Advanced One-Step Synthesis of Multi-Substituted 3-Phenyl Four-Membered Cycloalkenones for Commercial Scale-Up
Advanced One-Step Synthesis of Multi-Substituted 3-Phenyl Four-Membered Cycloalkenones for Commercial Scale-Up
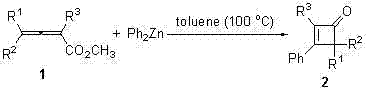
The development of efficient synthetic routes for strained ring systems remains a critical challenge in modern organic chemistry, particularly for intermediates used in high-value pharmaceutical applications. Patent CN102153455B introduces a groundbreaking methodology for the synthesis of multi-substituted 3-phenyl four-membered cycloalkenones, utilizing a direct reaction between 2,3-allenoates and diphenylzinc. This innovation addresses long-standing issues regarding precursor instability and regioselectivity control that have historically plagued the production of these valuable scaffolds. By employing a simple one-pot protocol in toluene at 100°C, the process achieves yields ranging from 69% to 89%, demonstrating exceptional efficiency. For R&D directors and procurement specialists seeking a reliable pharmaceutical intermediate supplier, this technology represents a significant leap forward in process chemistry, offering a pathway to high-purity cyclobutenone derivatives that are essential building blocks for natural product synthesis and drug discovery.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the construction of four-membered cycloalkenone rings has relied heavily on [2+2] cycloaddition reactions involving ketenes and enamines or alkynes. These traditional pathways are fraught with significant operational difficulties that hinder their application in cost reduction in fine chemical manufacturing. The precursors required, such as specific enones and enamine salts, are often thermally unstable and difficult to synthesize in high purity, leading to batch-to-batch variability. Furthermore, controlling the regioselectivity in these cycloadditions is notoriously challenging, often resulting in complex mixtures of isomers that require extensive and costly purification efforts. The inherent instability of the starting materials also poses safety risks during storage and handling, complicating the supply chain logistics for large-scale operations. Consequently, the industry has long sought alternative strategies that bypass these unstable intermediates while maintaining high structural fidelity.
The Novel Approach
The methodology disclosed in CN102153455B offers a transformative solution by leveraging the unique reactivity of organozinc reagents to construct the cyclobutenone core in a single operational step. Instead of relying on fragile precursors, this approach utilizes robust 2,3-allenoates and commercially available diphenylzinc, which react smoothly in toluene to form the target scaffold. This shift not only simplifies the raw material sourcing but also drastically reduces the number of unit operations required, as the 1,4-addition, cyclization, and elimination occur sequentially in the same vessel. The ability to introduce diverse functional groups at the 2, 3, and 4 positions of the ring with high precision allows for the rapid generation of compound libraries for biological screening. For supply chain heads, this translates to reducing lead time for high-purity pharmaceutical intermediates, as the streamlined workflow minimizes processing time and waste generation compared to legacy multi-step sequences.
Mechanistic Insights into Diphenylzinc-Mediated Cyclization
The core of this technological breakthrough lies in the intricate mechanism driven by the nucleophilic attack of diphenylzinc on the electron-deficient allenoate system. The reaction initiates with a 1,4-addition of the phenyl group from the zinc reagent to the gamma-position of the 2,3-allenoate, generating a reactive zinc-enolate intermediate. This intermediate subsequently undergoes an intramolecular cyclization, closing the four-membered ring through a concerted process that locks the stereochemistry and regiochemistry of the product. Following cyclization, a 1,2-addition/elimination sequence occurs, effectively expelling the methoxy group and establishing the conjugated enone system within the strained ring. This cascade of events is highly dependent on the electronic properties of the substituents, yet the protocol demonstrates remarkable tolerance for various alkyl and aryl groups, ensuring broad substrate scope.
Understanding the impurity profile is crucial for R&D teams aiming to replicate this process at scale, and the mechanism provides clear insights into potential side reactions. The high regioselectivity observed, where the phenyl group is exclusively installed at the 3-position, is attributed to the specific coordination geometry of the zinc species during the cyclization transition state. This prevents the formation of unwanted regioisomers that typically complicate [2+2] approaches. Moreover, the absence of transition metal catalysts eliminates the risk of heavy metal contamination, a critical quality attribute for API intermediates. The reaction conditions, specifically the use of toluene at 100°C, provide sufficient thermal energy to overcome the activation barrier for ring closure without promoting decomposition of the sensitive cyclobutenone product. This balance ensures that the final crude mixture is clean, facilitating straightforward purification via flash column chromatography or crystallization.
How to Synthesize 3-Phenyl Four-Membered Cycloalkenones Efficiently
Implementing this synthesis route requires careful attention to inert atmosphere techniques due to the moisture sensitivity of diphenylzinc, but the overall procedure is remarkably straightforward for experienced chemists. The process begins with the preparation of the organozinc reagent in a glovebox, followed by the controlled addition of the allenoate substrate in toluene. Maintaining the reaction temperature at 100°C is critical for driving the cyclization to completion within a reasonable timeframe, typically around 3 hours as demonstrated in the patent examples. Upon completion, the reaction is quenched carefully at low temperatures to prevent exothermic spikes, followed by a standard aqueous workup. The detailed standardized synthesis steps for replicating this high-yielding transformation are outlined in the guide below, ensuring consistent results for laboratory and pilot-scale batches.
- Preparation of Reaction Mixture: In a glovebox under nitrogen protection, add diphenylzinc reagent (1.2 mmol) to a reaction tube, followed by the addition of toluene solvent.
- Addition of Substrate and Heating: Under stirring, add the 2,3-allenoate substrate (0.4 mmol) dissolved in toluene to the reaction tube, then place the mixture in an oil bath at 100°C for reaction.
- Workup and Purification: After completion, cool to zero degrees, quench with saturated ammonium chloride, extract with ether, wash with acid/base brine, dry, and purify via flash column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, the adoption of this diphenylzinc-mediated synthesis offers profound advantages for procurement managers focused on optimizing the cost structure of complex intermediate production. The elimination of expensive and toxic transition metal catalysts removes the need for specialized scavenging resins or complex filtration steps, directly contributing to substantial cost savings in downstream processing. Furthermore, the use of toluene, a ubiquitous and inexpensive industrial solvent, simplifies solvent recovery and recycling protocols, enhancing the overall economic viability of the process. The high atom economy of the reaction, combined with yields consistently exceeding 69%, ensures that raw material costs are minimized while maximizing output per batch. These factors collectively create a robust business case for switching from legacy methods to this novel technology, particularly for long-term supply contracts where margin stability is paramount.
- Cost Reduction in Manufacturing: The most significant financial benefit arises from the simplified workflow which removes multiple purification stages associated with catalyst removal and isomer separation. By avoiding the use of precious metals like palladium or rhodium, the process eliminates a major variable cost driver and reduces the environmental burden of heavy metal waste disposal. Additionally, the high regioselectivity means that less material is lost to side products, effectively increasing the yield of the desired isomer without additional recrystallization cycles. This efficiency translates into a lower cost of goods sold (COGS) and improved profitability for manufacturers producing these specialized building blocks at scale.
- Enhanced Supply Chain Reliability: The reliance on readily available starting materials such as 2,3-allenoates and diphenylzinc mitigates the risk of supply disruptions often caused by niche precursor shortages. Unlike traditional methods that depend on unstable intermediates requiring just-in-time synthesis, the reagents for this process are stable and can be stocked in bulk, ensuring continuous production capability. This stability allows for better inventory planning and reduces the likelihood of production delays due to raw material quality issues. For global supply chains, this reliability is essential for meeting strict delivery timelines and maintaining trust with downstream pharmaceutical clients who demand consistent availability.
- Scalability and Environmental Compliance: Scaling this reaction from gram to kilogram quantities is facilitated by the use of standard heating equipment and common solvents, avoiding the need for specialized high-pressure or cryogenic reactors. The absence of hazardous catalysts simplifies the regulatory compliance landscape, making it easier to obtain necessary environmental permits for large-scale manufacturing facilities. Waste streams are primarily organic and free from heavy metals, allowing for more straightforward treatment and disposal in accordance with green chemistry principles. This environmental compatibility not only reduces disposal costs but also aligns with the increasing corporate sustainability goals of major chemical buyers.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology, based on the specific data and claims found in the patent literature. Understanding these nuances is vital for technical teams evaluating the feasibility of integrating this route into their existing manufacturing portfolios. The answers provided reflect the operational realities of handling organozinc reagents and the specific advantages of the cyclization mechanism described. We encourage stakeholders to review these details closely to assess the fit for their specific project requirements.
Q: What are the primary advantages of this diphenylzinc-mediated method over traditional [2+2] cycloadditions?
A: Unlike traditional methods that rely on unstable enone and enamine salt precursors with poor regioselectivity, this patent describes a robust one-step process using stable 2,3-allenoates and diphenylzinc. It eliminates the need for transition metal catalysts, simplifies purification, and achieves high yields (69-89%) with excellent control over substitution patterns at the 2, 3, and 4 positions of the cyclobutenone ring.
Q: Is this synthesis method suitable for large-scale commercial production?
A: Yes, the method is highly scalable due to the use of common industrial solvents like toluene and the absence of sensitive transition metal catalysts that require complex removal steps. The reaction operates at a moderate temperature of 100°C and utilizes readily available raw materials, making it ideal for the commercial scale-up of complex organic intermediates required in pharmaceutical and agrochemical sectors.
Q: How does the reaction control regioselectivity in the formation of the four-membered ring?
A: The reaction proceeds through a specific 1,4-addition/cyclization followed by a 1,2-addition/elimination pathway. This mechanism ensures that the phenyl group from diphenylzinc is selectively introduced at the 3-position, while the substituents from the 2,3-allenoate are directed to the 2 and 4 positions, resulting in a highly defined substitution pattern without the formation of random isomers.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3-Phenyl Four-Membered Cycloalkenones Supplier
At NINGBO INNO PHARMCHEM, we recognize the strategic value of advanced synthetic methodologies like the one described in CN102153455B for developing next-generation therapeutic agents. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that innovative laboratory discoveries are successfully translated into industrial reality. Our facilities are equipped with stringent purity specifications and rigorous QC labs capable of handling sensitive organometallic reactions under inert atmospheres, guaranteeing the highest quality standards for every batch produced. We are committed to supporting our partners through every stage of development, from initial route scouting to full-scale commercial manufacturing.
We invite you to collaborate with us to leverage this efficient synthesis route for your specific project needs. Our technical team is ready to provide a Customized Cost-Saving Analysis tailored to your volume requirements, demonstrating exactly how this technology can optimize your supply chain. Please contact our technical procurement team today to request specific COA data and route feasibility assessments, and let us help you secure a competitive advantage in the market with high-quality, cost-effective intermediates.