Revolutionizing E-type Beta-Thiocyanatelamide Production for Global Pharmaceutical Supply Chains
The landscape of pharmaceutical intermediate manufacturing is constantly evolving, driven by the need for greener, more efficient, and highly selective synthetic routes. A significant breakthrough in this domain is documented in Chinese patent CN112010722A, which details a novel method for synthesizing E-type β-thiocyanatelamide derivatives. This technology represents a paradigm shift from traditional halogen-mediated processes to a more sustainable, metal-free oxidative thiocyanation strategy. By leveraging ammonium thiocyanate as the sulfur source and potassium persulfate as the oxidant, this method achieves exceptional regioselectivity and stereoselectivity, specifically favoring the E-isomer configuration which is often critical for biological activity in downstream drug candidates. For global procurement teams and R&D directors, understanding the nuances of this patent is essential for securing a reliable pharmaceutical intermediate supplier capable of delivering high-purity materials with consistent quality.
The significance of this invention extends beyond mere academic interest; it addresses fundamental challenges in the commercial scale-up of complex pharmaceutical intermediates. Traditional pathways often suffer from poor stereocontrol, requiring costly and wasteful separation steps to isolate the desired isomer. In contrast, the methodology outlined in CN112010722A streamlines the production workflow, offering a direct route to the target molecules with minimal byproduct formation. This efficiency translates directly into reduced operational expenditures and a smaller environmental footprint, aligning perfectly with the modern chemical industry's push towards green chemistry principles. As we delve deeper into the technical specifics, it becomes clear why this approach is becoming a preferred choice for the cost reduction in API manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of β-thiocyanatelamide derivatives has relied heavily on the use of potassium thiocyanate in conjunction with N-bromosuccinimide (NBS) as an oxidant, typically conducted in solvents like N,N-dimethylformamide or ethanol. While these traditional protocols can generate the desired carbon-sulfur bonds, they are plagued by significant drawbacks that hinder their utility in large-scale industrial applications. The most critical limitation is the lack of stereoselectivity; these reactions often produce a mixture of E and Z isomers, necessitating complex and yield-reducing purification processes to isolate the biologically active E-form. Furthermore, the use of NBS introduces bromine atoms into the waste stream, creating hazardous byproducts that require specialized disposal procedures, thereby increasing the overall cost of production and environmental compliance burdens.
Another major issue with conventional methods is the potential for over-oxidation or side reactions on sensitive functional groups present in complex enamide substrates. The harsh conditions sometimes required to drive these reactions to completion can lead to the degradation of the starting material or the formation of difficult-to-remove impurities, compromising the purity profile of the final product. For a reliable agrochemical intermediate supplier or pharma partner, consistency is key, and the variability inherent in these older methods poses a risk to supply chain stability. Additionally, the reliance on halogenated reagents raises concerns about residual halogen content in the final API, which is strictly regulated by health authorities worldwide. These cumulative factors make the traditional approach less attractive for modern, high-volume manufacturing where efficiency and purity are paramount.
The Novel Approach
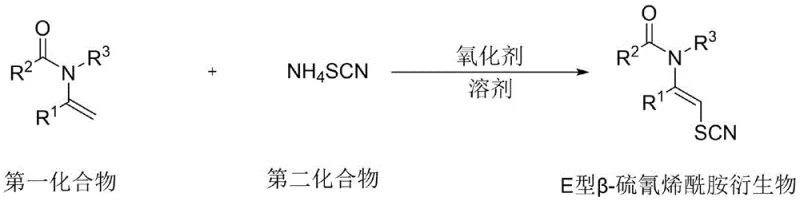
The innovative method described in patent CN112010722A offers a robust solution to these longstanding problems by employing a metal-free oxidative system that operates under mild conditions. By utilizing ammonium thiocyanate as the thiocyanating agent and potassium persulfate as the oxidant in an acetic acid solvent, the reaction proceeds with remarkable efficiency and selectivity. This specific combination of reagents facilitates a radical mechanism that preferentially forms the E-isomer, effectively bypassing the need for difficult isomeric separations. The reaction conditions are notably gentle, typically requiring a temperature of only 60°C, which preserves the integrity of sensitive functional groups and minimizes energy consumption compared to high-temperature alternatives. This温和 nature of the process is a key driver for cost reduction in electronic chemical manufacturing and pharmaceutical sectors alike.
Moreover, the simplicity of the post-reaction workup cannot be overstated. The protocol involves a straightforward quenching with water or brine followed by extraction with ethyl acetate, allowing for the rapid isolation of the crude product. The absence of heavy metal catalysts means there is no need for expensive and time-consuming metal scavenging steps, which are often a bottleneck in pharmaceutical production. The use of acetic acid as a solvent is also advantageous due to its low cost, low toxicity, and ease of removal. This streamlined workflow not only accelerates the production timeline but also significantly reduces the generation of hazardous waste, making it an environmentally superior choice. For supply chain heads, this translates to a more resilient and predictable sourcing strategy for high-purity OLED material precursors or drug intermediates.
Mechanistic Insights into Metal-Free Oxidative Thiocyanation
To fully appreciate the technical merit of this synthesis, one must understand the underlying mechanistic pathway that drives the formation of the E-type β-thiocyanatelamide derivative. The reaction is initiated by the thermal decomposition of potassium persulfate, which generates sulfate radical anions. These highly reactive species abstract a hydrogen atom or interact with the thiocyanate anion to produce thiocyanato radicals. These radicals then add to the electron-rich double bond of the enamide substrate. The regioselectivity is governed by the stability of the resulting carbon-centered radical intermediate, which is stabilized by the adjacent nitrogen atom of the amide group. Subsequent oxidation and deprotonation steps restore the double bond, locking the molecule into the thermodynamically more stable E-configuration. This precise control over the reaction trajectory is what allows for the high stereoselectivity observed in the experimental data.
The control of impurities is another critical aspect of this mechanism that appeals to R&D directors focused on quality. Because the reaction proceeds through a defined radical pathway without transition metals, the impurity profile is much cleaner compared to metal-catalyzed cross-coupling reactions. There is no risk of metal leaching, which is a common failure mode in catalytic processes that can poison downstream catalysts or violate strict regulatory limits on elemental impurities. Furthermore, the mild oxidative power of the persulfate system minimizes the risk of over-oxidizing the sulfur atom to sulfoxides or sulfones, which are common side products in harsher thiocyanation protocols. The result is a product with a superior purity profile right out of the reactor, reducing the burden on downstream purification units. This level of chemical precision ensures that the commercial scale-up of complex polymer additives or pharmaceutical intermediates can proceed with confidence.
How to Synthesize E-type Beta-Thiocyanatelamide Efficiently
Implementing this synthesis in a laboratory or pilot plant setting requires adherence to specific parameters to maximize yield and selectivity. The patent provides a clear blueprint for success, emphasizing the importance of reagent ratios and reaction time. Typically, a molar ratio of 1.0:1.5 between the enamide substrate and ammonium thiocyanate is employed, with an equimolar amount of potassium persulfate relative to the thiocyanate source. The reaction is conducted in acetic acid, with a solvent volume of approximately 3 mL per millimole of substrate, ensuring adequate solubility and heat transfer. Maintaining the temperature at 60°C for a duration of 6 to 12 hours allows the reaction to reach full conversion while maintaining the delicate balance required for E-selectivity. Detailed standardized synthesis steps are provided in the guide below to assist technical teams in replicating these results.
- Mix enamide derivative, ammonium thiocyanate, and potassium persulfate oxidant in acetic acid solvent under air atmosphere.
- Heat the reaction mixture to 60°C and maintain for 6 to 12 hours to ensure complete conversion.
- Quench with water or brine, extract with ethyl acetate, dry over magnesium sulfate, and purify via column chromatography.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, the adoption of this synthesis method offers profound advantages for procurement managers and supply chain leaders looking to optimize their sourcing strategies. The primary benefit lies in the drastic simplification of the raw material supply chain. Ammonium thiocyanate and potassium persulfate are commodity chemicals produced in vast quantities globally, ensuring a stable and secure supply with minimal price volatility. This stands in stark contrast to processes relying on scarce or geographically concentrated precious metal catalysts. By eliminating the need for expensive ligands and metal salts, the direct material costs are significantly lowered, contributing to substantial cost savings in the final product pricing. This economic efficiency makes the technology highly attractive for high-volume applications where margin pressure is intense.
- Cost Reduction in Manufacturing: The elimination of transition metal catalysts removes the necessity for costly metal removal steps, such as charcoal treatment or specialized resin scavenging, which are standard in traditional catalytic processes. This reduction in unit operations directly lowers labor and material costs associated with purification. Furthermore, the use of acetic acid as a solvent is economically favorable compared to high-boiling polar aprotic solvents like DMF, which are difficult to recover and recycle. The overall process intensity is reduced, leading to lower energy consumption per kilogram of product produced. These factors combine to create a leaner manufacturing process that delivers better value without compromising on quality standards.
- Enhanced Supply Chain Reliability: The robustness of this chemical process enhances supply chain reliability by reducing the number of critical failure points. Since the reagents are stable and the reaction conditions are mild, the risk of batch failures due to sensitive catalyst deactivation is virtually eliminated. This consistency ensures that delivery schedules can be met with high certainty, a crucial factor for just-in-time manufacturing models in the pharmaceutical industry. Additionally, the simplicity of the workup procedure allows for faster turnaround times between batches, increasing the overall throughput of the production facility. For buyers, this means a more dependable partner who can respond quickly to fluctuations in demand without compromising product integrity.
- Scalability and Environmental Compliance: Scaling this reaction from gram to ton scale is straightforward due to the absence of exothermic hazards often associated with strong oxidants or unstable intermediates. The mild temperature profile allows for the use of standard glass-lined or stainless steel reactors without the need for specialized cryogenic or high-pressure equipment. From an environmental standpoint, the aqueous waste streams generated are easier to treat compared to those containing heavy metals or halogenated organics. This facilitates compliance with increasingly stringent environmental regulations, reducing the risk of regulatory shutdowns or fines. Consequently, this method supports sustainable growth and long-term operational viability for chemical manufacturers.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the synthesis of E-type β-thiocyanatelamide derivatives. These answers are derived directly from the technical specifications and beneficial effects reported in the patent literature, providing a factual basis for decision-making. Understanding these details helps stakeholders evaluate the feasibility of integrating this technology into their existing supply chains. It clarifies the operational boundaries and quality expectations associated with this advanced synthetic route.
Q: What distinguishes this synthesis method from traditional thiocyanation routes?
A: Unlike traditional methods using N-bromosuccinimide which often lack stereoselectivity, this patent utilizes potassium persulfate to achieve high E-type stereoselectivity without heavy metal catalysts.
Q: Are there residual metal contaminants in the final product?
A: No, the process is entirely metal-free, utilizing organic oxidants and ammonium salts, which significantly simplifies purification and ensures compliance with strict pharmaceutical impurity standards.
Q: Is this process suitable for large-scale commercial production?
A: Yes, the use of inexpensive reagents like ammonium thiocyanate and acetic acid, combined with mild reaction temperatures of 60°C, makes this route highly scalable and cost-effective for industrial manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable E-type Beta-Thiocyanatelamide Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of the synthetic methodologies described in CN112010722A and have integrated similar advanced oxidative strategies into our manufacturing portfolio. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that we can meet the rigorous demands of global pharmaceutical and agrochemical clients. We are committed to delivering products with stringent purity specifications, utilizing our rigorous QC labs to verify that every batch meets the highest standards for stereoselectivity and impurity control. Our infrastructure is designed to handle complex chemistries safely and efficiently, providing a secure foundation for your long-term supply needs.
We invite you to engage with our technical procurement team to discuss how our capabilities align with your specific project requirements. Whether you need a Customized Cost-Saving Analysis for your current supply chain or require specific COA data to validate our quality systems, we are ready to provide comprehensive support. We encourage you to request route feasibility assessments to explore how this metal-free thiocyanation technology can be adapted for your unique molecular targets. Partnering with us ensures access to cutting-edge chemistry backed by a reliable and responsive supply chain infrastructure.