Scalable Purification of Pancuronium Bromide: Eliminating Chromatography for Industrial Manufacturing
The pharmaceutical industry continuously seeks robust manufacturing processes for critical neuromuscular blocking agents, and the production of Pancuronium Bromide stands as a prime example where purification technology dictates commercial viability. Patent CN113372404B introduces a transformative purification method that addresses the longstanding bottleneck of removing Vecuronium Bromide impurities without relying on labor-intensive column chromatography. This innovation is particularly significant for manufacturers aiming to secure a reliable pharmaceutical intermediates supplier status, as it transitions the purification from a laboratory-scale constraint to an industrial-scale opportunity. The core of this breakthrough lies in a sophisticated solvent engineering strategy that leverages the differential solubility profiles of diquaternary versus mono-quaternated steroidal salts. By utilizing a specific combination of ketone and nitrile solvents, the process achieves high-purity isolation directly from the crude reaction mixture. This technical advancement not only ensures stringent quality control but also fundamentally alters the cost structure of production, making it highly attractive for procurement teams focused on long-term supply stability.

The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the purification of Pancuronium Bromide has been plagued by the presence of Vecuronium Bromide, a structurally analogous byproduct that forms inevitably during the methylation of the precursor steroid. Traditional protocols, as cited in earlier literature such as J. Med. Chem. 1973, relied heavily on silica gel column chromatography to separate these closely related quaternary ammonium compounds. This approach presents severe limitations for commercial manufacturing, primarily due to the immense consumption of silica gel and organic solvents, which drives up operational costs and generates substantial hazardous waste. Furthermore, column chromatography is inherently difficult to scale; maintaining consistent flow rates and separation efficiency in large columns is technically challenging and often results in variable recovery rates. The reliance on this method creates a significant bottleneck, preventing manufacturers from achieving the economies of scale necessary to meet global demand for this essential muscle relaxant. Additionally, the residual silica and solvent traces pose risks to the final product's purity profile, necessitating further downstream processing steps that extend lead times.
The Novel Approach
The novel approach detailed in the patent data circumvents these issues by employing a precise recrystallization technique that eliminates the need for chromatographic separation entirely. Instead of relying on adsorption differences on a solid stationary phase, this method exploits the subtle solubility differences between the target diquaternary salt and the mono-quaternated impurity in a tailored solvent system. The process involves dissolving the crude product, which typically contains 1% to 5% Vecuronium Bromide, in a nitrile solvent like acetonitrile, potentially mixed with a small amount of alcohol. A ketone solvent, most preferably acetone, is then introduced as an anti-solvent to induce crystallization. This solvent manipulation forces the Pancuronium Bromide to precipitate out of the solution while keeping the Vecuronium Bromide impurity dissolved in the mother liquor. The result is a direct isolation of high-purity crystals with Vecuronium Bromide content reduced to less than 1%, often achieving levels as low as 0.1% to 0.4%. This shift from chromatography to crystallization represents a paradigm shift in process chemistry, enabling true commercial scale-up of complex pharmaceutical intermediates.
Mechanistic Insights into Solvent-Engineered Recrystallization
The success of this purification strategy is rooted in the thermodynamic interactions between the steroidal quaternary ammonium salts and the selected solvent matrix. Pancuronium Bromide, being a diquaternary salt, possesses different polarity and lattice energy characteristics compared to its mono-quaternated counterpart, Vecuronium Bromide. In a pure nitrile solvent like acetonitrile, both species may remain soluble, but the introduction of a ketone such as acetone drastically alters the dielectric constant and solvation capability of the medium. The patent specifies optimal volume ratios, such as 1:4 to 1:10 for acetonitrile to acetone, which create a supersaturated environment specifically for the diquaternary species. As the system equilibrates at room temperature (20-35°C), the Pancuronium Bromide molecules align into a stable crystal lattice, effectively excluding the structurally similar but chemically distinct Vecuronium impurities. This phenomenon, known as impurity rejection during crystal growth, is highly dependent on the cooling rate and agitation, which the patent optimizes through extended stirring periods of approximately 24 hours. The mechanistic precision ensures that the impurity remains in the supernatant, allowing for simple filtration to yield the pure product.
Furthermore, the control of impurity profiles is enhanced by the specific choice of solvents which do not participate in side reactions but strictly modulate solubility. The use of acetonitrile as the primary dissolution solvent is critical because it effectively solvates the ionic character of the quaternary ammonium groups without promoting degradation. When acetone is added, it reduces the overall solubility parameter of the mixture, triggering nucleation. The patent data highlights that alternative solvents like dichloromethane or ether systems used in older methods fail to achieve this selective precipitation, often co-precipitating the impurity or failing to crystallize the product efficiently. By maintaining the purification temperature at ambient conditions, the process avoids thermal stress that could lead to decomposition or epimerization, ensuring the stereochemical integrity of the steroid backbone is preserved. This mechanistic understanding allows process engineers to fine-tune the solvent ratios to accommodate variations in the crude feedstock, ensuring consistent quality output regardless of minor fluctuations in the upstream methylation reaction.
How to Synthesize Pancuronium Bromide Efficiently
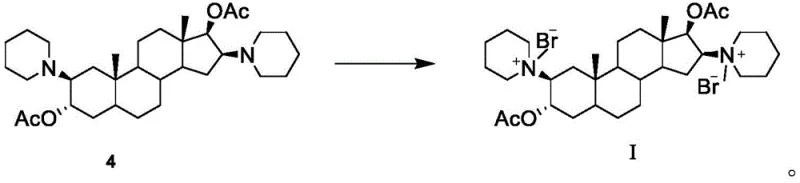
The synthesis of high-purity Pancuronium Bromide begins with the preparation of the key intermediate, Compound 4, followed by a methylation step and the critical purification sequence described above. The process starts with the ring-opening of the epoxy steroid precursor using piperidine, followed by reduction and acetylation to install the necessary functional groups. The subsequent methylation with methyl bromide gas generates the crude diquaternary salt, which serves as the feedstock for the novel purification method. Operators must strictly adhere to the solvent ratios and temperature controls defined in the patent to ensure the effective exclusion of Vecuronium Bromide. The detailed standardized synthesis steps, including specific reagent quantities and safety protocols for handling methyl bromide, are outlined in the guide below to facilitate immediate technology transfer and implementation in your manufacturing facility.
- Dissolve the crude pancuronium bromide containing 1-5% vecuronium bromide impurity in a nitrile solvent such as acetonitrile or a mixture of nitrile and alcohol solvents at room temperature.
- Add a ketone solvent, preferably acetone, to the solution with a volume ratio of nitrile to ketone ranging from 1: 3 to 1:10 to induce precipitation.
- Stir the mixture at room temperature (20-35°C) for approximately 24 hours, then filter and dry the precipitated solid to obtain pure pancuronium bromide with less than 1% impurity.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this chromatography-free purification method offers profound strategic advantages that extend beyond simple technical metrics. The elimination of silica gel columns removes a major variable cost component and significantly reduces the volume of hazardous solvent waste associated with column elution and regeneration. This translates directly into cost reduction in pharmaceutical intermediates manufacturing, as the expense of disposing of spent silica and large volumes of mixed solvents is drastically curtailed. Moreover, the simplification of the unit operation from a complex chromatographic separation to a straightforward stir-and-filter crystallization step enhances the overall equipment effectiveness (OEE) of the production line. Facilities can process larger batches in standard reactors without the need for specialized chromatography skids, thereby increasing throughput capacity without proportional capital expenditure. This operational efficiency ensures a more reliable supply chain, as the risk of production delays due to column channeling or resin exhaustion is completely removed.
- Cost Reduction in Manufacturing: The transition away from column chromatography eliminates the recurring cost of purchasing high-grade silica gel and the associated labor for packing and running columns. By utilizing common industrial solvents like acetone and acetonitrile which are easily recovered and recycled, the process minimizes raw material consumption. The reduction in solvent usage per kilogram of product is substantial, leading to lower utility costs for solvent recovery distillation. Additionally, the higher yield consistency associated with crystallization compared to chromatography means less starting material is wasted, optimizing the overall mass balance of the synthesis. These factors combine to create a leaner cost structure that provides a competitive edge in pricing negotiations.
- Enhanced Supply Chain Reliability: Relying on chromatography often introduces bottlenecks that limit batch size and extend cycle times, making it difficult to respond quickly to surges in market demand. The new recrystallization method is inherently scalable, allowing manufacturers to increase batch sizes simply by using larger reactors, thus ensuring continuity of supply. The robustness of the process against minor variations in crude quality means that production schedules are less likely to be disrupted by out-of-specification intermediate batches. This reliability is crucial for maintaining long-term contracts with downstream API manufacturers who require just-in-time delivery. Furthermore, the simplified process reduces the dependency on specialized chromatographic expertise, making staffing and training more manageable.
- Scalability and Environmental Compliance: From an environmental perspective, removing silica gel from the waste stream significantly lowers the solid waste burden, simplifying disposal compliance and reducing the carbon footprint of the manufacturing process. The solvents used, primarily acetone and acetonitrile, are well-established in the industry with mature recovery infrastructure, facilitating high rates of recycling and minimizing fresh solvent purchase. The ability to run the purification at room temperature also reduces energy consumption compared to processes requiring heated elution or vacuum drying of wet silica cakes. This alignment with green chemistry principles not only meets regulatory standards but also appeals to environmentally conscious partners. The process is designed for commercial scale-up of complex pharmaceutical intermediates, ensuring that environmental performance scales linearly with production volume.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this purification technology. They are derived from the specific experimental data and comparative examples provided in the patent documentation to offer clarity on process capabilities. Understanding these details is essential for technical teams evaluating the feasibility of integrating this method into existing production lines. The answers reflect the proven performance of the solvent system in controlling critical impurities and ensuring product quality.
Q: What is the primary impurity challenge in Pancuronium Bromide synthesis?
A: The primary challenge is the structural similarity between Pancuronium Bromide and Vecuronium Bromide, a mono-quaternated byproduct formed during methylation. Conventional methods require difficult column chromatography to separate them.
Q: How does the new purification method improve scalability?
A: By replacing column chromatography with a solvent-engineered recrystallization process using acetonitrile and acetone, the method eliminates silica gel consumption and allows for large-scale batch processing suitable for industrial manufacturing.
Q: What purity levels can be achieved with this recrystallization technique?
A: The patented method effectively reduces Vecuronium Bromide impurity content from an initial 2.5-3.0% in the crude product to less than 1%, typically achieving levels between 0.1% and 0.4% as verified by TLC analysis.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Pancuronium Bromide Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from laboratory innovation to commercial reality requires a partner with deep technical expertise and robust manufacturing capabilities. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the promising results of patent CN113372404B can be fully realized in your supply chain. We operate stringent purity specifications and maintain rigorous QC labs equipped to detect trace impurities like Vecuronium Bromide at levels below 0.1%, guaranteeing that every batch meets the highest pharmacopeial standards. Our commitment to quality is matched by our dedication to process safety and environmental stewardship, making us an ideal partner for long-term collaboration in the neuromuscular blocking agent sector.
We invite you to engage with our technical procurement team to discuss how this advanced purification technology can optimize your specific manufacturing requirements. By requesting a Customized Cost-Saving Analysis, you can quantify the potential economic benefits of switching to this chromatography-free process for your operations. We encourage you to contact us to obtain specific COA data from our pilot runs and to receive detailed route feasibility assessments tailored to your production capacity. Let us help you secure a stable, cost-effective, and high-quality supply of Pancuronium Bromide that supports your growth in the global pharmaceutical market.