Advanced Manufacturing of 4,5-Diaminoshikimic Acid Derivatives for Oseltamivir Production
The pharmaceutical industry continuously seeks robust synthetic pathways for critical antiviral agents, and Patent CN101801914B represents a significant advancement in the manufacturing of oseltamivir phosphate precursors. This intellectual property discloses a highly efficient process for preparing 4,5-diaminoshikimic acid derivatives of formula I, specifically targeting the synthesis of (3R,4R,5S)-5-amino-4-acetylamino-3-(1-ethyl-propoxy)-cyclohex-1-ene-carboxylic acid ethyl ester. Unlike traditional routes that often suffer from low overall yields due to excessive purification steps, this methodology leverages a streamlined sequence starting from the abundant natural precursor, shikimic acid. By optimizing reaction conditions and utilizing telescoped operations where feasible, the process addresses key pain points in API intermediate production, such as impurity accumulation and operational complexity. For R&D directors and procurement specialists, understanding the nuances of this patent is crucial for securing a reliable pharmaceutical intermediates supplier capable of delivering high-purity materials at a competitive cost structure.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of oseltamivir intermediates, such as those described in WO 98/07685 by J.C. Rohloff et al., has involved lengthy linear sequences that require the isolation and purification of multiple sensitive intermediates. These conventional approaches often rely on harsh conditions that can compromise the stereochemical integrity of the shikimic acid scaffold or lead to unwanted side reactions like ester hydrolysis. Furthermore, the necessity to isolate intermediates after every transformation increases solvent consumption, waste generation, and processing time, which directly negatively impacts the cost reduction in pharmaceutical intermediates manufacturing. The accumulation of impurities at each stage necessitates rigorous chromatographic purifications, which are difficult to scale and often result in significant material loss, making the final active pharmaceutical ingredient prohibitively expensive for widespread pandemic preparedness.
The Novel Approach
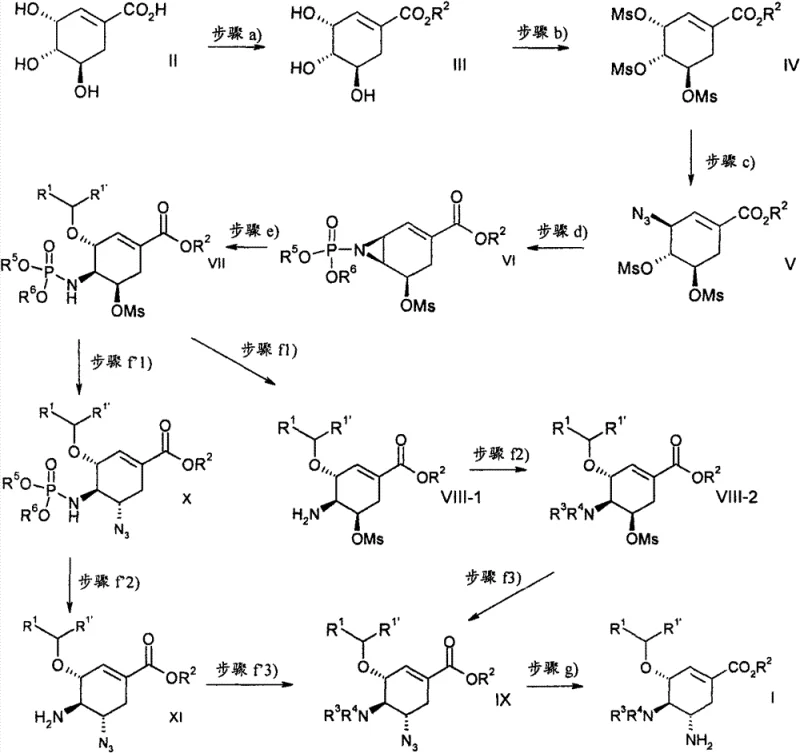
The methodology outlined in CN101801914B introduces a strategic departure from these inefficiencies by combining process steps to minimize intermediate isolation. As illustrated in the reaction scheme below, the route proceeds from shikimic acid (II) through a series of well-controlled transformations including esterification, mesylation, and a unique aziridine-mediated functionalization. This approach not only reduces the total step count but also enhances the overall throughput by maintaining the structural integrity of the cyclohexene ring throughout the synthesis. The ability to perform regioselective substitutions without protecting group gymnastics simplifies the workflow significantly. For supply chain heads, this translates to a more resilient production model with reduced lead times for high-purity pharmaceutical intermediates, as fewer unit operations mean less equipment occupancy and faster batch turnover.
Mechanistic Insights into Regioselective Substitution and Aziridine Chemistry
A critical aspect of this synthesis is the precise control over stereochemistry and regioselectivity, particularly during the installation of the amino functionalities. The process utilizes a trimesylate intermediate (IV) which undergoes a regioselective SN2 substitution with an azidating agent, preferably sodium azide, to form the C3-azide (V). This step is pivotal as it sets the stage for the subsequent formation of the aziridine ring (VI) via reduction with trialkylphosphites. The mechanism involves the intramolecular nucleophilic attack of the generated iminophosphorane on the adjacent mesylate, creating a strained three-membered nitrogen heterocycle. This aziridine serves as a versatile electrophile that can be opened regioselectively by nucleophiles such as 3-pentanol in the presence of Lewis acids like boron trifluoride etherate. This ring-opening strategy ensures the correct placement of the ether side chain while retaining the necessary stereochemical configuration required for neuraminidase inhibition.
Furthermore, the patent highlights a sophisticated impurity control mechanism during the final reduction step (Step g). It was discovered that the presence of catalytic amounts of acid, specifically acetic acid at concentrations between 0.5 mol% and 3.0 mol%, effectively inhibits the hydrolysis of the ethyl ester moiety. In the absence of this acid catalyst, the basic conditions or the nucleophilicity of the phosphine reagent could promote ester cleavage, leading to carboxylic acid impurities that are difficult to separate. By fine-tuning the pH of the reaction medium, the process ensures that the final 4,5-diamino derivative is obtained with exceptional purity, minimizing the burden on downstream purification units. This level of mechanistic understanding is essential for scaling up the commercial scale-up of complex pharmaceutical intermediates without compromising quality standards.
How to Synthesize 4,5-Diaminoshikimic Acid Derivatives Efficiently
The practical execution of this synthesis requires careful attention to reaction parameters such as temperature and stoichiometry to maximize yield and safety. The process begins with the esterification of shikimic acid using thionyl chloride in ethanol, followed by exhaustive mesylation to activate the hydroxyl groups. The subsequent azidation and aziridine formation steps must be conducted under inert atmospheres to prevent oxidation of sensitive phosphorus reagents. The detailed operational procedures, including specific solvent choices like ethyl acetate and toluene, and workup protocols involving aqueous extractions and crystallization, are critical for reproducibility. For technical teams looking to implement this technology, adhering to the standardized synthesis steps is paramount to achieving the reported efficiencies.
- Esterify shikimic acid (II) with ethanol and thionyl chloride to form ethyl ester (III), followed by trimesylation using methanesulfonyl chloride.
- Perform regioselective SN2 substitution with sodium azide to install the C3-azido group, then reduce with trialkylphosphite to form the aziridine intermediate (VI).
- Open the aziridine ring with 3-pentanol, followed by functional group interconversion (hydrolysis, acylation, and final azidation) to yield the target derivative (IX).
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, the adoption of this patented process offers substantial strategic benefits for organizations managing the supply of antiviral drugs. The reduction in synthetic steps directly correlates to lower operational expenditures, as fewer reactors are tied up for shorter durations, and the consumption of raw materials and solvents is drastically simplified. This efficiency drives significant cost reduction in pharmaceutical intermediates manufacturing, allowing buyers to negotiate more favorable pricing structures without sacrificing quality. Moreover, the reliance on commodity chemicals such as methanesulfonyl chloride, sodium azide, and trialkylphosphites ensures that the supply chain is not dependent on exotic or single-source reagents, thereby mitigating the risk of production stoppages due to raw material shortages.
- Cost Reduction in Manufacturing: The elimination of multiple isolation and purification stages significantly lowers the cost of goods sold (COGS). By telescoping reactions, the process reduces solvent usage and waste disposal costs, which are major contributors to the final price of specialty chemicals. Additionally, the high selectivity of the reactions minimizes the formation of byproducts, reducing the need for expensive chromatographic separations and increasing the overall mass balance of the process.
- Enhanced Supply Chain Reliability: Starting from shikimic acid, which is produced via established fermentation technologies, provides a stable and scalable foundation for production. This biotechnological sourcing ensures that the supply of the key starting material can be ramped up quickly in response to market demand, such as during flu seasons or pandemic outbreaks. The robustness of the chemical steps further ensures consistent batch-to-batch quality, fostering long-term partnerships between suppliers and pharmaceutical manufacturers.
- Scalability and Environmental Compliance: The process is designed with scalability in mind, utilizing standard unit operations that are easily transferable from pilot plant to commercial production scales. The use of less hazardous solvents where possible and the minimization of waste streams align with modern green chemistry principles. This environmental compliance not only reduces regulatory burdens but also enhances the corporate social responsibility profile of the manufacturing entity, making it a preferred partner for global health initiatives.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis route. Understanding these details helps stakeholders evaluate the feasibility of integrating this technology into their existing supply chains. The answers are derived directly from the experimental data and claims presented in the patent documentation, ensuring accuracy and relevance for decision-makers.
Q: How does this process improve upon the conventional Rohloff synthesis?
A: The patented method reduces the total number of synthetic steps and eliminates the need for isolating certain unstable intermediates, thereby significantly improving overall yield and operational efficiency compared to prior art methods like WO 98/07685.
Q: What specific measures are taken to control ester hydrolysis impurities?
A: During the final reduction step (Step g), catalytic amounts of acetic acid (0.5 mol% to 3.0 mol%) are added to the reaction mixture. This acidic environment effectively suppresses the hydrolysis of the ethyl ester group, ensuring high purity of the final amine product.
Q: Is the starting material shikimic acid readily available for large-scale production?
A: Yes, shikimic acid is commercially accessible through established biotechnological fermentation processes, ensuring a reliable and scalable supply chain foundation for the manufacturing of these antiviral intermediates.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Oseltamivir Phosphate Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of having a dependable supply chain for life-saving antiviral medications. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that we can meet the rigorous demands of global pharmaceutical clients. We are committed to maintaining stringent purity specifications and operating rigorous QC labs to guarantee that every batch of 4,5-diaminoshikimic acid derivative meets the highest international standards. Our facility is equipped to handle the specific reagents and conditions required by Patent CN101801914B, providing a seamless transition from laboratory innovation to industrial reality.
We invite potential partners to engage with our technical procurement team to discuss how we can tailor our manufacturing capabilities to your specific needs. By requesting a Customized Cost-Saving Analysis, you can gain deeper insights into how our optimized processes can reduce your overall procurement costs. We encourage you to contact us today to obtain specific COA data and route feasibility assessments, ensuring that your project moves forward with confidence and efficiency. Let us be your trusted partner in delivering high-quality chemical solutions for a healthier world.