Advanced Synthesis of Unsaturated Carbonyl Compounds for Commercial Pharmaceutical Manufacturing
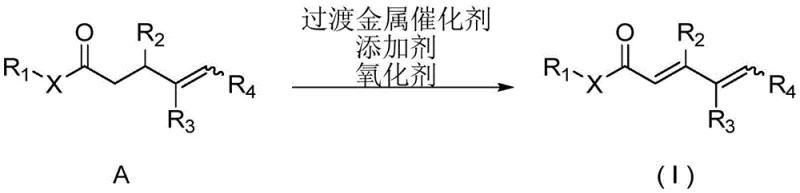
The landscape of organic synthesis is continuously evolving to meet the rigorous demands of modern pharmaceutical manufacturing, particularly in the construction of complex molecular architectures. Patent CN109896918B introduces a groundbreaking methodology for the preparation of unsaturated carbonyl compounds, specifically targeting the efficient synthesis of alpha,beta-unsaturated amides and carboxylic acids. These structural motifs serve as critical building blocks in the development of natural products and novel drug molecules, acting as versatile synthons for further chemical modification. The disclosed technology addresses long-standing challenges in the field by providing a universal direct dehydrogenation method that operates under mild conditions, utilizing a sophisticated transition metal catalytic system to achieve high atom economy and exceptional product purity.
This innovation represents a significant leap forward for reliable pharmaceutical intermediate suppliers seeking to optimize their production pipelines. By leveraging the unique reactivity of gamma,delta-unsaturated carbonyl precursors, the method enables the precise installation of conjugated double bond systems adjacent to carbonyl groups. This capability is essential for accessing a wide array of bioactive compounds, ranging from small molecule therapeutics to complex agrochemical agents. The technical robustness of this approach ensures that manufacturers can consistently deliver high-purity intermediates while adhering to stringent quality control standards required by global regulatory bodies.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of unsaturated carbonyl compounds has relied heavily on the direct dehydrogenation of saturated precursors, a process fraught with significant technical and operational hurdles. Classical strategies typically exploit the ability of carbonyl compounds to form enolates, necessitating the use of stoichiometric amounts of strong bases to facilitate metal insertion at the alpha position. However, this approach is fundamentally flawed when applied to amide or carboxylic acid substrates, as the alpha acidity of these functional groups is inherently weak, making enolate formation difficult and inefficient. Furthermore, the reliance on harsh basic conditions severely restricts the scope of compatible substrates, often leading to decomposition or side reactions with sensitive functional groups present in complex drug intermediates.
Beyond the chemical limitations, conventional methods suffer from substantial environmental and processing drawbacks. The use of strong bases and aggressive oxidizing agents generates large volumes of organic waste, creating a heavy burden on waste treatment facilities and increasing the overall environmental footprint of the manufacturing process. Additionally, these reactions often require prolonged reaction times and complicated post-treatment procedures to remove residual metals and by-products, which drastically reduces production efficiency and increases operational costs. The lack of a universal catalytic means to achieve dehydrogenation for saturated amides and carboxylic acids has long been a bottleneck, forcing chemists to resort to multi-step synthetic routes that are neither economically viable nor sustainable for large-scale commercial production.
The Novel Approach
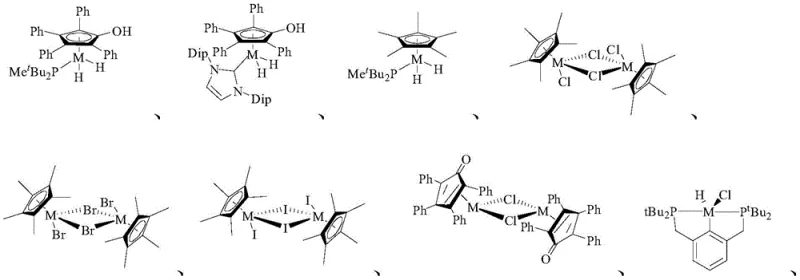
In stark contrast to traditional methodologies, the novel approach detailed in the patent utilizes a transition metal catalytic system that orchestrates a highly efficient and selective dehydrogenation process. By employing specific Iridium or Rhodium catalysts in conjunction with tailored additives and oxidants, the reaction proceeds through a mechanism that bypasses the need for strong bases entirely. Instead, the system leverages the coordination of the gamma,delta-double bond to activate the carbonyl beta-position C-H bond, forming a stable allyl metal intermediate that facilitates facile beta-hydrogen elimination. This mechanistic shift allows for the direct conversion of readily available saturated precursors into valuable unsaturated products with remarkable efficiency.
The operational advantages of this new route are profound, offering a streamlined process that operates safely within a temperature range of 10 to 90 degrees Celsius. The reaction environment is carefully controlled to ensure safety and reproducibility, avoiding the hazards associated with strong oxidizing conditions. Moreover, the process is exceptionally clean, with water identified as the sole by-product, which simplifies downstream purification to a simple silica gel filtration in many cases. This level of simplicity and efficiency translates directly into cost reduction in pharmaceutical intermediate manufacturing, as it eliminates the need for expensive reagents, reduces energy consumption, and minimizes the generation of hazardous waste, aligning perfectly with the principles of green chemistry and sustainable industrial practices.
Mechanistic Insights into Transition Metal Catalyzed Dehydrogenation
The core of this technological advancement lies in the intricate interplay between the transition metal catalyst, the substrate, and the oxidant, which together drive a catalytic cycle of exceptional elegance and power. The mechanism initiates with the coordination of the transition metal to the carbonyl oxygen, directing the activation of the beta-C-H bond rather than the traditionally targeted alpha position. This directional selectivity is crucial, as it allows the catalyst to access reaction pathways that are otherwise inaccessible to standard base-mediated methods. The presence of the gamma,delta-unsaturation in the substrate plays a pivotal role, acting as an internal ligand that stabilizes the metal center and facilitates the formation of a key allyl metal intermediate.
Once formed, this allyl metal species simultaneously enhances the acidity of both the alpha and beta hydrogens relative to the carbonyl group, lowering the energy barrier for beta-hydride elimination. This step is the rate-determining factor in many dehydrogenation reactions, but here it occurs with high facility due to the electronic modulation provided by the metal complex. Following the elimination, the oxidant serves to regenerate the active catalytic species, closing the loop and allowing the cycle to continue with minimal catalyst loading. The synergy between the metal catalyst, silver-based additives, and copper or quinone oxidants ensures that the reaction proceeds with high turnover numbers and minimal deactivation.
From an impurity control perspective, this mechanism offers distinct advantages over competing technologies. Because the reaction avoids the use of strong bases, there is a significant reduction in the formation of racemization by-products or degradation products that often plague base-sensitive substrates. The mild conditions also preserve other sensitive functional groups such as halides, esters, and heterocycles, which are common in advanced drug intermediates. The high selectivity of the C-H activation step ensures that the resulting product profile is clean, with the desired E-isomer predominating, thereby reducing the complexity of purification and ensuring consistent batch-to-batch quality. This level of mechanistic control is essential for R&D teams aiming to scale up complex syntheses without compromising on purity or yield.
How to Synthesize Unsaturated Carbonyl Compounds Efficiently
The practical implementation of this synthesis route is designed to be straightforward and adaptable to various scales of production, from laboratory discovery to commercial manufacturing. The process begins with the selection of an appropriate gamma,delta-unsaturated carbonyl compound, which serves as the foundational scaffold for the transformation. These starting materials are generally commercially available or can be prepared via standard alkylation or condensation reactions, ensuring a reliable supply chain for raw materials. The reaction setup involves dissolving the substrate in a suitable solvent such as 1,4-dioxane or toluene, followed by the sequential addition of the transition metal catalyst, the silver additive, and the oxidant under an inert atmosphere.
- Provide the gamma,delta-unsaturated carbonyl compound A as the starting substrate.
- Add the substrate to a reaction system containing a transition metal catalyst, additive, and oxidant.
- Conduct the reaction at 10 to 90 degrees Celsius to obtain the target unsaturated carbonyl compound.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this novel synthesis route offers compelling strategic advantages that extend far beyond simple chemical yield. The elimination of strong bases and harsh oxidizing agents fundamentally alters the cost structure of the manufacturing process, removing the need for specialized corrosion-resistant equipment and extensive safety protocols associated with hazardous reagents. This simplification of the reaction infrastructure leads to substantial cost savings in capital expenditure and operational maintenance, allowing manufacturers to allocate resources more effectively towards capacity expansion and quality assurance initiatives. Furthermore, the use of readily available and inexpensive starting materials ensures a stable and resilient supply chain, mitigating the risks associated with volatile raw material markets.
- Cost Reduction in Manufacturing: The transition to this catalytic dehydrogenation method drives significant economic efficiency by streamlining the synthetic sequence and reducing reagent costs. By avoiding the use of stoichiometric strong bases and expensive protecting group strategies, the process minimizes material consumption and waste disposal fees. The high atom economy of the reaction means that a larger proportion of the input mass is converted into the final product, directly improving the overall process mass intensity. Additionally, the simplified workup procedure, which often requires only filtration and solvent removal, reduces labor hours and utility consumption, contributing to a lower cost of goods sold and enhanced profit margins for high-volume production runs.
- Enhanced Supply Chain Reliability: The robustness of this catalytic system ensures consistent production output, which is critical for maintaining uninterrupted supply to downstream pharmaceutical customers. The tolerance of the reaction to a wide range of functional groups means that a single platform technology can be applied to synthesize diverse intermediates, reducing the need for multiple specialized production lines. This flexibility allows manufacturers to respond quickly to changing market demands and customize production schedules without extensive retooling. Moreover, the stability of the catalyst system and the mild reaction conditions reduce the likelihood of batch failures or deviations, ensuring that delivery timelines are met with high reliability and predictability.
- Scalability and Environmental Compliance: Scaling this process from kilogram to tonne quantities is facilitated by the inherent safety and controllability of the reaction conditions. The absence of exothermic hazards associated with strong base additions makes the process safer to operate at large scale, reducing the risk of thermal runaways. From an environmental standpoint, the generation of water as the primary by-product aligns with increasingly stringent global regulations on industrial emissions and waste discharge. This eco-friendly profile not only reduces the regulatory burden on the manufacturer but also enhances the brand reputation of the supply chain partners by demonstrating a commitment to sustainable and responsible chemical manufacturing practices.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this unsaturated carbonyl synthesis technology. These answers are derived directly from the experimental data and technical specifications outlined in the patent documentation, providing clarity on the operational parameters and expected outcomes. Understanding these details is crucial for technical teams evaluating the feasibility of integrating this method into their existing manufacturing workflows.
Q: What are the primary limitations of conventional dehydrogenation methods for amides?
A: Traditional methods often require strong bases to form enolates, which limits substrate scope due to weak alpha acidity in amides and carboxylic acids, and generates significant organic waste.
Q: Which transition metal catalysts are effective for this synthesis?
A: The patent specifies that Iridium and Rhodium catalysts, such as MCl3(CH3CN)3 mixtures or MCl(CO)(PPh3)2, are highly effective for catalyzing the dehydrogenation reaction.
Q: How does this method improve environmental compliance?
A: The process produces water as the only by-product, avoids strong oxidizing conditions, and simplifies post-treatment, thereby significantly reducing environmental pollution pressure.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Unsaturated Carbonyl Compounds Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of this advanced dehydrogenation technology in accelerating the development of next-generation therapeutics. As a premier CDMO partner, we possess the technical expertise and infrastructure necessary to translate this innovative chemistry from the laboratory bench to full-scale commercial production. Our team has extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your project moves seamlessly through every stage of development. We are committed to delivering unsaturated carbonyl compounds that meet stringent purity specifications, supported by our rigorous QC labs and state-of-the-art analytical capabilities.
We invite you to collaborate with us to optimize your supply chain and achieve your cost reduction goals. By leveraging our specialized knowledge in transition metal catalysis and process optimization, we can provide a Customized Cost-Saving Analysis tailored to your specific molecular targets. We encourage you to contact our technical procurement team today to request specific COA data and route feasibility assessments. Let us help you navigate the complexities of modern chemical synthesis and secure a reliable, high-quality supply of critical intermediates for your drug development programs.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →