Optimized Manufacturing of 4,5-Diaminoshikimic Acid Derivatives for Antiviral Drug Production
Introduction to Advanced Antiviral Intermediate Synthesis
The global demand for potent viral neuraminidase inhibitors has necessitated the development of robust and scalable synthetic routes for key pharmaceutical intermediates. Patent CN101010289B introduces a highly efficient method for preparing 4,5-diaminoshikimic acid derivatives of Formula I, which serve as critical precursors for antiviral medications. This technology addresses the fundamental challenge of producing these complex molecules in high quality and yield from readily available starting materials, specifically leveraging 5-amino-shikimic acid obtained through modern biotechnological fermentation processes. Unlike traditional extraction methods dependent on seasonal agricultural products, this approach integrates biological sourcing with advanced organic synthesis to create a more resilient manufacturing pipeline. The structural versatility of Formula I allows for various substituents where R1 and R1' are independently H or alkyl, and R3 and R4 are H or alkanoyl, providing a flexible platform for drug development.
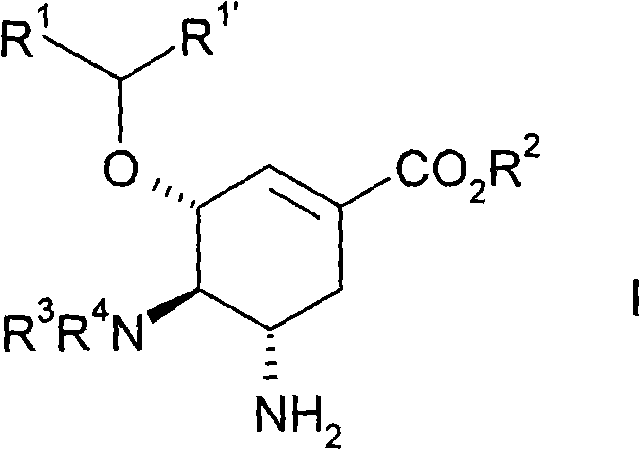
Furthermore, the specific embodiment of (3R,4R,5S)-5-amino-4-acetylamino-3-(1-ethyl-propoxy)-cyclohex-1-ene-carboxylic acid ethyl ester represents a pivotal compound in the synthesis of next-generation therapeutics. By establishing a clear pathway from fermentation-derived acids to complex diaminated cycles, this patent lays the groundwork for cost reduction in pharmaceutical intermediate manufacturing. The methodology not only improves chemical efficiency but also aligns with green chemistry principles by minimizing waste generation through streamlined reaction sequences. For R&D directors and procurement specialists, understanding this proprietary route is essential for securing a competitive edge in the antiviral market, ensuring that supply chains are both economically viable and technically superior to legacy processes currently in use.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of shikimic acid derivatives relied heavily on methods described in earlier literature, such as those by J.C. Rohloff (J. Org. Chem. 63, 1998), which often involved lengthy and cumbersome protection-deprotection strategies. These conventional routes typically required multiple isolation steps, leading to significant material loss and increased operational expenditures due to the consumption of solvents and reagents at each stage. The reliance on natural extraction of shikimic acid from Illicium verum (star anise) introduced severe supply chain vulnerabilities, including price volatility and seasonal availability constraints that could disrupt large-scale production schedules. Additionally, the stereochemical control in older methods was often difficult to maintain without specialized chiral catalysts or resolution steps, resulting in lower overall purity and the need for extensive downstream purification. These inefficiencies compounded the cost of goods sold (COGS), making the final active pharmaceutical ingredients less accessible for widespread public health initiatives.
The Novel Approach
In stark contrast, the novel approach detailed in the patent data utilizes a streamlined sequence that drastically reduces the step count required to reach the target 4,5-diaminoshikimic acid derivatives. By starting with 5-amino-shikimic acid, which is easily accessible via genetic engineering and fermentation, the process bypasses the initial functionalization steps needed in traditional shikimic acid chemistry. The core innovation lies in the strategic use of ketal protection followed by a reductive opening that simultaneously installs the necessary ether linkage, effectively combining two transformations into a highly efficient sequence. This method eliminates the need for harsh conditions often associated with older protocols, thereby preserving the integrity of the sensitive cyclohexene ring system. The result is a process that offers superior scalability and reproducibility, making it an ideal candidate for commercial scale-up of complex pharmaceutical intermediates.
Mechanistic Insights into Reductive Ketal Opening and Amination
The chemical elegance of this synthesis is best observed in Step c and Step d, where precise control over stereochemistry and functional group interconversion is achieved. In Step c, the reductive ketal opening is performed using a Lewis acid system, typically involving triethylsilane and titanium tetrachloride in dichloromethane at temperatures between -70°C and -20°C. This specific condition set is critical for cleaving the cyclic ketal formed in Step b while selectively reducing the resulting oxocarbenium ion to an ether, ensuring the correct (3R) configuration is maintained. The mechanism proceeds through a coordinated activation of the oxygen atoms, followed by hydride delivery from the silane, which is kinetically controlled to prevent over-reduction or isomerization of the double bond. This level of precision is vital for maintaining the biological activity of the final neuraminidase inhibitor, as even minor stereochemical deviations can render the molecule inactive.
Following the ether installation, Step d introduces the second amino group through a sophisticated one-pot sequence involving Schiff base chemistry. The free amino group of the intermediate is first protected as an imine using an aromatic aldehyde like benzaldehyde, which prevents unwanted side reactions during the subsequent activation of the hydroxyl group. The hydroxyl is then converted into a leaving group, preferably a mesylate, using methanesulfonyl chloride. Without isolating the intermediate, a nucleophilic substitution is carried out using an amine such as allylamine under elevated temperature and pressure. This tandem process minimizes handling losses and solvent usage, exemplifying how mechanistic understanding can be leveraged to optimize process chemistry. The final acylation and deprotection steps further refine the molecule, yielding the high-purity diaminated product required for downstream drug synthesis.
How to Synthesize 4,5-Diaminoshikimic Acid Derivatives Efficiently
The synthesis protocol outlined in the patent provides a robust framework for laboratory and pilot-scale production, emphasizing strict control over reaction parameters to ensure consistency. The process begins with the esterification of the starting acid, followed by ketalization and the critical reductive opening described previously. Each step requires careful monitoring of temperature and stoichiometry, particularly during the low-temperature reduction and the high-pressure amination phases. Operators must adhere to the specified solvent systems, such as tert-butyl methyl ether for the amination step, to maximize solubility and reaction rates. The detailed experimental examples in the patent demonstrate that maintaining an inert atmosphere and using high-purity reagents are essential for achieving the reported yields and purity profiles. For a comprehensive guide on executing these reactions safely and effectively, please refer to the standardized operating procedures below.
- Esterify 5-amino-shikimic acid with alcohol (e.g., ethanol) under acidic conditions to form the ethyl ester intermediate.
- Protect the diol system by reacting with an alkanone (e.g., 3-pentanone) to form a cyclic ketal, followed by reductive opening to install the ether group.
- Perform a one-pot transformation involving Schiff base formation, mesylation, and nucleophilic substitution with an amine to introduce the second amino group, followed by acylation and final deprotection.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, the adoption of this synthesis route offers transformative benefits for procurement managers and supply chain heads looking to optimize their vendor networks. The shift from extraction-based raw materials to fermentation-derived 5-amino-shikimic acid fundamentally alters the risk profile of the supply chain, removing dependencies on agricultural harvests and weather patterns. This transition ensures a stable, year-round availability of starting materials, which is crucial for maintaining continuous manufacturing operations and meeting Just-In-Time delivery commitments. Furthermore, the reduction in synthetic steps directly correlates with a decrease in utility consumption, waste disposal costs, and labor hours, contributing to a leaner and more sustainable production model. These efficiencies allow suppliers to offer more competitive pricing structures without compromising on quality standards, creating a win-win scenario for both manufacturers and end-users.
- Cost Reduction in Manufacturing: The streamlined nature of this process eliminates several intermediate isolation and purification steps that are characteristic of legacy methods, leading to substantial cost savings in terms of solvent usage and processing time. By avoiding the need for expensive chiral resolving agents or complex chromatographic separations at multiple stages, the overall cost of goods is significantly lowered. The use of commodity chemicals such as 3-pentanone and ethanol further drives down raw material expenses, making the process economically attractive for large-volume production. Additionally, the higher overall yield resulting from fewer unit operations means that less starting material is required to produce the same amount of final product, maximizing resource utilization.
- Enhanced Supply Chain Reliability: Utilizing a biotechnologically sourced starting material decouples the production of antiviral intermediates from the volatility of the botanical extract market. This ensures that supply disruptions caused by crop failures or geopolitical issues affecting spice trade routes are mitigated effectively. The ability to scale fermentation processes in controlled bioreactors provides a predictable output capacity, allowing supply chain planners to forecast inventory levels with greater accuracy. This reliability is paramount for pharmaceutical companies that must guarantee the uninterrupted supply of life-saving medications to global markets, reducing the risk of stockouts and emergency procurement scenarios.
- Scalability and Environmental Compliance: The reaction conditions employed in this method, such as the use of standard organic solvents and moderate temperatures, are well-suited for transfer from laboratory to industrial-scale reactors. The process avoids the use of highly toxic heavy metal catalysts in the main synthetic line, simplifying waste treatment and ensuring compliance with stringent environmental regulations. The one-pot nature of the amination step reduces the volume of effluent generated, lowering the burden on wastewater treatment facilities. These factors collectively enhance the sustainability profile of the manufacturing site, aligning with corporate social responsibility goals and facilitating regulatory approvals in key international markets.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology. They are derived from the specific advantages and procedural details outlined in the patent documentation, providing clarity for stakeholders evaluating this route for potential adoption. Understanding these nuances is critical for making informed decisions about process integration and vendor selection. The answers reflect the current state of the art as described in the intellectual property, ensuring accuracy and relevance for technical teams.
Q: What is the primary advantage of this synthesis method over prior art?
A: The method described in patent CN101010289B significantly reduces the number of synthetic steps compared to conventional routes like the Rohloff process. It utilizes readily available 5-amino-shikimic acid derived from fermentation, avoiding the complex protection-deprotection sequences typical of older methods, thereby improving overall yield and operational efficiency.
Q: How does this process address supply chain stability for antiviral intermediates?
A: By relying on 5-amino-shikimic acid obtained through biotechnological fermentation rather than extraction from seasonal plant sources like star anise, this method ensures a consistent, year-round supply of raw materials. This decouples production from agricultural fluctuations, enhancing supply chain reliability for large-scale pharmaceutical manufacturing.
Q: What are the critical reaction conditions for the reductive ketal opening step?
A: The reductive ketal opening (Step c) is typically conducted in inert solvents like dichloromethane at low temperatures ranging from -70°C to -20°C. It utilizes a ketal-opening reagent system such as triethylsilane combined with titanium tetrachloride to selectively generate the desired ether functionality while maintaining stereochemical integrity.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 4,5-Diaminoshikimic Acid Supplier
As the pharmaceutical industry continues to evolve, the need for partners who can navigate complex synthetic challenges while delivering commercial viability has never been greater. NINGBO INNO PHARMCHEM stands at the forefront of this evolution, possessing extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production. Our technical team is adept at optimizing routes like the one described in CN101010289B, ensuring that stringent purity specifications are met through our rigorous QC labs and advanced analytical capabilities. We understand that the transition from bench-scale success to industrial reality requires more than just a recipe; it demands a deep understanding of process safety, thermodynamics, and equipment engineering, all of which are core competencies of our organization.
We invite you to engage with our technical procurement team to discuss how we can tailor this synthesis method to your specific volume and quality requirements. By requesting a Customized Cost-Saving Analysis, you can gain deeper insights into the economic benefits of switching to this optimized route. We are prepared to provide specific COA data and route feasibility assessments to support your internal validation processes. Let us collaborate to secure your supply chain and drive innovation in the production of vital antiviral intermediates, ensuring that your projects remain on schedule and within budget.