Advanced Manufacturing of Mupirovir: A Safe, Scalable, and High-Purity Synthetic Route
Introduction to Next-Generation Mupirovir Synthesis
The global demand for effective antiviral therapeutics has placed intense scrutiny on the supply chain security and manufacturing efficiency of key active pharmaceutical ingredients (APIs) like Mupirovir (Molnupiravir). As a critical nucleoside analog with broad-spectrum activity, ensuring a robust, safe, and cost-effective supply of this molecule is paramount for public health readiness. The patent CN113956312A, published in early 2022, introduces a transformative preparation method that addresses the longstanding safety and purity challenges associated with conventional synthetic routes. By shifting from hazardous liquid reagents to stable solid-state alternatives and optimizing the deprotection workflow, this technology offers a compelling value proposition for a reliable API intermediate supplier seeking to mitigate production risks. This report analyzes the technical merits of this innovation, highlighting its potential to redefine cost structures and supply reliability in the antiviral market.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Prior to this innovation, the industrial synthesis of Mupirovir was plagued by significant operational hazards and purification bottlenecks. The first generation of synthetic routes, such as those disclosed in WO2019113463, relied heavily on intermediates that existed as oily substances. These viscous materials necessitated purification via column chromatography, a technique that is notoriously difficult to scale, consumes vast amounts of solvent, and results in substantial product loss, thereby driving up the cost of goods sold (COGS). Furthermore, alternative routes like CN112552288A attempted to bypass chromatography but introduced severe safety liabilities by utilizing aqueous hydroxylamine solutions. These solutions are classified as explosive hazardous compounds, creating unacceptable risks during transportation, storage, and feeding in a large-scale reactor environment. Additionally, these legacy processes often struggled with impurity profiles, frequently yielding products with single impurities exceeding 0.1%, which fails to meet the stringent specifications required for raw material medicaments.
The Novel Approach
The methodology described in patent CN113956312A fundamentally re-engineers the synthesis to prioritize safety and scalability without compromising yield. The core innovation lies in the substitution of dangerous aqueous hydroxylamine with solid hydroxylamine sulfate or hydroxylamine hydrochloride, stabilized by sodium acetate in an alcohol-water solvent system. This shift not only eliminates the explosion hazard but also simplifies the feeding process, allowing for precise stoichiometric control. The subsequent deprotection step utilizes a biphasic system involving dichloromethane or chloroform and hydrochloric acid, which facilitates a clean separation of the product from organic-soluble impurities. This streamlined approach avoids the need for complex chromatographic purification entirely, making it ideally suited for the commercial scale-up of complex pharmaceutical intermediates. The result is a process that is operationally simple, environmentally friendlier due to reduced solvent waste, and capable of delivering high-purity product consistently.
Mechanistic Insights into Solid-State Oxime Formation and Deprotection
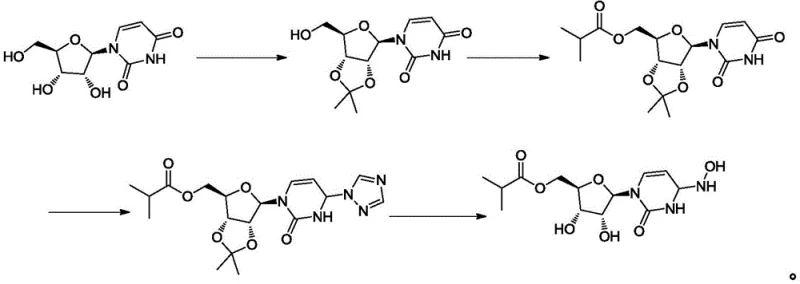
The chemical elegance of this new route is rooted in the precise control of reaction kinetics and phase behavior. In the first step, the conversion of the protected uridine derivative (Formula I) to the oxime intermediate (Formula II) is driven by the in situ generation of free hydroxylamine from the solid salt in the presence of sodium acetate. Conducting this reaction at a controlled temperature range of 70-80°C for 17-20 hours ensures complete conversion while minimizing thermal degradation. The use of solid reagents ensures a steady, controlled release of the reactive species, preventing the localized exotherms that can occur with liquid additions. This controlled environment is critical for maintaining the stereochemical integrity of the ribose sugar moiety, which is essential for the biological activity of the final antiviral agent. The high molar yield observed in examples (often exceeding 90%) indicates that side reactions are effectively suppressed under these specific conditions.
Equally important is the mechanism of impurity control during the final deprotection and isolation stages. The patent identifies two primary impurities: the unreacted intermediate (Impurity 1) and a hydrolysis byproduct (Impurity 2). The structural difference of Impurity 2 is shown below, highlighting its increased polarity.
The process leverages the distinct solubility profiles of these impurities to achieve purification. During the acid-catalyzed deprotection in chlorinated solvents, the reaction conditions (0-5°C) are tightly controlled to prevent over-hydrolysis. Post-reaction, the mixture is treated with a weak base and water. Crucially, the final Mupirovir product exhibits high solubility in the aqueous phase, whereas Impurity 1 remains soluble in the organic dichloromethane or chloroform phase. This allows for a highly efficient liquid-liquid extraction where the organic layer containing the starting material impurity is discarded. Furthermore, Impurity 2, being highly water-soluble, is effectively washed away during the final recrystallization of the product from purified water. This dual-phase purification strategy ensures that the final API meets the rigorous purity standard of >99.8%, a critical metric for regulatory approval and patient safety.
How to Synthesize Mupirovir Efficiently
Implementing this synthesis route requires strict adherence to the temperature and stoichiometric parameters defined in the patent to maximize yield and safety. The process is divided into two distinct stages: the formation of the oxime intermediate using solid reagents, followed by the acidic deprotection and crystallization. Operators must ensure that the solid hydroxylamine salts are fully dissolved and reacted under the specified thermal conditions before proceeding to the deprotection step, where low-temperature control is vital to prevent degradation. The following guide outlines the standardized operational framework derived from the patent examples, providing a roadmap for laboratory validation and pilot plant trials.
- React the protected uridine derivative (Formula I) with sodium acetate and solid hydroxylamine sulfate or hydrochloride in an alcohol-water solvent system at 70-80°C to form the oxime intermediate (Formula II).
- Treat the isolated intermediate (Formula II) with hydrochloric acid in a chlorinated solvent (dichloromethane or chloroform) at 0-5°C to remove protecting groups.
- Perform a biphasic workup and water recrystallization to separate the final Mupirovir product from organic-soluble and water-soluble impurities, achieving >99.8% purity.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the transition to this novel synthetic route offers tangible strategic benefits that extend beyond mere technical feasibility. The elimination of hazardous liquid reagents and chromatographic purification steps translates directly into a more resilient and cost-efficient supply chain. By adopting this method, manufacturers can significantly reduce the logistical burden associated with handling explosive materials, thereby lowering insurance costs and simplifying regulatory compliance. The robustness of the process also意味着 a more predictable production schedule, reducing the risk of batch failures that can disrupt global supply continuity.
- Cost Reduction in Manufacturing: The most immediate financial impact comes from the complete removal of column chromatography. In traditional fine chemical manufacturing, chromatography is a major cost driver due to the high consumption of silica gel and organic solvents, as well as the low throughput it imposes on production lines. By replacing this with a crystallization-based purification, the process drastically reduces solvent usage and waste disposal costs. Furthermore, the use of inexpensive, stable solid reagents like hydroxylamine sulfate instead of specialized hazardous liquids lowers raw material procurement costs. The high molar yields reported in the patent examples indicate minimal material loss, further optimizing the overall cost structure for cost reduction in pharmaceutical intermediates manufacturing.
- Enhanced Supply Chain Reliability: Supply chain resilience is heavily dependent on the safety and stability of raw materials. Aqueous hydroxylamine solutions require special hazardous material shipping protocols and have limited shelf lives, creating potential bottlenecks. In contrast, solid hydroxylamine salts are stable, easy to store, and widely available commodity chemicals. This switch mitigates the risk of supply interruptions caused by transportation restrictions on hazardous goods. Additionally, the simplified workflow reduces the dependency on highly specialized operational expertise, allowing for more flexible manufacturing scheduling and faster turnaround times for reducing lead time for high-purity pharmaceutical intermediates.
- Scalability and Environmental Compliance: As environmental regulations tighten globally, the ability to minimize organic solvent waste is a competitive advantage. This process minimizes the volume of organic solvents required for purification by relying on aqueous recrystallization and phase separation. The absence of silica waste from chromatography columns further reduces the environmental footprint of the manufacturing process. The patent explicitly demonstrates successful scaling to the 100kg level, proving that the chemistry holds up under industrial conditions. This scalability ensures that suppliers can meet surging demand without the need for complex process re-engineering, securing a long-term, sustainable supply of high-purity pharmaceutical intermediates.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this Mupirovir synthesis method. These answers are derived directly from the experimental data and beneficial effects described in patent CN113956312A, providing clarity on safety, purity, and operational parameters for stakeholders evaluating this technology for adoption.
Q: How does this new method improve safety compared to traditional Mupirovir synthesis?
A: Traditional routes often utilize aqueous hydroxylamine solutions, which are explosive and hazardous to transport and handle. This patented method replaces them with stable solid hydroxylamine salts (sulfate or hydrochloride), significantly reducing explosion risks and simplifying logistics for industrial scale-up.
Q: What is the achieved purity level of Mupirovir using this process?
A: The process is designed to achieve exceptional purity levels exceeding 99.8%. This is accomplished through a specific biphasic deprotection strategy and water-based recrystallization that effectively removes both unreacted intermediates and hydrolysis byproducts without needing column chromatography.
Q: Is this synthesis route suitable for large-scale commercial production?
A: Yes, the method eliminates the need for column chromatography, which is a major bottleneck in scaling. It has been successfully demonstrated at the 100kg scale in the patent examples, proving its viability for ton-level commercial manufacturing with consistent yield and quality.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Mupirovir Supplier
The technological advancements detailed in patent CN113956312A represent a significant leap forward in the manufacturing of antiviral nucleoside analogs. At NINGBO INNO PHARMCHEM, we recognize the critical importance of translating such innovative laboratory processes into robust commercial realities. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production. Our state-of-the-art facilities are equipped to handle the specific requirements of this synthesis, including the safe handling of solid reagents and the precise temperature control needed for the deprotection steps. We maintain stringent purity specifications and operate rigorous QC labs to ensure that every batch of Mupirovir meets the >99.8% purity threshold required for global pharmaceutical markets.
We invite procurement leaders and R&D directors to collaborate with us to leverage this superior synthetic route for your supply chain. By partnering with our technical team, you can access a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact our technical procurement team today to request specific COA data and route feasibility assessments, ensuring that your organization secures a safe, compliant, and cost-effective supply of this vital antiviral intermediate.