Advanced Solid-Phase Fragment Synthesis of Exenatide for Commercial Scale-Up
The pharmaceutical landscape for Type 2 diabetes treatment continues to evolve, with Exenatide standing out as a critical GLP-1 receptor agonist. However, the commercial viability of this polypeptide has historically been constrained by the limitations of traditional synthetic routes. Patent CN110964097B introduces a transformative solid-phase fragment synthesis method that addresses these bottlenecks head-on. By strategically dividing the 39-amino acid sequence into manageable segments—specifically a base [1-19] resin, a critical Fragment I [20-24], and a C-terminal Fragment II [36-39]—this innovation achieves a remarkable total yield of approximately 50% and a final purity exceeding 99.7%. This represents a significant leap forward from the 10-21% yields typical of conventional stepwise approaches, offering a robust pathway for reliable exenatide supplier operations globally.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Exenatide has relied heavily on linear solid-phase peptide synthesis (SPPS) or less efficient fragment condensation strategies. Linear stepwise synthesis, while conceptually simple, faces severe challenges as the peptide chain grows, particularly due to the formation of secondary structures like beta-sheets which hinder reagent access to the growing chain end. This phenomenon is notoriously problematic around the Valine-21 and Glutamic acid clusters, leading to incomplete couplings and the accumulation of deletion impurities such as De-Glu24. Furthermore, existing fragment methods often struggle with the steric hindrance encountered when coupling large peptide segments onto the resin, resulting in mediocre yields around 30% and necessitating complex purification protocols that drive up costs and extend lead times for high-purity polypeptides.
The Novel Approach
The methodology disclosed in CN110964097B circumvents these issues through a hybrid strategy that optimizes both fragment independence and sequential elongation. Instead of attempting to couple the entire difficult mid-section at once, the process isolates the sterically demanding [20-24] sequence (Arg-Val-Ala-Glu-Glu) as a distinct Fragment I. This fragment is synthesized separately with high purity (>97%) and then coupled to the [1-19] resin. Subsequently, the chain is extended stepwise from residue 25 to 35 before the final ligation of Fragment II. This approach effectively breaks the 'difficult sequence' barrier, minimizing aggregation and maximizing coupling efficiency at every stage. The result is a streamlined workflow that drastically simplifies impurity control and enhances the overall throughput of complex polypeptide manufacturing.
Mechanistic Insights into Fragment Condensation and Side-Chain Protection
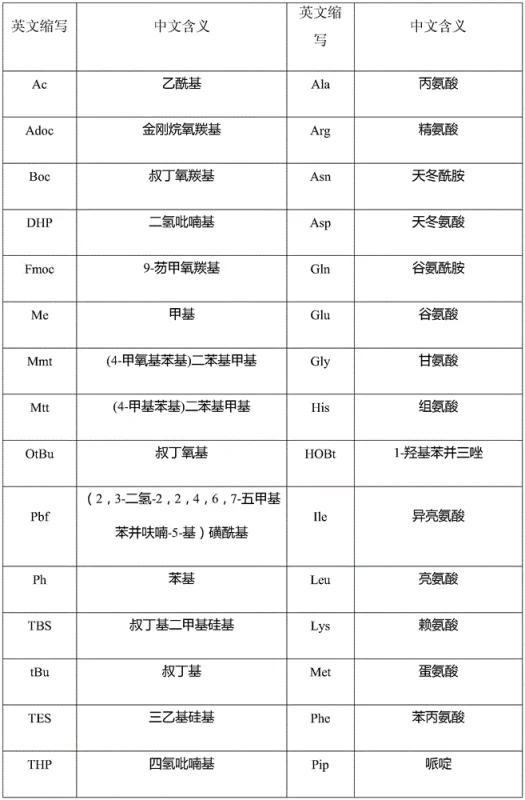
The success of this synthesis relies heavily on a meticulously designed protecting group strategy that balances stability during coupling with ease of removal during final cleavage. For the sensitive side chains, the patent advocates for the use of acid-labile groups compatible with Fmoc chemistry. Specifically, the guanidino group of Arginine is protected with Pbf (2,2,4,6,7-pentamethyldihydrobenzofuran-5-sulfonyl), which offers superior stability against piperidine deprotection compared to older Mtr groups. Similarly, the imidazole ring of Histidine in Fragment II is protected with Trt (trityl), while Lysine and Tryptophan utilize Boc protection. This specific combination prevents side reactions such as aspartimide formation or racemization during the activation steps, ensuring that the stereochemical integrity of the final API is maintained throughout the rigorous synthesis cycle.
Furthermore, the coupling mechanism leverages potent activation systems to overcome the inherent sluggishness of peptide bond formation in crowded environments. The use of condensing agents like DIC (N,N'-Diisopropylcarbodiimide) or HBTU in conjunction with additives like HOBt (1-Hydroxybenzotriazole) facilitates the formation of active esters that react rapidly with the free amino groups on the resin. The patent highlights that performing these couplings at room temperature with optimized solvent systems (such as DMF or DCM mixtures) ensures uniform swelling of the resin beads, allowing reagents to penetrate the polymer matrix effectively. This mechanistic precision is crucial for preventing the 'deletion sequences' that plague lower-quality synthesis routes, thereby delivering a product that meets the stringent purity specifications required for injectable therapeutics.
How to Synthesize Exenatide Efficiently
Implementing this advanced synthesis route requires precise adherence to the fragment preparation and ligation sequences outlined in the patent data. The process begins with the preparation of the foundational [1-19] resin, followed by the independent assembly of the critical middle and C-terminal fragments. Each coupling step must be monitored rigorously, typically using ninhydrin tests, to ensure quantitative reaction completion before proceeding to deprotection. The detailed standardized synthesis steps see the guide below for a comprehensive breakdown of reagent ratios and reaction times.
- Synthesize the base Fragment [1-19] resin using MBHA resin and standard Fmoc chemistry with appropriate side-chain protection.
- Independently synthesize Fragment I (residues 20-24) and Fragment II (residues 36-39) to overcome steric hindrance and beta-sheet formation issues.
- Couple Fragment I to the base resin, extend stepwise to residue 35, and finally ligate Fragment II followed by global deprotection and purification.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the shift from traditional linear synthesis to this optimized fragment method translates directly into tangible operational benefits. The primary advantage lies in the substantial increase in crude yield, which moves from the double digits of legacy processes to approximately 50%. This efficiency gain means that less raw material is consumed per kilogram of final API, fundamentally altering the cost structure of production. Additionally, the reduction in synthesis steps and the avoidance of difficult 'on-resin' couplings in problematic regions significantly lowers the risk of batch failures, ensuring a more predictable and stable supply of this critical diabetes medication.
- Cost Reduction in Manufacturing: The elimination of repetitive, low-yield coupling cycles in the difficult mid-sequence region leads to significant savings in expensive protected amino acids and coupling reagents. By synthesizing the challenging [20-24] segment separately, the process avoids the wastage associated with failed on-resin extensions. Furthermore, the higher crude purity (>74% before purification) reduces the load on downstream preparative HPLC columns, extending their lifespan and lowering solvent consumption during the purification phase, which is traditionally the most costly part of peptide manufacturing.
- Enhanced Supply Chain Reliability: The modular nature of this synthesis allows for parallel processing of fragments. While the [1-19] resin is being prepared, Fragment I and Fragment II can be synthesized simultaneously in separate reactors. This parallelization capability drastically shortens the overall production cycle time compared to strictly linear methods. For supply chain heads, this means faster turnaround times for custom orders and a greater ability to respond to sudden spikes in market demand without compromising on the quality or consistency of the final product.
- Scalability and Environmental Compliance: The method utilizes standard, commercially available reagents and solvents like DMF, DCM, and TFA, which are well-understood in terms of waste management and recycling. The simplified workflow generates less complex waste streams compared to methods requiring exotic catalysts or multiple phase transfers. This makes the scale-up from pilot kilograms to multi-ton commercial production smoother and more compliant with increasingly strict environmental regulations, securing the long-term viability of the manufacturing site.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this solid-phase fragment synthesis technology. These insights are derived directly from the experimental data and beneficial effects described in the patent documentation, providing clarity on how this method outperforms legacy techniques in terms of yield, purity, and operational simplicity.
Q: How does this fragment method improve yield compared to traditional stepwise synthesis?
A: Traditional stepwise synthesis often suffers from cumulative yield loss and difficult couplings at specific residues like Val21. By isolating the difficult [20-24] segment as a pre-formed fragment, this method avoids beta-sheet aggregation during the critical elongation phase, boosting total yield from typical ranges of 10-21% to approximately 50%.
Q: What specific protecting groups are recommended for the side chains in this process?
A: The patent specifies a robust protecting group strategy to ensure stability during synthesis and clean removal during cleavage. Key groups include Pbf for Arginine, OtBu for Aspartic and Glutamic acids, Boc for Lysine and Tryptophan, and Trt for Histidine, Asparagine, and Glutamine, ensuring minimal side reactions and high final purity.
Q: Is this synthesis method suitable for large-scale industrial production?
A: Yes, the method is explicitly designed for industrial scalability. By simplifying the coupling steps and utilizing standard reagents like DIC/HOBt and TFA cleavage cocktails, the process reduces operational complexity and waste generation, making it highly viable for commercial metric-ton scale manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Exenatide Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from patent literature to commercial reality requires deep technical expertise and robust infrastructure. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of CN110964097B are fully realized in our manufacturing facilities. We maintain stringent purity specifications and operate rigorous QC labs equipped with state-of-the-art analytical instrumentation to verify that every batch of Exenatide meets the highest global pharmacopeial standards before it leaves our dock.
We invite potential partners to engage with our technical procurement team to discuss how this advanced synthesis route can optimize your supply chain. By requesting a Customized Cost-Saving Analysis, you can gain a clear understanding of the economic advantages specific to your volume requirements. We encourage you to contact us today to obtain specific COA data and route feasibility assessments, ensuring that your project moves forward with a partner dedicated to quality, efficiency, and long-term supply security.