Advanced Synthetic Route for Oseltamivir Enantiomers: Technical Breakthroughs and Commercial Scalability
Advanced Synthetic Route for Oseltamivir Enantiomers: Technical Breakthroughs and Commercial Scalability
The global demand for effective antiviral therapeutics remains a critical priority for public health infrastructure, with oseltamivir phosphate standing as a cornerstone medication for influenza management. However, the synthesis of this complex molecule presents significant challenges due to the presence of four chiral centers and the existence of seven possible isomers, necessitating highly precise stereochemical control. Patent CN115417783A introduces a sophisticated method for synthesizing the oseltamivir enantiomer that addresses these structural complexities through a novel sequence of azide-mediated transformations. This technical disclosure outlines a pathway starting from a specifically configured epoxy-alkene precursor, utilizing regioselective ring opening and intramolecular cyclization to establish the requisite stereochemistry with exceptional fidelity. For pharmaceutical manufacturers and supply chain directors, this patent represents a viable alternative to traditional biosynthetic routes, offering a fully synthetic approach that mitigates reliance on seasonal natural product extraction.
The strategic value of this technology lies in its ability to produce high-purity intermediates through a convergent and scalable process. By leveraging a series of nucleophilic substitutions and reductive cyclizations, the method ensures that the final active pharmaceutical ingredient (API) precursor meets stringent quality specifications required by regulatory bodies worldwide. As a reliable oseltamivir intermediate supplier, understanding the nuances of such patented methodologies is essential for maintaining a competitive edge in the generic antiviral market. The following analysis dissects the chemical innovation, operational parameters, and commercial implications of this synthesis, providing a comprehensive roadmap for R&D teams and procurement strategists aiming to optimize their manufacturing portfolios for cost reduction in antiviral drug manufacturing.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial production of oseltamivir has been heavily reliant on the extraction of shikimic acid from star anise or through fermentation processes, both of which introduce significant supply chain vulnerabilities. The seasonal availability of star anise creates price volatility and limits the ability to respond rapidly to pandemic surges, while fermentation routes often suffer from low titers and complex downstream purification requirements. Furthermore, many fully synthetic alternatives rely on expensive chiral catalysts or resolution steps that discard up to 50% of the material as unwanted enantiomers, drastically inflating the cost of goods sold (COGS). These conventional pathways frequently involve hazardous reagents or extreme reaction conditions that complicate safety protocols and waste management, posing substantial hurdles for commercial scale-up of complex pharmaceutical intermediates. The cumulative effect of these inefficiencies is a fragile supply network that struggles to meet global stockpiling demands during health crises.
The Novel Approach
In contrast, the methodology described in CN115417783A utilizes a robust, fully synthetic route that bypasses the limitations of natural product dependency. The process initiates with a stable epoxy-alkene ester (Formula II), which serves as a versatile scaffold for constructing the cyclohexene core.  As illustrated in the reaction scheme, the novelty lies in the sequential manipulation of the epoxide and subsequent aziridine intermediates to precisely orient the functional groups. This approach eliminates the need for chiral chromatography or enzymatic resolution in the early stages, relying instead on the inherent stereochemistry of the starting material and the stereospecificity of the ring-opening reactions. By employing common reagents such as sodium azide and phosphines under moderate thermal conditions, the process achieves high atom economy and simplifies the operational workflow. This shift towards a more deterministic synthetic strategy enhances the predictability of production schedules and significantly reduces the lead time for high-purity oseltamivir intermediates.
As illustrated in the reaction scheme, the novelty lies in the sequential manipulation of the epoxide and subsequent aziridine intermediates to precisely orient the functional groups. This approach eliminates the need for chiral chromatography or enzymatic resolution in the early stages, relying instead on the inherent stereochemistry of the starting material and the stereospecificity of the ring-opening reactions. By employing common reagents such as sodium azide and phosphines under moderate thermal conditions, the process achieves high atom economy and simplifies the operational workflow. This shift towards a more deterministic synthetic strategy enhances the predictability of production schedules and significantly reduces the lead time for high-purity oseltamivir intermediates.
Mechanistic Insights into Azide-Mediated Stereocontrol
The core of this synthetic achievement is the meticulous control over stereochemistry through a double-inversion mechanism. The first critical transformation involves the regioselective ring opening of the epoxide in Formula II. 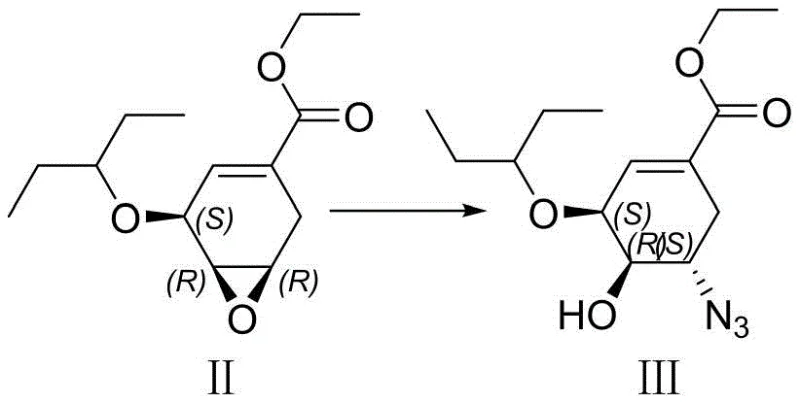 Under the influence of sodium azide and ammonium salts in protic solvents like methanol or ethanol, the azide ion attacks the less hindered carbon of the epoxide ring. This nucleophilic attack proceeds with inversion of configuration at the reaction center, establishing the (3S, 4R, 5S) stereochemistry of the resulting hydroxy-azido intermediate (Formula III). The presence of ammonium ions is crucial here, likely acting as a proton source to facilitate the ring opening and stabilize the transition state, ensuring high yields of up to 88.7% as reported in the experimental data. This step sets the foundation for the subsequent cyclization by positioning the azide and hydroxyl groups in the correct spatial orientation.
Under the influence of sodium azide and ammonium salts in protic solvents like methanol or ethanol, the azide ion attacks the less hindered carbon of the epoxide ring. This nucleophilic attack proceeds with inversion of configuration at the reaction center, establishing the (3S, 4R, 5S) stereochemistry of the resulting hydroxy-azido intermediate (Formula III). The presence of ammonium ions is crucial here, likely acting as a proton source to facilitate the ring opening and stabilize the transition state, ensuring high yields of up to 88.7% as reported in the experimental data. This step sets the foundation for the subsequent cyclization by positioning the azide and hydroxyl groups in the correct spatial orientation.
Following the initial opening, the process employs a Staudinger-type reduction coupled with intramolecular cyclization to form a strained aziridine ring (Formula IV). This step is pivotal as it temporarily locks the conformation of the cyclohexene ring, preventing epimerization and preserving the stereochemical integrity established in the previous step. The subsequent ring opening of this aziridine with a second equivalent of azide, followed by acetylation, induces a second inversion of configuration. 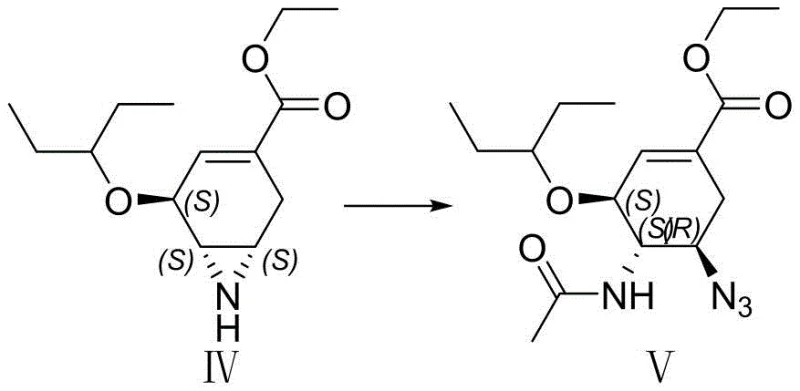 This double-inversion strategy is a masterful application of physical organic chemistry, effectively allowing the synthesis to 'walk' around the ring and install the acetamide and amino groups with the precise relative stereochemistry required for biological activity. The final reduction of the azide to the amine using Raney Nickel completes the synthesis, delivering the target enantiomer with a chemical purity of 99.2% and optical purity of 99.1%, demonstrating the efficacy of this mechanistic design in impurity control.
This double-inversion strategy is a masterful application of physical organic chemistry, effectively allowing the synthesis to 'walk' around the ring and install the acetamide and amino groups with the precise relative stereochemistry required for biological activity. The final reduction of the azide to the amine using Raney Nickel completes the synthesis, delivering the target enantiomer with a chemical purity of 99.2% and optical purity of 99.1%, demonstrating the efficacy of this mechanistic design in impurity control.
How to Synthesize Oseltamivir Enantiomer Efficiently
The execution of this synthetic route requires careful attention to reaction parameters, particularly temperature control and reagent stoichiometry, to maximize yield and safety. The patent provides a detailed framework for transitioning from laboratory scale to pilot production, emphasizing the use of standard industrial solvents and equipment. The process is divided into four distinct operational units: epoxide opening, aziridine formation, aziridine opening/acetylation, and final hydrogenation. Each step has been optimized to minimize side reactions, such as elimination or over-reduction, which could compromise the purity profile.
- Perform regioselective azide ring opening of the starting epoxy-alkene ester (Formula II) using sodium azide and ammonium chloride in alcoholic solvents at 55-60°C to yield the hydroxy-azido intermediate (Formula III).
- Execute an intramolecular cyclization using a phosphine reagent (e.g., trimethylphosphine) at low temperatures (15-20°C) to form the strained aziridine ring system (Formula IV), locking the stereochemistry.
- Conduct a secondary ring opening of the aziridine intermediate with sodium azide followed by in-situ acetylation to install the acetamide group with inverted stereochemistry, yielding Formula V.
- Finalize the synthesis by catalytic hydrogenation of the azide group using Raney Nickel or Pd/C to produce the target oseltamivir enantiomer (Formula I) with >99% optical purity.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this synthetic route offers tangible benefits that extend beyond mere technical feasibility. The primary advantage is the decoupling of production from agricultural cycles, ensuring a consistent and reliable supply of raw materials regardless of seasonal fluctuations. By utilizing synthetic starting materials that can be produced year-round in chemical facilities, manufacturers can maintain steady inventory levels and avoid the price spikes associated with natural product shortages. Furthermore, the streamlined nature of the synthesis reduces the number of unit operations and purification steps, which directly translates to lower capital expenditure (CAPEX) and operational expenditure (OPEX) requirements for new production lines.
- Cost Reduction in Manufacturing: The elimination of expensive chiral catalysts and the use of commodity chemicals like sodium azide and ammonium chloride significantly lowers the direct material costs. Additionally, the high yields observed in the key cyclization steps (up to 90%) reduce the volume of waste generated per kilogram of product, thereby lowering waste disposal costs and improving overall process efficiency. The avoidance of complex resolution steps means that nearly all input material is converted into the desired isomer, maximizing resource utilization and driving down the cost per gram of the final API intermediate.
- Enhanced Supply Chain Reliability: The robustness of the reaction conditions, which tolerate a range of temperatures and solvent mixtures, makes the process less susceptible to minor variations in utility supply or raw material quality. This resilience is critical for maintaining continuous production runs and meeting strict delivery deadlines for global pharmaceutical clients. The use of stable intermediates also allows for the strategic stocking of semi-finished goods, providing a buffer against unexpected demand surges and ensuring business continuity in volatile market conditions.
- Scalability and Environmental Compliance: The process is designed with scalability in mind, utilizing solvents such as ethanol and methanol which are easily recovered and recycled in large-scale distillation columns. The final hydrogenation step uses heterogeneous catalysts like Raney Nickel, which can be filtered and reused, minimizing heavy metal contamination in the effluent. This alignment with green chemistry principles simplifies regulatory compliance and environmental permitting, facilitating faster approval for new manufacturing sites and reducing the long-term liability associated with hazardous waste management.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this oseltamivir synthesis technology. These insights are derived directly from the patent specifications and are intended to clarify the operational benefits for potential partners.
Q: How does this synthetic route ensure high optical purity for oseltamivir intermediates?
A: The process utilizes a double-inversion strategy involving sequential azide ring openings and a stereospecific aziridine cyclization. This mechanistic approach strictly controls the configuration at the chiral centers, achieving optical purity levels exceeding 99.1% as demonstrated in the patent examples.
Q: What are the cost advantages of this method compared to shikimic acid-based routes?
A: Unlike traditional routes dependent on seasonal shikimic acid extraction, this method uses stable, synthetic epoxy-alkene starting materials. It avoids expensive chiral catalysts in the initial steps, relying instead on cost-effective reagents like sodium azide and ammonium salts, significantly reducing raw material volatility and overall production costs.
Q: Is this process suitable for large-scale commercial manufacturing?
A: Yes, the protocol employs robust reaction conditions with moderate temperatures (20-100°C) and common industrial solvents (methanol, ethanol, THF). The high yields reported in each step (up to 90%) and the use of standard heterogeneous catalysts like Raney Nickel indicate excellent potential for scale-up to multi-ton production without complex purification bottlenecks.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Oseltamivir Enantiomer Supplier
At NINGBO INNO PHARMCHEM, we recognize the strategic importance of securing a stable supply of high-quality antiviral intermediates. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the innovative route described in CN115417783A can be seamlessly transferred to our manufacturing facilities. We adhere to stringent purity specifications and operate rigorous QC labs equipped with advanced analytical instrumentation to guarantee that every batch of oseltamivir enantiomer meets the highest international standards for chemical and optical purity. Our commitment to quality assurance ensures that our clients receive materials that are ready for immediate downstream processing into the final API.
We invite global pharmaceutical partners to collaborate with us to leverage this advanced synthetic technology for their supply chains. By engaging with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We encourage you to contact us today to obtain specific COA data and route feasibility assessments, allowing you to make informed decisions that enhance your production efficiency and market responsiveness.