Advanced Synthesis of Tranexamic Acid via Diels-Alder Reaction for Commercial Scale-Up
Advanced Synthesis of Tranexamic Acid via Diels-Alder Reaction for Commercial Scale-Up
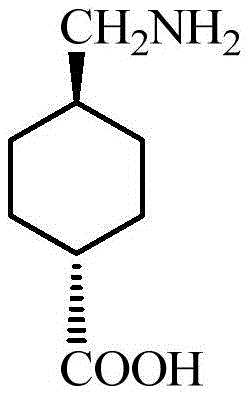
The pharmaceutical industry continuously seeks more efficient pathways for producing critical hemostatic agents, and the recent disclosure in patent CN113956173A presents a transformative approach to the synthesis of tranexamic acid. This innovative methodology departs from conventional reliance on benzoic acid derivatives, instead leveraging a regioselective Diels-Alder cycloaddition followed by asymmetric hydrogenation to construct the core cyclohexane scaffold. By utilizing mild reaction conditions ranging from 20°C to 50°C and employing advanced chiral catalysis, this process addresses long-standing challenges regarding isomer separation and energy consumption. For R&D directors and procurement specialists alike, this represents a significant opportunity to optimize the supply chain for high-purity pharmaceutical intermediates while ensuring strict adherence to quality standards required for global regulatory compliance.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial production of tranexamic acid has heavily relied on the hydrogenation of p-toluic acid or other benzoic acid derivatives, a pathway fraught with inherent inefficiencies and safety concerns. The reduction of the aromatic benzene ring to a cyclohexane ring typically necessitates severe reaction conditions, including high temperatures and elevated hydrogen pressures, which place significant stress on reactor equipment and increase operational expenditures. Furthermore, these harsh conditions often lead to the formation of various by-products and incomplete reduction impurities, complicating the purification process and lowering the overall yield of the desired active pharmaceutical ingredient. Perhaps most critically, traditional non-stereoselective routes generate a mixture of cis and trans isomers, where the cis-isomer is biologically inactive, necessitating complex and costly separation steps to isolate the therapeutically effective trans-form.
The Novel Approach
In stark contrast, the methodology outlined in CN113956173A constructs the cyclohexane ring directly through a Lewis acid-catalyzed Diels-Alder reaction between 2-(aminomethyl)-1,3-butadiene and acrylic acid. This strategic shift eliminates the need for energetically demanding aromatic ring reduction, allowing the synthesis to proceed under remarkably mild conditions that enhance both safety and selectivity. The subsequent hydrogenation step utilizes a solid-supported Ru(OAc)2-BINAP catalyst, which not only facilitates the saturation of the double bond but also imposes high stereoselectivity to favor the trans-configuration directly. This streamlined two-step synthetic sequence, followed by a precise crystallization protocol, results in a product with superior purity profiles and controlled particle morphology, effectively bypassing the bottlenecks associated with legacy manufacturing technologies.
Mechanistic Insights into Lewis Acid-Catalyzed Cycloaddition and Asymmetric Hydrogenation
The core of this technological breakthrough lies in the precise orchestration of the Diels-Alder cycloaddition, where a Lewis acid catalyst such as aluminum trichloride or ferric chloride activates the dienophile, acrylic acid, to react with the diene, 2-(aminomethyl)-1,3-butadiene. This activation lowers the activation energy of the reaction, enabling the formation of the 4-(aminomethyl)-3-cyclohexene-1-carboxylic acid intermediate at temperatures as low as 20°C to 50°C in an alcohol solvent. The regioselectivity of this step is crucial, as it ensures the correct positioning of the aminomethyl and carboxylic acid groups on the cyclohexene ring, setting the stage for the final stereochemical outcome. By avoiding thermal cycloaddition which might require higher temperatures and lead to polymerization or side reactions, this catalytic approach ensures a clean reaction profile with yields reaching up to 89% in initial trials, providing a robust foundation for the subsequent transformation.
Following the cycloaddition, the stereochemical integrity of the molecule is secured through an asymmetric hydrogenation process utilizing a chiral ruthenium-BINAP complex supported on a solid matrix. This catalyst system is specifically chosen for its ability to differentiate between the enantiotopic faces of the cyclohexene double bond, driving the formation of the trans-isomer with high fidelity under a hydrogen pressure of merely 0.2 MPa to 0.4 MPa. The use of a solid-supported catalyst offers distinct mechanistic advantages, including ease of separation via simple filtration, which prevents metal contamination in the final product—a critical parameter for API manufacturing. The combination of mild hydrogenation conditions and chiral induction effectively suppresses the formation of the inactive cis-isomer and other hydrogenolysis by-products, resulting in a crude product purity that can exceed 99.5% before the final recrystallization step.
How to Synthesize Tranexamic Acid Efficiently
The synthesis of tranexamic acid via this patented route involves a logical progression from cycloaddition to hydrogenation and finally to purification, each step optimized for scalability and yield. The process begins with the preparation of the cyclohexene intermediate in an alcohol solvent, followed by an aqueous hydrogenation step that leverages the solubility differences of the reactants and products. The final purification relies on a sophisticated temperature-gradient crystallization technique using water and ethanol, which is critical for achieving the specific particle size distribution required for tablet formulation. For detailed operational parameters, stoichiometry, and specific workup procedures, please refer to the standardized synthesis guide below.
- Perform a Lewis acid-catalyzed Diels-Alder reaction between 2-(aminomethyl)-1,3-butadiene and acrylic acid in an alcohol solvent at 20-50°C to form the cyclohexene intermediate.
- Conduct asymmetric hydrogenation of the intermediate using a solid-supported Ru(OAc)2-BINAP catalyst in an aqueous-alcoholic medium under mild pressure (0.2-0.4 MPa).
- Purify the crude product via temperature-controlled recrystallization in water/ethanol with seeding to achieve uniform particle size and >99.9% purity.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this novel synthesis route offers compelling economic and logistical benefits that extend beyond simple yield improvements. By shifting away from the reduction of aromatic rings, the process significantly reduces energy consumption and mitigates the safety risks associated with high-pressure hydrogenation units, leading to lower insurance and maintenance costs for manufacturing facilities. The use of solid-supported catalysts simplifies the workup procedure, eliminating the need for complex extraction or chromatography steps often required to remove homogeneous catalyst residues, thereby reducing solvent usage and waste disposal costs. Furthermore, the ability to produce the active trans-isomer directly minimizes the loss of material during purification, effectively increasing the throughput of existing production lines without the need for capital-intensive expansion.
- Cost Reduction in Manufacturing: The elimination of harsh reduction conditions and the use of recoverable solid-supported catalysts drastically simplify the production workflow, leading to substantial operational expenditure savings. By avoiding the expensive and energy-intensive steps required to break down benzene rings, manufacturers can achieve a more favorable cost structure per kilogram of finished API. Additionally, the high selectivity of the chiral catalyst reduces the generation of worthless cis-isomer by-products, ensuring that a greater proportion of raw materials are converted into saleable high-value product, which directly enhances the overall economic efficiency of the manufacturing process.
- Enhanced Supply Chain Reliability: The reliance on readily available starting materials such as acrylic acid and simple butadiene derivatives reduces dependency on specialized aromatic precursors that may be subject to market volatility. The mild reaction conditions allow for the use of standard glass-lined or stainless steel reactors without the need for exotic high-pressure alloys, making it easier for multiple qualified suppliers to adopt the technology and ensure continuity of supply. This flexibility in manufacturing infrastructure means that procurement teams can diversify their supplier base more effectively, reducing the risk of single-source bottlenecks and ensuring a steady flow of critical hemostatic intermediates to downstream formulation plants.
- Scalability and Environmental Compliance: The process is inherently greener due to the use of alcohol and water as primary solvents, which are less toxic and easier to recover than the chlorinated or aromatic solvents often used in traditional routes. The simplified workup and high purity of the crude product reduce the volume of organic waste generated, facilitating easier compliance with increasingly stringent environmental regulations regarding effluent discharge. Moreover, the controlled crystallization step produces particles with uniform granularity, which improves filtration rates and drying efficiency, making the transition from pilot scale to multi-ton commercial production smoother and more predictable for engineering teams.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this tranexamic acid synthesis technology. These insights are derived directly from the experimental data and beneficial effects reported in the patent documentation, aiming to clarify the practical implications for industrial adoption. Understanding these nuances is essential for technical teams evaluating the feasibility of integrating this route into their existing manufacturing portfolios.
Q: How does this new method improve stereoselectivity compared to traditional routes?
A: Traditional methods often produce mixtures of cis and trans isomers requiring difficult separation. This patent utilizes a chiral Ru-BINAP catalyst during the hydrogenation step, which inherently favors the formation of the biologically active trans-isomer, significantly reducing impurity profiles and downstream purification costs.
Q: What are the safety advantages of avoiding benzoic acid derivatives?
A: Conventional synthesis often starts from p-toluic acid or benzoic acid derivatives, requiring harsh high-pressure hydrogenation to reduce the aromatic ring. This novel route builds the cyclohexane ring directly via Diels-Alder reaction, eliminating the need for extreme reduction conditions and reducing the risk of thermal runaways and equipment stress.
Q: Can this process be scaled for industrial API production?
A: Yes, the process is designed for industrial viability. It operates at mild temperatures (20-50°C) and moderate pressures (0.2-0.4 MPa), uses recoverable solid-supported catalysts, and includes a robust crystallization protocol that ensures consistent particle size (D90 ~220 μm), which is critical for tablet formulation and dissolution rates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Tranexamic Acid Supplier
At NINGBO INNO PHARMCHEM, we recognize the strategic value of advanced synthetic routes like the one described in CN113956173A for securing a competitive edge in the global pharmaceutical market. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory innovation to industrial reality is seamless and efficient. We are committed to maintaining stringent purity specifications and operating rigorous QC labs to guarantee that every batch of tranexamic acid meets the highest international standards for safety and efficacy, providing our partners with absolute confidence in the quality of their supply chain.
We invite forward-thinking pharmaceutical companies to collaborate with us to leverage this cutting-edge technology for their API requirements. By engaging with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your specific volume needs, as well as obtain specific COA data and route feasibility assessments. Let us help you optimize your production costs and secure a reliable source of high-purity tranexamic acid that drives your business forward.