Advanced Purification Technology for Chlorin e6: Enabling Scalable High-Purity Photosensitizer Production
The pharmaceutical industry's demand for high-purity photosensitizers has reached a critical juncture, particularly for agents used in photodynamic therapy (PDT) where impurity profiles directly impact patient safety and efficacy. Patent CN112521392A introduces a transformative purification methodology for Chlorin e6, a second-generation photosensitizer known for its superior red-light absorption and rapid clearance compared to traditional porphyrins. This innovation addresses the longstanding bottleneck where crude synthesis yields products with purity levels hovering between 90% and 96%, which are insufficient for direct clinical application as prodrugs. By leveraging a sophisticated yet operationally simple sequence of alkali salt formation followed by acid dissociation, this technology enables the consistent production of Chlorin e6 with purity exceeding 99%. For global procurement teams and R&D directors, this represents a pivotal shift from complex, equipment-intensive extraction methods to a robust, chemically driven purification strategy that ensures supply chain stability and regulatory compliance.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, achieving pharmaceutical-grade Chlorin e6 has been fraught with significant technical and economic challenges, primarily relying on methods that are inherently difficult to scale. Prior art, such as the techniques disclosed in WO2008054050A1, necessitates the extraction and refinement of chlorophyll a from biological sources like chlorella, followed by complex conversion steps. These legacy processes demand extreme operating conditions, including ultra-low temperatures around -20°C and the utilization of high-speed centrifuges, which drastically increase capital expenditure and energy consumption. Furthermore, the final purity of the Chlorin e6 sodium salt in these conventional routes is inextricably linked to the quality of the starting chlorophyll, introducing unacceptable variability into the supply chain. The reliance on biological extraction also creates bottlenecks in raw material availability, making it nearly impossible to guarantee the continuous, large-volume supply required by multinational pharmaceutical companies developing PDT drugs.
The Novel Approach
In stark contrast, the novel approach detailed in CN112521392A bypasses the fragility of biological extraction by utilizing a chemical purification strategy starting from crude synthetic Chlorin e6. This method capitalizes on the differential solubility properties of Chlorin e6 salts versus the free acid form in specific organic and aqueous solvent systems. By dissolving the crude product in a salt-forming solvent like tetrahydrofuran or acetone and reacting it with an organic base such as meglumine or ethanolamine, the process selectively crystallizes the Chlorin e6 salt while leaving lipophilic impurities in the solution. Subsequent dissociation of this purified salt using acid under controlled pH conditions yields the final high-purity product. This chemical refinement decouples the purity of the final API intermediate from the variability of natural sources, offering a deterministic and reproducible pathway that is ideally suited for industrial amplification and consistent quality control.
Mechanistic Insights into Base-Mediated Salt Formation and Acid Dissociation
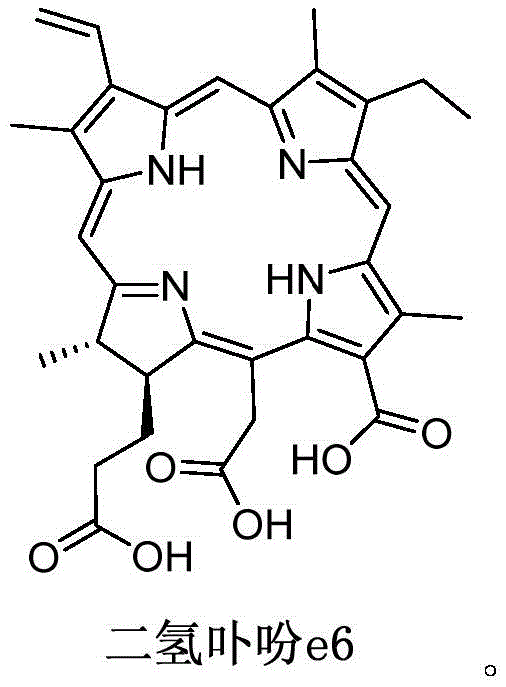
The core of this purification technology lies in the precise manipulation of the molecular solubility and crystallization kinetics of Chlorin e6 through reversible salt formation. Chlorin e6 possesses propionic acid side chains that are amenable to deprotonation by organic bases, forming water-soluble or organic-soluble salts depending on the counter-ion and solvent environment. When a base like meglumine is introduced to the crude solution at elevated temperatures (30-60°C), it reacts with the carboxylic acid groups to form a stable salt complex that exhibits distinct crystallization behavior compared to the neutral impurities present in the crude matrix. This step effectively acts as a molecular filter, where the thermodynamic stability of the salt crystal lattice excludes structurally similar byproducts, thereby enriching the solid phase with the target molecule. The process is conducted under inert gas protection to prevent oxidative degradation of the sensitive chlorin macrocycle, ensuring the structural integrity of the photosensitizer is maintained throughout the purification cycle.
Following the isolation of the high-purity salt, the mechanism shifts to acid-mediated dissociation to recover the free acid form of Chlorin e6. The purified salt is redissolved in a dissociation solvent, typically an aqueous mixture, and the pH is meticulously adjusted to a range of 3-4 using inorganic acids like hydrochloric acid. At this specific pH level, the equilibrium shifts heavily towards the protonated free acid form, which has significantly lower solubility in the aqueous-organic medium compared to its salt counterpart. This sudden decrease in solubility triggers nucleation and crystal growth of the pure Chlorin e6, while any remaining ionic impurities or excess base remain dissolved in the mother liquor. The crystallization is performed at low temperatures (0-10°C) to maximize yield and further refine the crystal habit, resulting in a dry powder that meets the rigorous purity specifications required for downstream drug formulation.
How to Synthesize High-Purity Chlorin e6 Efficiently
The implementation of this purification protocol requires careful attention to solvent selection and temperature control to maximize both yield and purity. The process begins with the dissolution of crude Chlorin e6 in a polar aprotic solvent, followed by the stoichiometric addition of an organic base to drive salt formation. Critical to the success of this operation is the maintenance of an inert atmosphere and protection from light, as the chlorin ring system is susceptible to photo-oxidation. Once the salt is crystallized and filtered, the subsequent acidification step must be performed with precise pH monitoring to ensure complete conversion back to the free acid without inducing decomposition. The detailed standardized synthesis steps, including specific solvent ratios and stirring times optimized for commercial reactors, are outlined in the guide below to facilitate immediate technology transfer.
- Dissolve crude Chlorin e6 in a suitable organic solvent (e.g., THF, acetone) and add an organic base like meglumine at 30-60°C to form the salt.
- Cool the reaction mixture to 0-10°C to induce crystallization of the Chlorin e6 salt, then filter and wash the filter cake.
- Redissolve the salt in an aqueous solvent, adjust pH to 3-4 with acid at 0-10°C to dissociate and crystallize high-purity Chlorin e6.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this purification technology translates into tangible strategic advantages regarding cost structure and supply reliability. By eliminating the need for cryogenic equipment and high-speed centrifuges, the capital intensity of the manufacturing process is significantly reduced, allowing for more competitive pricing models without sacrificing margin. The ability to start from synthetic crude Chlorin e6 rather than biologically extracted chlorophyll removes the seasonality and agricultural variability associated with natural product sourcing, ensuring a steady and predictable flow of materials. Furthermore, the solvents utilized in this process, such as tetrahydrofuran and acetone, are commodity chemicals that are readily available in bulk quantities globally, mitigating the risk of raw material shortages that often plague specialty chemical supply chains.
- Cost Reduction in Manufacturing: The elimination of complex biological extraction steps and the replacement of energy-intensive ultra-low temperature operations with moderate temperature crystallization leads to substantial operational expenditure savings. The process utilizes standard filtration and drying equipment found in most multipurpose pharmaceutical plants, avoiding the need for specialized, high-cost infrastructure. Additionally, the high recovery yields observed in both the salt formation and dissociation steps minimize material loss, ensuring that the overall cost per kilogram of high-purity product is drastically optimized compared to legacy methods.
- Enhanced Supply Chain Reliability: Transitioning to a fully synthetic purification route decouples production from the volatility of agricultural supply chains, providing a robust foundation for long-term supply agreements. The simplicity of the unit operations—dissolution, crystallization, and filtration—reduces the likelihood of batch failures due to equipment malfunction or operator error, thereby enhancing the consistency of delivery schedules. This reliability is critical for pharmaceutical partners who require uninterrupted supply to maintain their own clinical trial timelines and commercial launch plans.
- Scalability and Environmental Compliance: The process is inherently scalable, as the crystallization dynamics are well-understood and can be easily modeled for larger reactor volumes without the mass transfer limitations seen in centrifugation-based methods. Moreover, the use of recyclable organic solvents aligns with modern green chemistry principles, reducing the volume of hazardous waste generated per unit of product. This environmental efficiency not only lowers waste disposal costs but also simplifies regulatory compliance regarding solvent residues and environmental impact assessments.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this purification technology, derived directly from the patent specifications and experimental data. Understanding these details is essential for R&D teams evaluating the feasibility of integrating this route into their existing manufacturing workflows. The answers provided reflect the specific advantages of the salt-formation strategy over traditional extraction methods, highlighting the balance between purity, yield, and operational simplicity.
Q: What purity levels can be achieved with this purification method?
A: The patented method effectively upgrades crude Chlorin e6 with initial purity of 90-96% to over 99% in a single refining cycle, meeting stringent pharmaceutical standards.
Q: Why is salt formation critical for Chlorin e6 purification?
A: Forming a salt with bases like meglumine significantly alters the solubility profile of the molecule, allowing impurities to remain in the mother liquor while the pure salt crystallizes out.
Q: Is this process suitable for large-scale industrial production?
A: Yes, unlike previous methods requiring ultra-low temperatures and complex centrifugation, this process operates at moderate temperatures (0-60°C) and uses standard filtration, making it highly scalable.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Chlorin e6 Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of high-purity intermediates in the development of next-generation photodynamic therapies. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory optimization to full-scale manufacturing is seamless and efficient. We are committed to delivering Chlorin e6 that meets stringent purity specifications through our rigorous QC labs, utilizing advanced analytical techniques to verify the absence of critical impurities and ensure batch-to-batch consistency for your clinical and commercial needs.
We invite you to collaborate with us to leverage this advanced purification technology for your supply chain. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We are prepared to provide specific COA data and comprehensive route feasibility assessments to demonstrate how our optimized manufacturing processes can enhance your project's economic viability and accelerate your time to market.