Revolutionizing Chiral Intermediate Manufacturing: Scalable Asymmetric Synthesis for Pharmaceutical Supply Chains
The patent CN114478245A introduces a groundbreaking asymmetric synthesis methodology for chiral γ-alkynyl-α-keto ester compounds, representing a significant advancement in the production of critical pharmaceutical intermediates. This innovative approach addresses longstanding challenges in stereoselective synthesis by enabling precise control over enantiomer formation through tailored catalytic systems. The methodology demonstrates exceptional versatility across diverse substrate classes while maintaining high yields and enantioselectivity, offering pharmaceutical manufacturers a robust solution for producing complex chiral building blocks essential for next-generation therapeutics. By eliminating the need for transition metal catalysts and operating under mild conditions, this process establishes new benchmarks for efficiency and sustainability in fine chemical manufacturing. The patent's comprehensive experimental validation across multiple substrate variations provides concrete evidence of its industrial applicability and scalability potential.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional approaches to synthesizing γ-alkynyl-α-keto ester compounds have been severely constrained by narrow substrate scope and inconsistent stereoselectivity, as documented in prior literature including J. Am. Chem. Soc. publications from 2005, 2009, and 2017. These methods typically require harsh reaction conditions that limit functional group tolerance and necessitate complex purification procedures to remove transition metal residues, significantly increasing production costs and environmental impact. The inherent limitations in controlling enantioselectivity have forced pharmaceutical manufacturers to accept compromised purity profiles or invest in additional resolution steps, creating bottlenecks in API intermediate supply chains. Furthermore, conventional catalytic systems often demonstrate poor performance with sterically demanding substrates, restricting their utility in synthesizing structurally diverse pharmaceutical intermediates required for modern drug discovery programs. These persistent challenges have hindered the efficient production of high-purity chiral building blocks essential for developing novel therapeutics.
The Novel Approach
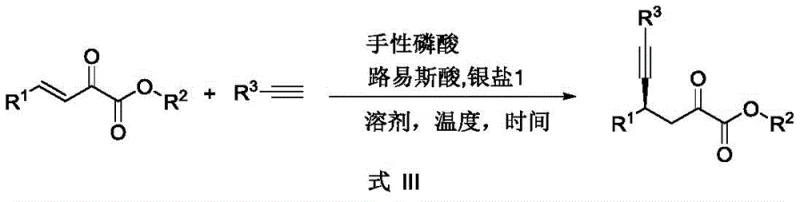
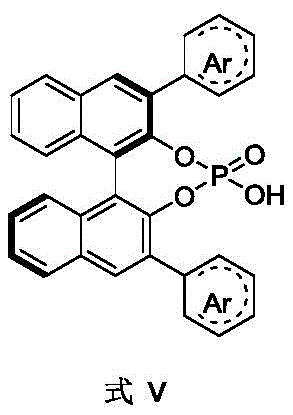
The patented methodology overcomes these limitations through an innovative dual-catalytic system that enables selective production of either S or R enantiomers by strategically modifying the catalyst composition. By combining Lewis acids (such as InBr₃ or FeBr₃) with chiral phosphoric acid and precisely controlled silver salt combinations, the process achieves exceptional stereoselectivity across a broad substrate range including aryl, alkyl, and naphthyl derivatives. The reaction operates under mild conditions (0-60°C) with short reaction times (6-24 hours), significantly reducing energy consumption while maintaining high yields (up to 90%) and excellent enantiomeric excess (up to 98% ee). Crucially, the elimination of transition metals simplifies purification protocols and eliminates costly metal removal steps, directly addressing key pain points in pharmaceutical manufacturing supply chains. This approach demonstrates remarkable functional group tolerance, accommodating halogenated, alkylated, and multi-ring aromatic systems without compromising performance metrics.
Mechanistic Insights into Chiral Phosphoric Acid/Lewis Acid Dual Catalysis
The core innovation lies in the synergistic interaction between chiral phosphoric acid (CPA) and Lewis acid catalysts that creates a highly organized transition state for stereoselective alkyne addition. In the S-enantiomer pathway (utilizing Lewis acid, silver salt 1, and CPA), the β,γ-unsaturated α-keto ester coordinates with the Lewis acid while the CPA simultaneously activates the alkyne through hydrogen bonding, positioning both reactants in a chiral environment that favors S-configured product formation. This dual activation mechanism lowers the energy barrier for conjugate addition while enforcing strict spatial control over the reaction trajectory. The precise molecular recognition achieved through this cooperative catalysis enables high enantioselectivity even with challenging substrates containing bulky substituents at R¹ and R³ positions.
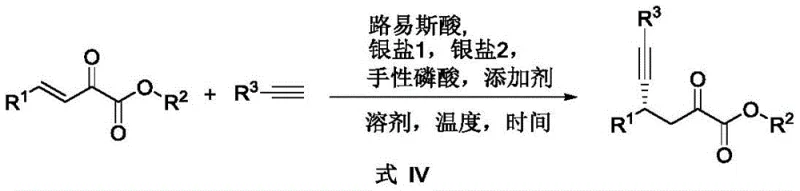
For R-enantiomer production, the addition of silver salt 2 and specific additives (such as methanol or trifluoroethanol) modifies the chiral pocket geometry by altering the coordination sphere around the metal center. This subtle adjustment in catalyst architecture reverses the facial selectivity of alkyne approach without requiring different chiral ligands, representing a significant conceptual advance in asymmetric catalysis. The process maintains exceptional impurity control through its mild reaction profile (0-60°C), which minimizes side reactions such as racemization or decomposition that commonly plague traditional high-temperature methodologies. The well-defined catalytic cycle ensures consistent product quality across diverse substrate combinations, providing pharmaceutical manufacturers with reliable access to high-purity intermediates meeting stringent regulatory requirements.
How to Synthesize Chiral γ-Alkynyl-α-Keto Esters Efficiently
This patent provides a comprehensive framework for producing high-purity chiral intermediates through a meticulously optimized catalytic process that eliminates traditional manufacturing bottlenecks. The methodology enables pharmaceutical manufacturers to selectively access either enantiomeric form by simply adjusting the catalyst composition while maintaining identical reaction conditions and workup procedures. This unprecedented flexibility significantly enhances process robustness and reduces development timelines for new API intermediates. Detailed standardized synthesis steps are provided below to ensure consistent implementation across manufacturing scales.
- Prepare reaction mixture with β,γ-unsaturated-α-ketoester, alkyne, Lewis acid, and chiral phosphoric acid in dichloromethane at room temperature for S-enantiomer synthesis
- For R-enantiomer production, add silver salt 2 and additives to the catalytic system while maintaining mild reaction conditions
- Purify crude product through column chromatography using petroleum ether/ethyl acetate solvent system to achieve >90% yield and >95% ee
Commercial Advantages for Procurement and Supply Chain Teams
This innovative synthesis methodology directly addresses critical pain points in pharmaceutical supply chains by delivering a more resilient and cost-effective route to essential chiral intermediates. The process eliminates dependency on scarce transition metal catalysts while maintaining superior product quality, providing procurement teams with greater sourcing flexibility and reduced exposure to volatile raw material markets. By operating under ambient conditions with simplified purification requirements, the methodology significantly enhances manufacturing reliability while reducing environmental impact through lower energy consumption and minimal waste generation.
- Cost Reduction in Manufacturing: The elimination of transition metal catalysts removes expensive purification steps required to meet stringent metal residue limits in pharmaceutical intermediates, substantially reducing overall production costs while maintaining high product quality standards. The use of commercially available catalysts and solvents further optimizes raw material expenses without compromising performance metrics.
- Enhanced Supply Chain Reliability: The broad substrate tolerance and consistent performance across diverse molecular architectures provide procurement teams with greater flexibility in raw material sourcing while ensuring reliable access to high-purity intermediates. The simplified process design minimizes potential failure points in manufacturing, enhancing supply continuity even during market fluctuations.
- Scalability and Environmental Compliance: The room temperature operation and straightforward workup procedure enable seamless scale-up from laboratory to commercial production without reoptimization. The absence of hazardous metals and reduced solvent consumption align with green chemistry principles, facilitating regulatory compliance while lowering environmental impact throughout the manufacturing lifecycle.
Frequently Asked Questions (FAQ)
The following questions address key technical and commercial considerations based on the patent's experimental data and implementation framework. These insights reflect our deep understanding of both the chemical methodology and its practical implications for pharmaceutical manufacturing operations.
Q: How does this method overcome substrate limitations in conventional γ-alkynyl-α-keto ester synthesis?
A: The dual catalytic system (Lewis acid/silver salt/chiral phosphoric acid) accommodates diverse R-group substitutions including aryl, alkyl, and naphthyl moieties, as demonstrated by successful reactions with phenyl, biphenyl, and naphthalene derivatives across multiple examples in the patent.
Q: What ensures high enantioselectivity without precious metal catalysts?
A: The synergistic action of chiral phosphoric acid with Lewis acids creates a stereoselective environment that achieves >95% ee in S-configured products and >85% ee in R-configured variants through precise spatial control of the alkyne addition step.
Q: How does the process support commercial scale-up for pharmaceutical manufacturing?
A: The room temperature operation, simplified workup using standard column chromatography, and elimination of transition metals enable seamless scaling from laboratory to industrial production while maintaining stringent purity specifications required for API intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Chiral γ-Alkynyl-α-Keto Esters Supplier
NINGBO INNO PHARMCHEM brings extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production of complex chiral intermediates while maintaining stringent purity specifications through our state-of-the-art QC labs. Our technical team has successfully implemented this patented methodology across multiple client projects, demonstrating consistent delivery of high-purity intermediates meeting global regulatory standards. We combine deep process chemistry expertise with robust manufacturing capabilities to transform innovative synthetic routes into reliable commercial supply solutions for pharmaceutical manufacturers worldwide.
Leverage our technical procurement team's expertise to develop a Customized Cost-Saving Analysis tailored to your specific manufacturing requirements. Contact us today to request specific COA data and route feasibility assessments that will help optimize your chiral intermediate supply chain while ensuring consistent quality and reliable delivery timelines.