Advanced Solid-Phase Synthesis of Octreotide: Overcoming Traditional Process Limitations for Commercial Scale
Advanced Solid-Phase Synthesis of Octreotide: Overcoming Traditional Process Limitations for Commercial Scale
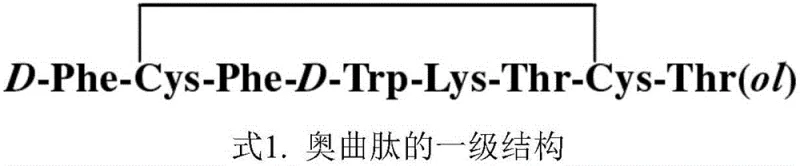
The pharmaceutical industry continuously seeks robust manufacturing pathways for complex polypeptides, and recent intellectual property developments highlight significant strides in this domain. Specifically, patent CN111378009A, published in July 2020, discloses a novel preparation method for octreotide that fundamentally rethinks the solid-phase carrier strategy. Octreotide, a cyclic octapeptide analogue of human somatostatin, is a critical therapeutic agent used globally for treating acromegaly and gastrointestinal tumors. The structural complexity of this molecule, characterized by a specific sequence of D- and L-amino acids bridged by a disulfide bond, presents unique challenges in synthesis. As illustrated in the primary structure below, the precise arrangement of residues such as D-Phe, D-Trp, and the Cys-Cys bridge is paramount for biological activity.
This patented technology addresses long-standing inefficiencies in octreotide production by utilizing 4-benzyloxybenzaldehyde resin as a solid-phase carrier. Unlike conventional approaches that rely on chlorinated resins or complex liquid-phase linker syntheses, this method facilitates the direct formation of a stable acetal between N-(9-fluorenylmethoxycarbonyl)-threoninol (Fmoc-Thr-Ol) and the aldehyde groups on the resin. This innovation not only streamlines the workflow but also effectively mitigates issues related to high costs, excessive side reactions, and procedural complexity that have historically plagued the manufacturing of this high-value pharmaceutical intermediate.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of octreotide has been dominated by two primary methodologies: liquid-phase synthesis and traditional solid-phase peptide synthesis (SPPS). Liquid-phase methods, while capable of producing high-quality material, are notoriously labor-intensive, involving numerous isolation and purification steps that extend the production周期 significantly. In the realm of solid-phase synthesis, the industry has largely relied on chlorinated resins or their analogues to anchor the growing peptide chain. However, these traditional resins exhibit a critical bottleneck: the conjugation efficiency between the chlorinated resin and threoninol is often suboptimal. This inefficiency necessitates the use of excessive amounts of threoninol to drive the reaction, resulting in substantial raw material waste and increased resin consumption.
Furthermore, the low coupling efficiency leads to a higher burden on downstream processing, as extensive solvent washing is required to remove unreacted starting materials and by-products, thereby inflating both environmental impact and operational costs. Alternative strategies involving ester reduction to generate the necessary threoninol moiety on the resin have also proven problematic. These methods frequently employ strong reducing agents, such as sodium borohydride, which can induce unwanted racemization of chiral centers and trigger various side reactions that compromise the purity of the final API intermediate. Additionally, approaches that attempt to solve the linkage issue by pre-synthesizing linkers in the liquid phase add layers of complexity, requiring separate quality control measures and extending the overall manufacturing timeline.
The Novel Approach
The methodology outlined in patent CN111378009A represents a paradigm shift by leveraging the reactivity of aldehyde functionalities on the solid support. By employing 4-benzyloxybenzaldehyde resin, the process enables the direct condensation of Fmoc-Thr-Ol with the resin's aldehyde groups in the presence of an acid catalyst, such as p-toluenesulfonic acid. This reaction forms a stable acetal linkage that serves as a robust anchor for the subsequent peptide elongation. A distinct advantage of this chemical transformation is the ease of purification; by-products generated during the acetal formation can be effectively removed through simple washing steps, eliminating the need for complex chromatographic separations at this early stage.
This all-solid-phase strategy effectively bypasses the need for liquid-phase linker synthesis, thereby collapsing multiple process steps into a single, continuous workflow on the resin. The stability of the acetal bond ensures that the C-terminal threonine residue remains securely attached throughout the rigorous cycles of deprotection and coupling required to build the octapeptide chain. Consequently, this approach not only simplifies the operational protocol but also enhances the overall yield and purity profile of the crude peptide prior to final purification, offering a compelling solution for cost reduction in pharmaceutical intermediates manufacturing.
Mechanistic Insights into Acetal-Mediated Solid Phase Synthesis
The core chemical innovation lies in the acid-catalyzed formation of the acetal bond between the hydroxyl group of Fmoc-Thr-Ol and the aldehyde moiety of the 4-benzyloxybenzaldehyde resin. In the presence of a catalyst like p-toluenesulfonic acid (TsOH), the reaction proceeds through a hemiacetal intermediate which subsequently dehydrates to form the stable acetal linkage. This mechanism is particularly advantageous because it avoids the use of harsh alkylating agents or strong reducing conditions that could jeopardize the stereochemical integrity of the threonine residue. The molar ratios employed, typically ranging from 1:3 for Fmoc-Thr-Ol relative to the resin loading, ensure high conversion rates while minimizing reagent excess. The reaction is typically conducted under reflux in anhydrous chloroform for 8 to 24 hours, allowing sufficient time for the equilibrium to favor the formation of the desired resin-bound species.
Once the initial anchor is established, the synthesis proceeds via standard Fmoc-based solid-phase peptide synthesis protocols. The Fmoc protecting group is removed using a mixture of piperidine and dimethylformamide, exposing the free amine for the next coupling cycle. Amino acids are coupled sequentially from the C-terminus to the N-terminus using potent condensing agents such as HBTU, HATU, or PyBOP in combination with additives like HOBt and bases like DIEA. The choice of protecting groups is critical; for instance, trityl groups are used for cysteine side chains to prevent premature disulfide formation, while t-butyl groups protect the hydroxyls of threonine. This careful orchestration of protecting group chemistry ensures that side reactions are minimized, and the linear peptide chain grows with high fidelity on the solid support.
Following the assembly of the full linear sequence, the peptide is cleaved from the resin using a trifluoroacetic acid (TFA) based cocktail containing scavengers like phenol, thioanisole, and triethylsilane. This step simultaneously removes the side-chain protecting groups and releases the reduced octreotide into solution. The final crucial step involves the oxidative cyclization to form the intramolecular disulfide bond between the two cysteine residues at positions 2 and 7. This can be achieved using dissolved oxygen from air or controlled addition of hydrogen peroxide at a neutral to slightly basic pH. The formation of this cyclic structure is essential for the conformational stability and receptor binding affinity of the final drug substance, completing the transformation from a linear resin-bound precursor to the bioactive cyclic octapeptide.
How to Synthesize Octreotide Efficiently
The synthesis of octreotide via this novel aldehyde resin method offers a streamlined pathway that is highly attractive for process development teams aiming to optimize production workflows. The procedure begins with the preparation of the Fmoc-Thr-resin complex, followed by iterative cycles of deprotection and coupling to elongate the peptide chain. Once the full sequence is assembled, the peptide is cleaved, oxidized, and purified to meet stringent pharmaceutical standards. For process chemists and R&D directors looking to implement this technology, understanding the specific reagent ratios and reaction conditions detailed in the patent is essential for successful replication and scale-up. The detailed standardized synthesis steps, including specific molar equivalents and reaction times, are outlined in the guide below.
- Condense Fmoc-Thr-Ol with 4-benzyloxybenzaldehyde resin using a p-toluenesulfonic acid catalyst to form a stable Fmoc-Thr-resin acetal compound.
- Perform sequential Fmoc deprotection and amino acid coupling from the C-terminus to the N-terminus to build the protected octreotide chain on the resin.
- Cleave the peptide from the resin using a trifluoroacetic acid mixture, followed by oxidation (using air or hydrogen peroxide) to form the critical disulfide bond.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain leaders, the adoption of this advanced solid-phase synthesis method translates into tangible strategic benefits beyond mere technical elegance. The elimination of liquid-phase linker pre-synthesis removes a significant bottleneck from the supply chain, reducing the number of external raw materials that require sourcing and quality verification. By consolidating the process onto a single solid-phase platform, manufacturers can achieve a more streamlined operation that requires less equipment footprint and reduces the complexity of batch record management. This simplification directly correlates to enhanced operational efficiency, allowing production facilities to respond more agilely to market demands for this critical pharmaceutical intermediate.
- Cost Reduction in Manufacturing: The primary driver for cost optimization in this process is the significant reduction in solvent consumption and raw material waste. Traditional chlorinated resin methods often require large excesses of threoninol to compensate for poor coupling efficiency, leading to inflated material costs. In contrast, the high efficiency of the acetal formation on aldehyde resin minimizes reagent usage. Furthermore, the ability to wash away by-products directly on the resin eliminates the need for expensive and time-consuming intermediate purification steps, such as column chromatography, prior to the final cleavage. This reduction in unit operations leads to substantial savings in labor, energy, and consumables, driving down the overall cost of goods sold without compromising quality.
- Enhanced Supply Chain Reliability: Supply chain resilience is bolstered by the simplified raw material profile of this method. By avoiding the need for specialized, pre-synthesized linkers that may have limited supplier availability, manufacturers can rely on commodity chemicals like 4-benzyloxybenzaldehyde resin and standard Fmoc-amino acids. The robustness of the acetal linkage also reduces the risk of batch failures due to premature cleavage or side reactions, ensuring higher consistency in production output. This reliability is crucial for maintaining continuous supply to downstream formulation partners, minimizing the risk of stockouts for the final drug product and ensuring uninterrupted treatment for patients relying on octreotide therapy.
- Scalability and Environmental Compliance: From an environmental and scalability perspective, the all-solid-phase nature of this process offers distinct advantages. The reduction in solvent usage not only lowers costs but also diminishes the volume of hazardous waste generated, facilitating easier compliance with increasingly strict environmental regulations. The process is inherently scalable, as solid-phase reactors can be easily expanded from laboratory to pilot and commercial scales with minimal process re-engineering. The avoidance of strong reducing agents like sodium borohydride further enhances safety profiles by eliminating the handling of pyrophoric or hazardous reagents, creating a safer working environment and reducing the regulatory burden associated with hazardous material storage and disposal.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this octreotide synthesis technology. These insights are derived directly from the comparative data and process descriptions found in the patent literature, providing a clear understanding of how this method differentiates itself from legacy processes. Understanding these nuances is vital for stakeholders evaluating the feasibility of adopting this route for commercial manufacturing.
Q: What are the primary advantages of using aldehyde resin over chlorinated resin for octreotide synthesis?
A: Traditional chlorinated resins often suffer from low conjugation efficiency with threoninol, leading to excessive reagent waste and complex washing procedures. The aldehyde resin method forms a stable acetal directly, significantly simplifying the process and reducing solvent consumption.
Q: How does this method prevent racemization compared to ester reduction techniques?
A: Previous methods utilizing ester reduction with strong reducing agents like sodium borohydride were prone to causing racemization and side reactions. The direct acetal formation on the solid phase avoids these harsh reduction conditions, preserving the stereochemical integrity of the amino acids.
Q: Is this solid-phase process suitable for large-scale commercial production?
A: Yes, the method eliminates the need for liquid-phase pre-synthesis of linkers, which traditionally increases process time and quality control complexity. The all-solid-phase approach allows for easier filtration and washing, making it highly scalable for industrial manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Octreotide Supplier
The technological advancements detailed in patent CN111378009A underscore the evolving landscape of peptide manufacturing, where efficiency and purity are paramount. At NINGBO INNO PHARMCHEM, we recognize the critical importance of adopting such innovative synthetic routes to meet the rigorous demands of the global pharmaceutical market. As a premier CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that complex molecules like octreotide can be manufactured with consistent quality and reliability. Our state-of-the-art facilities are equipped with rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of high-purity octreotide delivered meets the highest international standards.
We invite pharmaceutical companies and research institutions to collaborate with us to leverage these advanced synthesis capabilities for their pipeline projects. Whether you require custom synthesis services or bulk supply of intermediates, our technical team is ready to provide a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact our technical procurement team today to request specific COA data and route feasibility assessments, and let us demonstrate how our expertise in solid-phase peptide synthesis can accelerate your development timelines and optimize your supply chain.