Advanced Electrochemical C3 Amination of Quinoxalinones for Scalable Pharma Manufacturing
Advanced Electrochemical C3 Amination of Quinoxalinones for Scalable Pharma Manufacturing
The pharmaceutical and fine chemical industries are increasingly prioritizing sustainable manufacturing processes that minimize environmental impact while maintaining high efficiency and product quality. Patent CN115747838A introduces a groundbreaking methodology for the synthesis of amino-substituted quinoxalinone compounds, utilizing electrochemical reactions to achieve C3 functionalization. This technology represents a significant leap forward from traditional synthetic routes, leveraging electricity as a clean reagent to drive Hydrogen Atom Transfer (HAT) processes. By replacing stoichiometric chemical oxidants and precious metal catalysts with a direct current power source, this approach aligns perfectly with the principles of green chemistry. For R&D directors and process chemists, this patent offers a robust pathway to access valuable quinoxalinone scaffolds, which are critical motifs in numerous bioactive molecules exhibiting antibacterial, antitumor, and anticoagulant properties. The ability to perform these transformations under ambient air conditions and room temperature further underscores the practical utility of this invention for modern pharmaceutical intermediate production.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the functionalization of the quinoxalinone skeleton, particularly at the C3 position, has relied heavily on transition metal catalysis or the use of hazardous peroxide oxidants. These conventional strategies often suffer from significant drawbacks that hinder their application in large-scale commercial manufacturing. Metal-catalyzed reactions typically require rigorous exclusion of oxygen and moisture, necessitating expensive inert gas protection systems and specialized equipment. Furthermore, the removal of trace metal residues from the final active pharmaceutical ingredient (API) or intermediate is a costly and time-consuming purification step, often requiring additional chromatography or scavenging resins to meet stringent regulatory limits. Peroxide-mediated oxidations, while effective, pose serious safety risks due to their potential for thermal runaway and explosion, especially when scaled up. Additionally, these methods frequently exhibit limited substrate scope, failing to accommodate sensitive functional groups or sterically hindered amines, which restricts the chemical diversity accessible to medicinal chemists during lead optimization phases.
The Novel Approach
In stark contrast, the electrochemical method disclosed in CN115747838A offers a streamlined and safer alternative that directly addresses these pain points. By employing an undivided cell setup with inexpensive graphite felt and platinum electrodes, the reaction proceeds efficiently under an air atmosphere, eliminating the need for complex inert gas manifolds. The use of trimethylsilyl azide (TMSN3) as a HAT reagent facilitates the generation of nitrogen-centered radicals under mild electrochemical oxidation, enabling the direct amination of the quinoxalinone core without external chemical oxidants. This not only simplifies the reaction workup but also drastically reduces the generation of hazardous waste streams. The protocol demonstrates exceptional versatility, accommodating a wide range of amine nucleophiles from simple alkyl chains to complex fluorinated structures. This technological shift allows manufacturers to produce high-purity amino-substituted quinoxalinones with reduced operational complexity and enhanced safety profiles.
Mechanistic Insights into Electrochemical HAT-Mediated C3 Amination
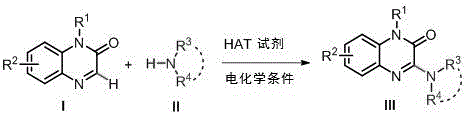
The core innovation of this synthesis lies in the electrochemically induced Hydrogen Atom Transfer (HAT) mechanism, which activates the C3-H bond of the quinoxalinone substrate. Under the applied constant current, the HAT reagent, such as TMSN3, undergoes anodic oxidation to generate a reactive nitrogen-centered radical species. This radical abstracts a hydrogen atom from the C3 position of the quinoxalinone ring, creating a carbon-centered radical intermediate at the target site. Subsequently, this carbon radical couples with the amine nucleophile present in the reaction mixture, followed by oxidation and deprotonation steps to restore aromaticity and yield the final C3-aminated product. The use of tetrabutylammonium tetrafluoroborate (nBu4NBF4) as the supporting electrolyte ensures sufficient conductivity in the acetonitrile/acetone solvent system, facilitating efficient electron transfer at the electrode surface. This mechanistic pathway avoids the formation of high-energy intermediates often associated with thermal radical initiators, thereby minimizing side reactions such as over-oxidation or polymerization.
From an impurity control perspective, this electrochemical route offers distinct advantages over traditional radical chemistry. The rate of radical generation is precisely controlled by the applied current density, preventing the sudden accumulation of reactive species that often leads to byproduct formation. The mild reaction temperature (room temperature) further suppresses thermal degradation pathways and ensures the stability of sensitive functional groups on both the quinoxalinone scaffold and the amine partner. Experimental data from the patent indicates that even with diverse substrates like tert-butylamine or fluorinated ethylamines, the reaction maintains high selectivity for the mono-aminated product. The absence of transition metals eliminates the risk of metal-catalyzed decomposition or isomerization, resulting in a cleaner crude reaction profile. This inherent purity simplifies downstream processing, allowing for efficient isolation of the target compound via standard extraction and column chromatography techniques without the need for specialized metal-scavenging steps.
How to Synthesize 3-Amino Quinoxalinones Efficiently
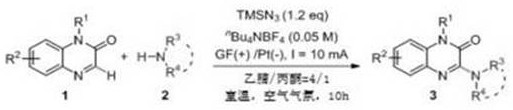
The practical implementation of this electrochemical synthesis is designed for ease of operation, making it highly attractive for process development teams aiming to rapidly prototype new analogs or scale up existing routes. The standard procedure involves dissolving the quinoxalinone starting material, the desired amine, the HAT reagent (TMSN3), and the electrolyte in a mixed solvent system of acetonitrile and acetone. The reaction is conducted in a simple undivided cell equipped with a carbon felt anode and a platinum cathode, stirred under a constant current of 10 mA for approximately 10 hours at room temperature. Upon completion, the reaction mixture is quenched with water and extracted with dichloromethane, followed by drying and concentration. The crude product is then purified using silica gel chromatography with a petroleum ether and ethyl acetate gradient. This straightforward workflow minimizes the requirement for specialized glassware or hazardous reagents, facilitating rapid adoption in both academic and industrial settings.
- Dissolve quinoxalinone substrate, amine nucleophile, TMSN3 (HAT reagent), and nBu4NBF4 electrolyte in an acetonitrile/acetone (4: 1) solvent mixture under air atmosphere.
- Insert carbon felt anode and platinum cathode into the solution and apply a constant current of 10 mA at room temperature for approximately 10 hours.
- Quench the reaction with water, extract with dichloromethane, dry over sodium sulfate, and purify the crude product via silica gel column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain leaders, the adoption of this electrochemical technology translates into tangible strategic benefits regarding cost structure and supply continuity. The elimination of expensive transition metal catalysts such as palladium, rhodium, or iridium removes a significant variable cost component from the manufacturing bill of materials. Furthermore, the reliance on electricity as the primary driving force, rather than stoichiometric chemical oxidants, reduces the consumption of raw materials and the associated logistics of handling hazardous oxidizing agents. The mild reaction conditions also imply lower energy consumption for heating or cooling, contributing to overall operational expenditure reductions. By simplifying the purification process and removing the need for metal scavenging, manufacturers can achieve faster batch turnover times and higher throughput in existing production facilities. These factors collectively enhance the economic viability of producing complex quinoxalinone derivatives, making them more accessible for downstream drug development programs.
- Cost Reduction in Manufacturing: The most significant economic driver of this technology is the complete avoidance of precious metal catalysts, which are subject to volatile market pricing and supply constraints. By substituting these with inexpensive carbon and platinum electrodes and using electricity as the reagent, the direct material costs are substantially lowered. Additionally, the simplified workup procedure reduces the consumption of solvents and silica gel during purification, further driving down the cost of goods sold (COGS). The ability to run reactions in air without inert gas protection also saves on the recurring costs of nitrogen or argon supply, adding another layer of efficiency to the production budget.
- Enhanced Supply Chain Reliability: Dependence on specialized metal catalysts often introduces supply chain fragility, as these materials are sourced from geographically concentrated regions and can be subject to export restrictions or logistical delays. This electrochemical method utilizes commodity chemicals like TMSN3 and standard electrolytes, which are widely available from multiple global suppliers, ensuring a robust and resilient supply chain. The operational simplicity of the process means it can be easily transferred between different manufacturing sites or contract manufacturing organizations (CMOs) without the need for highly specialized equipment or extensive operator training, thereby reducing the risk of production bottlenecks.
- Scalability and Environmental Compliance: The patent data explicitly mentions successful scaling to 10 mmol levels with minimal loss in efficiency, indicating strong potential for kilogram-scale production. The green nature of the process, characterized by the absence of heavy metal waste and the use of low-toxicity solvents, aligns with increasingly stringent environmental regulations globally. This compliance reduces the burden and cost associated with waste disposal and environmental permitting. The modular nature of electrochemical reactors also allows for flexible capacity expansion, enabling manufacturers to respond quickly to fluctuating market demand without massive capital investment in traditional batch reactor infrastructure.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this electrochemical amination technology. These answers are derived directly from the experimental data and technical specifications outlined in the patent documentation, providing clarity for stakeholders evaluating this process for integration into their manufacturing portfolios. Understanding these details is crucial for assessing the feasibility of adopting this method for specific project requirements and ensuring alignment with quality and safety standards.
Q: What are the primary advantages of this electrochemical method over traditional metal-catalyzed amination?
A: This method eliminates the need for expensive transition metal catalysts and harsh chemical oxidants. It operates under mild room temperature conditions in an air atmosphere, significantly reducing safety risks and waste treatment costs associated with heavy metal removal.
Q: Is this synthesis protocol scalable for industrial production?
A: Yes, the patent data indicates successful scaling to 10 mmol levels with less than a 5% decrease in yield. The use of standard graphite and platinum electrodes suggests straightforward adaptability to flow chemistry or larger batch electrochemical reactors.
Q: What is the substrate scope for the amine component in this reaction?
A: The method demonstrates broad compatibility with various amines, including primary alkylamines (propyl, pentyl, hexyl), branched amines (tert-butyl), benzylamines, phenethylamines, and even fluorinated amines, yielding products with high purity.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Amino-Substituted Quinoxalinone Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of electrochemical synthesis in modern pharmaceutical manufacturing. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that innovative laboratory methods like the one described in CN115747838A can be seamlessly translated into robust industrial processes. Our state-of-the-art facilities are equipped with advanced electrochemical reactors and rigorous QC labs capable of meeting stringent purity specifications required by global regulatory agencies. We are committed to delivering high-quality amino-substituted quinoxalinone intermediates that empower your drug discovery and development pipelines with reliable supply and consistent performance.
We invite you to collaborate with our technical team to explore how this green synthesis route can optimize your specific project needs. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your target molecules. We are ready to provide specific COA data and comprehensive route feasibility assessments to demonstrate how our expertise can accelerate your timeline to market while maximizing value efficiency.