology?
A: The process is designed to maintain high stereochemical integrity throughout the reaction. Experimental data indicates that the final product can achieve an enantiomeric excess (ee) value stabilizing above 98.5%, with chemical purity reaching approximately 98.5% after standard distillation, meeting the stringent requirements for high-efficiency L-glufosinate production.
Q: Does this method require expensive amino protecting groups?
A: No, one of the key economic advantages of this route is that it proceeds directly from the hydrochloride salt of the lactone without the need for amino protection and de-protection steps. This simplifies the synthetic sequence, reduces raw material consumption, and shortens the overall production cycle time.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable L-Glufosinate Intermediate Supplier
As the demand for high-efficiency, environmentally friendly herbicides continues to surge, the ability to produce chiral intermediates with precision and scale becomes a decisive competitive advantage. NINGBO INNO PHARMCHEM stands ready to support your strategic goals by leveraging advanced synthetic technologies like the one described in CN115093339A to deliver superior quality intermediates. With extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, our team possesses the technical depth to optimize these reactions for maximum efficiency. Our state-of-the-art facilities are equipped with rigorous QC labs capable of verifying stringent purity specifications and enantiomeric excess values, ensuring that every batch meets the exacting standards required for global agrochemical registration.
We invite you to engage with our technical procurement team to discuss how this innovative synthesis route can be tailored to your specific supply chain requirements. By partnering with us, you gain access to a Customized Cost-Saving Analysis that quantifies the potential economic benefits of switching to this greener, more efficient process. Contact us today to request specific COA data and route feasibility assessments, and let us demonstrate how our commitment to technical excellence can drive value and sustainability in your herbicide manufacturing operations.