Revolutionizing Herbicide Production: Continuous Flow Technology for High-Purity Glufosinate-Ammonium
The global demand for high-efficiency, broad-spectrum herbicides continues to surge, driving the need for advanced manufacturing technologies that ensure both safety and scalability. Patent CN112358499A introduces a groundbreaking synthesis method for glufosinate-ammonium, a critical active ingredient in modern agriculture. This innovation shifts the paradigm from traditional, hazardous batch processing to a sophisticated multistage continuous flow reaction system. By integrating precise temperature control across sequential reactors and utilizing nanofiltration for purification, this technology addresses the longstanding industry pain points of low yield, high solvent consumption, and safety risks associated with toxic intermediates. For R&D directors and supply chain leaders, this patent represents a viable pathway to securing a reliable agrochemical intermediate supplier capable of delivering consistent quality while adhering to stringent environmental regulations.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the production of glufosinate-ammonium has relied heavily on the Schollkopf-Zerlington method or similar batch processes that are fraught with operational inefficiencies and safety hazards. Traditional protocols often necessitate the use of ethylene oxide, a highly toxic and explosive gas that imposes severe equipment requirements and poses significant risks to personnel and facility integrity. Furthermore, conventional routes frequently utilize acetic anhydride, a controlled substance with restricted availability and higher procurement costs, alongside large volumes of organic solvents like ethanol for repeated crystallization steps. These batch-type intermittent reactions suffer from long cycle times, substantial liquid holdup, and inconsistent heat transfer, leading to variable product quality, lower overall yields, and the generation of significant amounts of hazardous waste that complicate disposal and increase environmental compliance costs.
The Novel Approach
In stark contrast, the novel approach detailed in the patent leverages a continuous flow architecture that fundamentally restructures the synthesis workflow. By replacing acetic anhydride with acetic acid, the process utilizes a widely available and cost-effective raw material while eliminating regulatory hurdles associated with controlled precursors. The implementation of automatic multistage reactors allows for precise thermal management, where reaction temperatures are tightly regulated across different stages to optimize kinetics and minimize byproduct formation. This continuous methodology drastically reduces liquid holdup within the system, enhancing intrinsic safety and enabling a more compact plant footprint. Moreover, the integration of nanofiltration membranes for desalting replaces energy-intensive distillation and recrystallization steps, streamlining the downstream processing and significantly improving the overall mass balance and purity profile of the final herbicide product.
Mechanistic Insights into Multistage Continuous Flow Synthesis
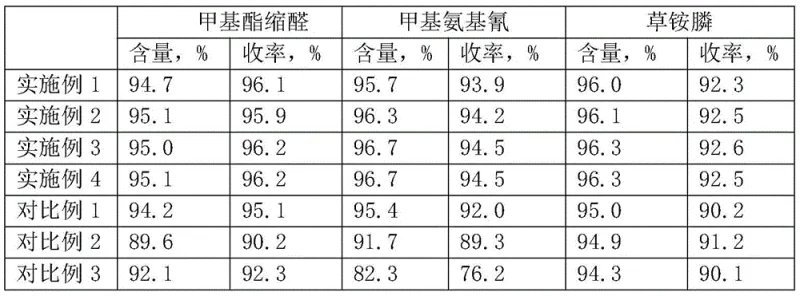
The core of this technological advancement lies in its meticulously engineered reaction sequence, which transforms simple precursors into high-value glufosinate-ammonium through a series of controlled transformations. The process initiates with the pre-cooling of diethyl methylphosphite to between -5°C and 0°C, which is then combined with acrolein and acetic acid in the presence of an organic phosphorus catalyst. This mixture is pumped into a two-stage continuous reactor where the temperature is carefully ramped from 9-11°C in the first stage to 14-16°C in the second, facilitating the efficient formation of methyl ester acetal without the need for excessive solvent dilution. Subsequently, this intermediate reacts with a mixture of sodium cyanide, ammonium chloride, and ammonia water, catalyzed by a phase transfer agent such as 18-crown-6 or tetrabutylammonium bromide. This cyanation step occurs across a three-stage reactor system with a gradient temperature profile ranging from 14°C to 32°C, ensuring complete conversion to methyl cyanamide while suppressing side reactions that could compromise the impurity spectrum.
Following the formation of the nitrile intermediate, the process moves to a hydrolysis stage where hydrochloric acid is introduced in a two-stage reactor operating at elevated temperatures between 78°C and 115°C. This step converts the nitrile group into the corresponding carboxylic acid, yielding glufosinate acid. The crude acid solution is then subjected to film evaporation to remove excess water and acid before entering the final ammoniation reactor. Here, ammonia gas is introduced at 30-40°C to neutralize the acid and form the ammonium salt. The final purification is achieved not through traditional solvent-heavy crystallization, but via a secondary nanofiltration membrane separation followed by distillation and methanol crystallization. This mechanistic precision ensures that the final product achieves a content of approximately 96% with a yield around 92%, demonstrating superior efficiency over batch counterparts.
How to Synthesize Glufosinate-Ammonium Efficiently
Implementing this continuous synthesis route requires a shift from standard batch kettle operations to a modular flow chemistry setup equipped with precise pumping and temperature control systems. The protocol outlined in the patent provides a robust framework for scaling this reaction, emphasizing the critical importance of maintaining specific thermal gradients across the reactor stages to maximize yield and minimize impurity formation. Operators must ensure strict adherence to the molar ratios of diethyl methylphosphite, acrolein, and cyanide sources, as well as the selection of appropriate phase transfer catalysts to facilitate the interfacial reactions. The following guide summarizes the critical operational parameters derived from the patent examples, serving as a foundational reference for process engineers aiming to replicate this high-efficiency manufacturing route.
- Pre-cool diethyl methylphosphite and mix with acrolein, acetic acid, and Catalyst I at -5 to 0°C, then pump into a two-stage continuous reactor (9-16°C) to form methyl ester acetal.
- React the methyl ester acetal with sodium cyanide, ammonium chloride, ammonia water, and Catalyst II in a three-stage continuous reactor (14-32°C) to generate methyl cyanamide.
- Hydrolyze the methyl cyanamide using hydrochloric acid in a two-stage reactor (78-115°C), evaporate via film device, react with ammonia gas, and purify using nanofiltration and crystallization.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this continuous synthesis technology offers profound strategic advantages that extend beyond mere technical metrics. The elimination of ethylene oxide from the process roadmap removes a major bottleneck related to hazardous material handling, storage, and regulatory compliance, thereby simplifying the supply chain logistics and reducing insurance and safety infrastructure costs. Furthermore, the substitution of expensive and controlled acetic anhydride with commodity-grade acetic acid directly impacts the bill of materials, offering a tangible reduction in raw material expenditure without compromising reaction efficiency. The continuous nature of the process also implies a smaller reactor volume for the same throughput compared to batch processing, which translates to lower capital expenditure for new capacity or the ability to debottleneck existing facilities significantly.
- Cost Reduction in Manufacturing: The transition to a solvent-free or low-solvent continuous process drastically cuts down on the volume of organic solvents required for reaction and purification. In traditional methods, large quantities of ethanol are used for dissolution and recrystallization, necessitating expensive recovery systems and resulting in solvent losses; this new method minimizes such usage, leading to substantial operational cost savings. Additionally, the removal of the ethylene oxide step eliminates the need for specialized high-pressure equipment and the associated maintenance costs, while the use of nanofiltration reduces the energy load typically associated with thermal distillation of large solvent volumes.
- Enhanced Supply Chain Reliability: By relying on widely available raw materials like acetic acid instead of controlled substances like acetic anhydride, manufacturers can mitigate the risk of supply disruptions caused by regulatory changes or market shortages. The continuous flow setup allows for steady-state production, ensuring a consistent output of high-purity agrochemical intermediate that stabilizes inventory levels and improves delivery reliability to downstream formulators. This stability is crucial for maintaining long-term contracts with global agrochemical companies that require uninterrupted supply chains to meet seasonal planting demands.
- Scalability and Environmental Compliance: The process generates no solid waste residue and significantly reduces wastewater production compared to batch methods, aligning perfectly with increasingly strict global environmental standards. The small liquid holdup inherent in continuous flow reactors enhances process safety, allowing for easier scale-up from pilot to commercial production without the exponential increase in risk profile seen in large batch vessels. This environmental and safety profile facilitates faster permitting and smoother operations in regions with rigorous ecological regulations, securing the long-term viability of the manufacturing site.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this continuous glufosinate-ammonium synthesis technology. These insights are derived directly from the experimental data and beneficial effects described in the patent documentation, providing clarity on how this method compares to legacy processes in terms of safety, purity, and operational feasibility. Understanding these nuances is essential for technical teams evaluating the potential for technology transfer or capacity expansion.
Q: How does this continuous process improve safety compared to traditional methods?
A: The process eliminates the use of ethylene oxide, a toxic and explosive gas required in conventional Schollkopf-Zerlington methods, and replaces controlled acetic anhydride with safer, cheaper acetic acid.
Q: What purity levels can be achieved with this synthesis method?
A: Experimental data indicates the continuous method achieves a glufosinate content of approximately 96% and a yield of around 92%, significantly outperforming batch processes which often suffer from lower efficiency and higher loss.
Q: Does this method reduce environmental waste?
A: Yes, by utilizing continuous flow with low liquid holdup and nanofiltration for desalting, the process minimizes solvent consumption and avoids the generation of solid hazardous waste residues common in batch crystallization.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Glufosinate-Ammonium Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition to advanced continuous manufacturing processes requires a partner with deep technical expertise and a commitment to quality excellence. As a leading CDMO, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that complex chemistries like the multistage continuous synthesis of glufosinate-ammonium are executed with precision. Our facilities are equipped with state-of-the-art flow chemistry reactors and rigorous QC labs capable of meeting stringent purity specifications, guaranteeing that every batch of herbicide intermediate delivered meets the highest international standards for agrochemical applications.
We invite global agrochemical manufacturers to collaborate with us to leverage this innovative synthesis route for their supply chains. By partnering with our technical procurement team, you can access a Customized Cost-Saving Analysis tailored to your specific volume requirements and regional regulatory landscape. We encourage you to contact us today to request specific COA data and route feasibility assessments, ensuring that your transition to high-purity glufosinate-ammonium is seamless, compliant, and economically optimized for the future.