Advanced Synthesis of Potential Antiviral Drug Intermediate BL for Commercial Scale-Up
The pharmaceutical industry is constantly evolving in its quest to combat emerging viral threats, with a significant focus shifting towards nucleoside analogues similar to Remdesivir. Patent CN115894498A introduces a groundbreaking methodology for synthesizing a potential antiviral drug intermediate, designated as Intermediate BL, which features a modified amino group on the 4-aminopyrrolo[2,1-f][1,2,4]triazine core. This structural modification is critical as it opens avenues for developing next-generation antiviral compounds with potentially improved efficacy or resistance profiles against pathogens like Ebola, Marburg, and coronaviruses. The disclosed technology addresses the urgent need for reliable supply chains capable of delivering high-purity precursors for these vital therapeutics. By modifying the amino functionality, researchers can explore a broader chemical space for drug discovery, making this intermediate a cornerstone for future medicinal chemistry campaigns. 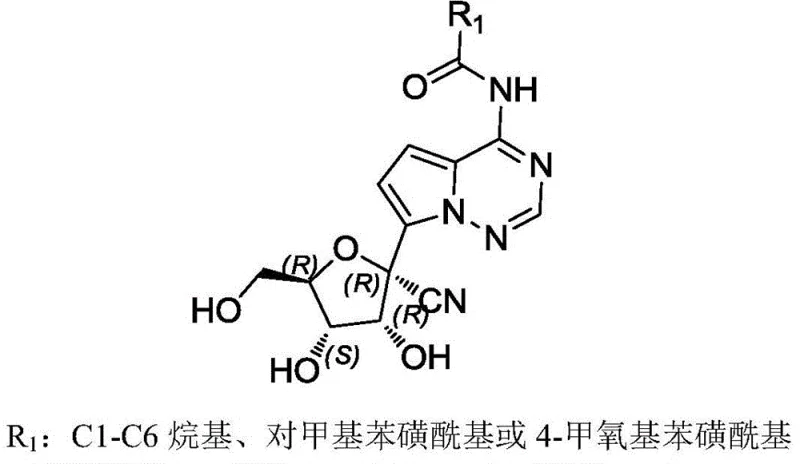
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional synthetic routes for nucleoside analogues often suffer from complex protection-deprotection sequences that drastically reduce overall yield and increase production costs. Conventional methods frequently struggle with controlling stereochemistry during the introduction of the cyano group at the anomeric position, leading to mixtures of diastereomers that are difficult and expensive to separate. Furthermore, existing processes may rely on harsh conditions or unstable intermediates that pose safety risks during commercial scale-up. The lack of selectivity in earlier generations of synthesis often results in significant impurity profiles, requiring extensive purification steps such as preparative HPLC, which is not feasible for multi-kilogram or ton-scale manufacturing. These inefficiencies create bottlenecks in the supply chain, delaying the availability of critical drug substances for clinical trials and commercial distribution.
The Novel Approach
The innovative process described in the patent overcomes these hurdles through a streamlined three-step sequence that prioritizes selectivity and operational simplicity. The core breakthrough lies in the conversion of the hemiacetal intermediate A to the cyano-substituted intermediate B using trimethylsilyl cyanide (TMSCN) under precise Lewis acid catalysis. This specific transformation achieves exceptionally high diastereoselectivity, effectively eliminating the need for difficult downstream separations of stereoisomers. The route utilizes robust starting materials and standard reagents like acyl chlorides and boron trifluoride etherate, which are readily available from a reliable pharmaceutical intermediate supplier. By optimizing reaction conditions, such as temperature control between -40°C and 35°C depending on the step, the process ensures consistent quality and reproducibility. 
Mechanistic Insights into Lewis Acid-Catalyzed Cyanation and Debenzylation
The mechanistic elegance of this synthesis is centered on the activation of the hemiacetal intermediate A by boron trifluoride etherate (BF3·Et2O). In this step, the Lewis acid coordinates with the oxygen atoms of the sugar moiety, facilitating the formation of an oxocarbenium ion-like transition state. This activation allows the nucleophilic attack by the cyanide source (TMSCN) to occur with high facial selectivity, driven by the steric environment created by the adjacent substituents and the rigid pyrrolo-triazine base. The result is the preferential formation of the desired (R)-configured nitrile at the anomeric center, which is crucial for the biological activity of the final nucleoside analogue. This level of control is paramount for R&D directors focused on impurity profiles, as it minimizes the generation of the undesired alpha-anomer, thereby simplifying the purification workflow and enhancing the overall chiral purity of the batch.
Following the cyanation, the final transformation involves the removal of benzyl protecting groups using boron trichloride (BCl3) at cryogenic temperatures ranging from -80°C to -20°C. This debenzylation step is highly chemoselective, cleaving the ether bonds to reveal the free hydroxyl groups necessary for the molecule's function without degrading the sensitive cyano group or the heterocyclic base. The use of BCl3 allows for a clean reaction profile, where the byproducts are volatile or easily washed away during the aqueous workup involving triethylamine methanol solution quenching. This mechanism ensures that the final Intermediate BL retains its structural integrity while achieving the high product quality purity required for subsequent coupling reactions in API manufacturing. The careful control of pH during workup, adjusting to 6-7 with dilute hydrochloric acid, further prevents acid-catalyzed degradation of the glycosidic bond.
How to Synthesize Intermediate BL Efficiently
To implement this synthesis effectively, manufacturers must adhere to strict temperature protocols and molar ratios as defined in the patent specifications. The process begins with the acylation of the starting material SM, followed by the critical cyanation step, and concludes with the debenzylation to yield the final product. Each stage requires precise monitoring via TLC to ensure complete conversion before proceeding to quenching and isolation. The detailed standardized synthesis steps, including specific solvent volumes, reagent equivalents, and isolation techniques like slurry washing with 2-methyltetrahydrofuran, are outlined below to guide process engineers in replicating this high-yield route.
- Step 1: Acylation of starting material SM with acyl chloride using TEA and DMAP in DCM to form hemiacetal intermediate A.
- Step 2: Reaction of intermediate A with TMSCN under Lewis acid catalysis (BF3·Et2O) to achieve high diastereoselective formation of intermediate B.
- Step 3: Debenzylation of intermediate B using boron trichloride (BCl3) at low temperatures to yield the final target Intermediate BL.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, this patented route offers substantial strategic benefits by simplifying the manufacturing landscape for antiviral intermediates. The elimination of complex chromatographic separations due to high diastereoselectivity translates directly into reduced processing time and lower solvent consumption. This efficiency gain is critical for maintaining cost competitiveness in the global market for specialty chemicals. Furthermore, the use of common reagents and scalable reaction conditions means that production can be rapidly ramped up to meet surging demand during health crises without requiring specialized or hard-to-source catalysts. The robustness of the process ensures a continuous supply of high-quality materials, mitigating the risk of production delays that often plague complex nucleoside synthesis.
- Cost Reduction in Manufacturing: The process significantly lowers production costs by avoiding expensive purification technologies and reducing the number of unit operations. The high yields reported in the examples, such as 95.0% for the first step and over 80% for subsequent steps, mean that less raw material is wasted, directly improving the cost of goods sold (COGS). By utilizing a direct cyanation strategy that avoids multiple protection-deprotection cycles, the overall material throughput is optimized, leading to substantial cost savings in pharma manufacturing without compromising on quality standards.
- Enhanced Supply Chain Reliability: Sourcing becomes more predictable as the synthesis relies on commodity chemicals like TMSCN, BF3·Et2O, and BCl3, which are widely available from established chemical vendors. This reduces dependency on single-source suppliers for exotic reagents, thereby strengthening supply chain resilience. The operational simplicity allows for flexible manufacturing schedules, enabling producers to respond quickly to fluctuating market demands for antiviral drug precursors. This reliability is essential for securing long-term contracts with major pharmaceutical companies seeking stable partners for their API supply chains.
- Scalability and Environmental Compliance: The route is explicitly designed for scale-up production, with reaction conditions that are manageable in large-scale reactors, such as controlled cooling and standard agitation. The workup procedures involve standard aqueous washes and crystallization or slurry techniques, which generate less hazardous waste compared to processes requiring heavy metal catalysts or extensive column chromatography. This alignment with green chemistry principles facilitates easier regulatory approval and environmental compliance, ensuring that commercial scale-up of complex pharmaceutical intermediates can proceed smoothly without ecological bottlenecks.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the synthesis and application of Intermediate BL. These answers are derived directly from the technical specifications and experimental data provided in the patent documentation, ensuring accuracy for decision-makers evaluating this technology for their pipelines. Understanding these details helps in assessing the feasibility of integrating this intermediate into broader drug development programs.
Q: What is the key advantage of the cyanation step in this synthesis?
A: The process utilizes Lewis acid catalysis (BF3·Et2O) with TMSCN to achieve very high diastereoselectivity for intermediate B, ensuring superior chiral purity compared to conventional methods.
Q: Is this synthesis route suitable for large-scale manufacturing?
A: Yes, the patent explicitly states the route is simple to operate, offers high yields (up to 95% in step 1), and is specifically designed for scale-up production of antiviral intermediates.
Q: What protecting groups are removed in the final step?
A: The final step involves the removal of benzyl (Bn) protecting groups using boron trichloride (BCl3) to reveal the free hydroxyl groups essential for the biological activity of Intermediate BL.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Intermediate BL Supplier
As the demand for advanced antiviral therapeutics continues to grow, having a manufacturing partner with deep technical expertise is essential for success. NINGBO INNO PHARMCHEM stands ready to support your development needs with our extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production. Our facility is equipped with rigorous QC labs and adheres to stringent purity specifications, ensuring that every batch of Intermediate BL meets the highest international standards for pharmaceutical applications. We understand the critical nature of timeline and quality in the pharma sector and are committed to delivering consistent results.
We invite you to contact our technical procurement team to discuss how we can tailor this synthesis to your specific volume requirements. By requesting a Customized Cost-Saving Analysis, you can gain deeper insights into how our optimized process can benefit your bottom line. We are prepared to provide specific COA data and route feasibility assessments to help you move your antiviral projects forward with confidence and speed.