Advanced Manufacturing of Pyridine Quinazoline Intermediates for High-Efficiency Insecticide Production
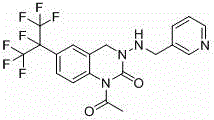
The global demand for next-generation insecticides continues to drive innovation in the synthesis of complex heterocyclic intermediates, particularly within the pyridine quinazoline class which exhibits potent activity against stinkbugs, aphids, and whiteflies. A pivotal breakthrough in this domain is detailed in patent CN110698416B, which discloses a highly optimized preparation method for the key intermediate 3-amino-6-(perfluoropropane-2-yl)-3,4-dihydroquinazoline-2(1H)-one. This technical advancement addresses long-standing challenges in atom economy and impurity control that have historically plagued the industrial production of this high-value agrochemical intermediate. By re-engineering the sequence of chemical transformations, specifically delaying the introduction of expensive fluorinated reagents, the disclosed methodology offers a robust pathway for manufacturers seeking to enhance process efficiency. As a leading entity in fine chemical manufacturing, understanding these mechanistic shifts is crucial for securing a reliable agrochemical intermediate supplier partnership that can deliver consistent quality at scale.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
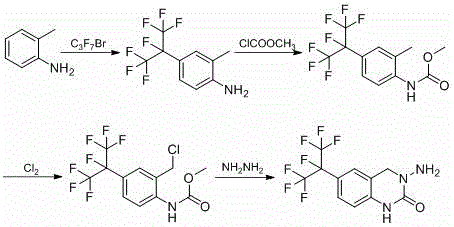
Historically, the synthesis of this quinazolinone derivative has been hindered by inefficient reaction sequences that expose expensive raw materials to harsh conditions prematurely. Prior art, such as the route disclosed in WO2005123695, typically initiates the synthesis with a radical substitution reaction using 2-bromoheptafluoropropane on 2-methylaniline. This approach is fundamentally flawed because the subsequent benzyl chlorination step generates significant side reactions, including the formation of difficult-to-remove dichlorinated by-products. Furthermore, because the costly perfluorinated group is attached in the very first step, any losses incurred during the subsequent chlorination and purification stages directly impact the overall cost of goods sold. The boiling point similarities between the desired product and its chlorinated impurities make purification via distillation exceptionally difficult, often resulting in a final product content that struggles to exceed acceptable thresholds, with reported yields based on the fluorinated reagent hovering around a mere 66.6%.
The Novel Approach
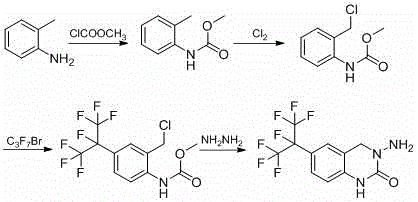
In stark contrast, the innovative strategy outlined in the patent data reverses the traditional order of operations to maximize yield and minimize waste. The novel approach begins with an amino protection reaction using methyl chloroformate, followed by a controlled benzyl chlorination. Crucially, the intermediate (2-(chloromethyl) phenyl) methyl carbamate is subjected to high vacuum rectification before the introduction of the expensive 2-bromoheptafluoropropane. This strategic pivot ensures that the substrate entering the substitution step is of exceptional purity, with dichloro by-product levels suppressed to below 0.5%. By reserving the addition of the high-cost fluorinated reagent for the third step, the process effectively shields it from the degradative conditions of the initial chlorination. This sequence not only simplifies the purification burden but also drastically improves the utilization rate of the most expensive starting material, establishing a new benchmark for cost reduction in pesticide manufacturing.
Mechanistic Insights into the Four-Step Cascade Synthesis
The chemical elegance of this process lies in its precise control over reactivity and selectivity at each stage of the four-step cascade. The initial protection of 2-methylaniline with methyl chloroformate in the presence of sodium carbonate creates a carbamate shield that prevents unwanted side reactions on the nitrogen atom during the subsequent radical chlorination. In the second step, the use of azobisisobutyronitrile (AIBN) as a radical initiator facilitates the selective chlorination of the benzylic methyl group at 60-65°C. The mechanistic advantage here is the ability to isolate this chlorinated intermediate via high vacuum rectification, a unit operation that leverages the volatility difference between the mono-chlorinated product and the di-chlorinated impurity. Following this purification, the substrate undergoes a nucleophilic aromatic substitution or radical-mediated coupling with 2-bromoheptafluoropropane, facilitated by sodium dithionite and sodium carbonate in a biphasic methyl tert-butyl ether and water system. The final cyclization with hydrazine hydrate closes the quinazoline ring, releasing the protected amine to form the final bioactive scaffold.
Impurity control is rigorously maintained through the intermediate purification steps, which act as gatekeepers for the final product quality. In conventional routes, the accumulation of chlorinated impurities often leads to complex mixtures that are resistant to standard crystallization or distillation. However, by implementing the high vacuum rectification after the chlorination step, the process ensures that the molar ratio of reactants in the subsequent fluorination step is optimized, preventing the consumption of the expensive fluorinated reagent by impure substrates. This results in a final crude product that requires minimal downstream processing to achieve a purity of 93.8-95.5%. Such tight control over the impurity profile is essential for meeting the stringent specifications required by global regulatory bodies for high-purity agrochemical intermediates, ensuring that the final insecticide formulation performs consistently in the field without phytotoxic side effects.
How to Synthesize 3-amino-6-(perfluoropropane-2-yl)-3,4-dihydroquinazolin-2(1H)-one Efficiently
The execution of this synthesis requires careful attention to reaction parameters, particularly temperature control during the exothermic chlorination and the slow addition of reagents to manage heat evolution. The protocol dictates a specific molar stoichiometry, such as a 1:1.2 ratio of aniline to methyl chloroformate, to ensure complete conversion while minimizing excess reagent waste. Solvent selection plays a pivotal role, with dichloroethane utilized for the initial steps due to its favorable boiling point for azeotropic dehydration, and methyl tert-butyl ether employed in the substitution step to facilitate phase transfer catalysis. Operators must adhere strictly to the specified addition times, such as the 6-hour drip rate for the fluorinated reagent, to maintain reaction homogeneity and prevent localized hot spots that could degrade the sensitive perfluoroalkyl group. For a comprehensive breakdown of the exact operational parameters and safety protocols, please refer to the standardized guide below.
- Perform amino protection of 2-methylaniline using methyl chloroformate and sodium carbonate to form (2-methylphenyl) methyl carbamate.
- Conduct benzyl chlorination using chlorine gas and AIBN initiator, followed by high vacuum rectification to remove dichloro by-products.
- Execute benzene ring substitution with 2-bromoheptafluoropropane using sodium dithionite and sodium carbonate in a biphasic system.
- Complete the synthesis via cyclization reaction with 80% hydrazine hydrate in methanol to obtain the final quinazolinone intermediate.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, this patented methodology offers transformative benefits for procurement managers and supply chain directors focused on optimizing the cost structure of insecticide production. The primary economic driver is the substantial reduction in raw material costs achieved by altering the reaction sequence. Since 2-bromoheptafluoropropane constitutes a significant portion of the molecular weight and cost of the final intermediate, improving its yield from roughly two-thirds to over four-fifths represents a massive financial saving. This efficiency gain is not merely theoretical; it translates directly into a lower cost per kilogram of the active intermediate, allowing downstream formulators to maintain competitive pricing in the global agrochemical market. Furthermore, the elimination of difficult purification steps associated with the old route reduces the consumption of solvents and energy, contributing to a leaner and more sustainable manufacturing footprint.
- Cost Reduction in Manufacturing: The strategic delay in introducing the most expensive raw material, 2-bromoheptafluoropropane, effectively decouples its consumption from the yield losses of the earlier chlorination step. In traditional processes, a significant fraction of this high-value reagent is lost to side reactions and purification waste; however, the new route ensures that nearly every mole of the fluorinated reagent added is converted into the desired product. This optimization eliminates the need for excessive overcharging of reagents to compensate for poor yields, thereby driving down the variable cost of production significantly without compromising on the quality of the output.
- Enhanced Supply Chain Reliability: The simplification of the purification process through high vacuum rectification enhances the predictability and speed of the manufacturing cycle. Conventional methods often suffer from batch-to-batch variability due to the difficulty in separating chlorinated impurities, which can lead to production delays and extended lead times. By implementing a robust physical separation step early in the sequence, the new process ensures a consistent flow of high-quality intermediates to the final cyclization stage. This reliability allows supply chain planners to forecast production schedules with greater accuracy, reducing the risk of stockouts and ensuring a steady supply of critical agrochemical intermediates to meet seasonal demand peaks.
- Scalability and Environmental Compliance: The process is designed with scalability in mind, utilizing standard unit operations such as rectification and biphasic stirring that are easily transferred from pilot plant to commercial scale. The reduction in solvent usage and the higher atom economy contribute to a lower environmental burden, aligning with increasingly strict global regulations on chemical manufacturing emissions. The ability to recover and recycle solvents like methanol and methyl tert-butyl ether further enhances the sustainability profile of the process, making it an attractive option for manufacturers aiming to reduce their carbon footprint while maintaining high production volumes.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis route. These insights are derived directly from the experimental data and comparative analysis provided in the patent documentation, offering clarity on how this method outperforms legacy technologies. Understanding these nuances is vital for technical teams evaluating the feasibility of adopting this new process for large-scale commercial scale-up of complex agrochemical intermediates.
Q: Why is the new synthesis route more cost-effective than conventional methods?
A: The new route delays the introduction of the expensive raw material, 2-bromoheptafluoropropane, until the third step. Conventional methods introduce it in the first step, leading to significant losses during subsequent harsh reactions like chlorination. By protecting the amine first and purifying the chlorinated intermediate via high vacuum rectification before adding the expensive fluorinated reagent, the overall yield based on this costly material increases from approximately 66.6% to over 82.9%.
Q: How does this process control impurities like the dichloro by-product?
A: The process utilizes a specific high vacuum rectification step immediately after the benzyl chlorination reaction. This physical separation technique effectively removes the dichlorinated by-product, reducing its concentration to below 0.5%. This ensures that the subsequent substitution reaction proceeds with a highly pure starting material, preventing the carryover of impurities into the final cyclized product.
Q: What is the expected purity and yield of the final intermediate?
A: According to the patented method, the final product, 3-amino-6-(perfluoropropane-2-yl)-3,4-dihydroquinazolin-2(1H)-one, achieves a content of 93.8-95.5% as determined by liquid chromatography. The total yield, calculated based on the limiting reagent 2-bromoheptafluoropropane, ranges consistently between 82.9% and 85.0% across multiple experimental examples.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3-amino-6-(perfluoropropane-2-yl)-3,4-dihydroquinazolin-2(1H)-one Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition from laboratory innovation to industrial reality requires a partner with deep technical expertise and robust manufacturing capabilities. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the intricate balance of reaction conditions described in patents like CN110698416B is maintained at every scale. We are committed to delivering products that meet stringent purity specifications, supported by our rigorous QC labs that utilize advanced analytical techniques to verify identity and assay. Our infrastructure is designed to handle complex fluorinated chemistry safely and efficiently, providing a secure source for your critical supply chain needs.
We invite you to engage with our technical procurement team to discuss how we can tailor this synthesis route to your specific volume requirements. By leveraging our process optimization capabilities, we can provide a Customized Cost-Saving Analysis that quantifies the potential economic benefits of switching to this superior manufacturing method. Please contact us today to request specific COA data and route feasibility assessments, and let us demonstrate how our commitment to quality and innovation can support your long-term strategic goals in the agrochemical sector.