Advanced Synthesis of 8-Methoxy-Quinolone Carboxylic Acids for Commercial Scale-Up
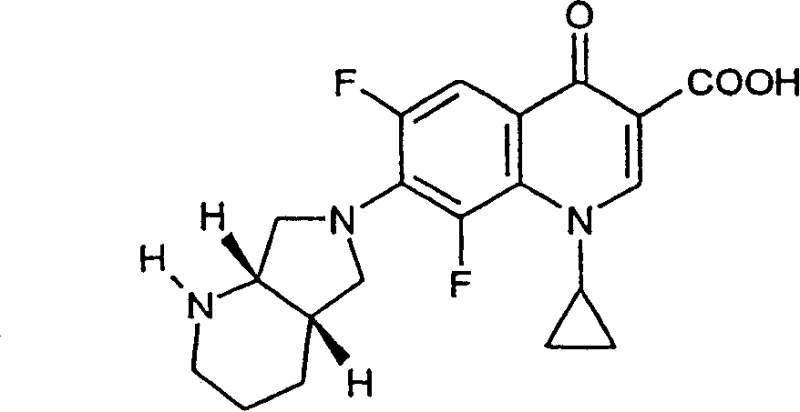
The pharmaceutical industry continuously seeks robust methodologies for synthesizing potent antibiotic intermediates, specifically within the fluoroquinolone class. Patent CN1151151C introduces a transformative preparation method for 8-methoxy-quinolone carboxylic acid compounds, which exhibit superior antibacterial activity against both Gram-negative and Gram-positive bacteria. This technology addresses critical bottlenecks in the production of advanced antibiotics like Gatifloxacin and Bay 12-8039 by optimizing the introduction of the 8-methoxy group. Traditional routes often suffer from sluggish kinetics and harsh conditions, but this innovation leverages specific alkoxide bases in ether solvents to achieve complete conversion under atmospheric pressure. For global procurement teams, this represents a significant opportunity for cost reduction in API manufacturing by simplifying downstream processing. As a reliable pharmaceutical intermediates supplier, understanding these mechanistic advantages is key to securing supply chains for high-purity quinolone antibiotics.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the introduction of an 8-alkoxy group into the quinolone skeleton has been plagued by inefficient reaction conditions that hinder industrial scalability. Prior art methods, such as those described in EP-A-230 295, often necessitate the use of sodium methoxide in polar aprotic solvents like DMF or DMSO at elevated temperatures ranging from 140°C to 150°C. These extreme thermal requirements mandate the use of pressurized reaction vessels, introducing significant safety risks and capital expenditure for manufacturing facilities. Furthermore, reactions conducted in tetrahydrofuran with sodium methoxide have demonstrated poor conversion rates, requiring reaction times exceeding 70 hours to achieve marginal yields. Such prolonged processing times not only consume excessive energy but also occupy reactor capacity for extended periods, drastically reducing overall plant throughput. Additionally, the isolation of the final product from high-boiling polar solvents is notoriously difficult, often requiring complex workup procedures that generate substantial chemical waste.
The Novel Approach
The patented process overcomes these historical deficiencies by utilizing bulky alkoxide bases, specifically potassium tert-butoxide or potassium tert-amyloxide, dissolved in aliphatic or cycloaliphatic ethers. This strategic shift in reagent selection allows the nucleophilic substitution to proceed rapidly at much milder temperatures, typically from 20°C up to the boiling point of the solvent under standard atmospheric pressure. By employing tetrahydrofuran as the preferred solvent, the reaction achieves complete conversion within a mere 2.5 hours, representing a dramatic improvement in temporal efficiency compared to legacy methods. The use of these specific bases minimizes side reactions and degradation of the sensitive quinolone core, ensuring a cleaner reaction profile. Consequently, the reaction mixture can be directly processed to isolate the hydrochloride salt without the need for tedious column chromatography, streamlining the path from raw materials to high-purity pharmaceutical intermediates suitable for commercial scale-up of complex pharmaceutical intermediates.
Mechanistic Insights into Potassium Tert-Butoxide Catalyzed Substitution
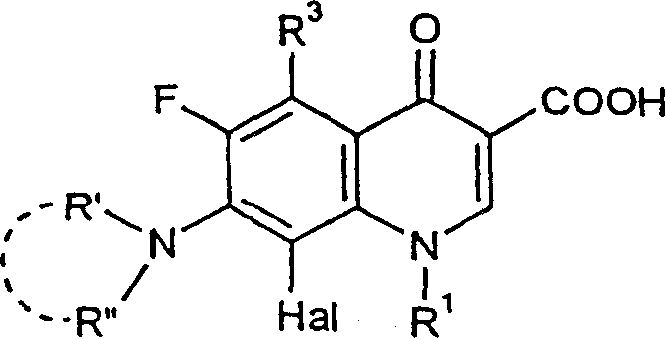
The core chemical transformation involves a nucleophilic aromatic substitution where the 8-halo atom, preferably fluorine or chlorine, is displaced by a methoxy group derived from methanol. The presence of potassium tert-butoxide acts as a potent base that activates the alcohol nucleophile while maintaining a non-nucleophilic environment that prevents unwanted attack on other sensitive positions of the quinolone ring. The steric bulk of the tert-butoxide anion prevents it from acting as a nucleophile itself, thereby directing the reaction exclusively towards the formation of the desired 8-methoxy ether linkage. This selectivity is crucial for maintaining the integrity of the 7-position amine substituent, which is essential for the biological activity of the final antibiotic. The ether solvent, particularly THF, plays a vital role in solvating the potassium cation, enhancing the reactivity of the alkoxide species and facilitating the transition state required for the displacement of the halogen atom. This mechanistic precision ensures that the process yields the target compound with minimal formation of regio-isomers or decomposition products.
Impurity control is inherently built into this synthetic design through the ease of salt formation and crystallization. Unlike previous methods that left significant amounts of unreacted starting material or generated tarry byproducts difficult to separate, this novel route allows for the direct precipitation of the product as a hydrochloride salt upon acidification. The solubility characteristics of the resulting salt in aqueous ethanol mixtures permit effective recrystallization, which serves as a powerful purification step to remove trace organic impurities and residual inorganic salts. This capability is paramount for R&D directors focused on purity and impurity profiles, as it ensures the final active pharmaceutical ingredient meets stringent regulatory specifications without requiring additional chromatographic purification steps. The ability to produce a stable monohydrate form further enhances the physical stability of the material during storage and transport, reducing the risk of degradation over time.
How to Synthesize 8-Methoxy-Quinolone Efficiently
The synthesis protocol outlined in the patent provides a clear roadmap for replicating these results in a pilot or production setting. The process begins by dissolving the 8-halo-quinolone precursor in tetrahydrofuran with a stoichiometric amount of methanol under an inert nitrogen atmosphere to prevent moisture interference. The base solution is then added in controlled portions while maintaining the reaction mixture at reflux, ensuring consistent thermal energy input to drive the substitution to completion. Following the reaction period, the mixture is cooled and treated with dilute hydrochloric acid to precipitate the product as a free-flowing solid.
- Dissolve the 8-halo-quinolone starting material in tetrahydrofuran (THF) with methanol under nitrogen atmosphere.
- Add potassium tert-butoxide solution gradually while heating to reflux temperature for approximately 2.5 hours.
- Precipitate the hydrochloride salt by adding dilute hydrochloric acid, followed by filtration and recrystallization from water/ethanol.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, this technological advancement offers profound benefits for procurement managers and supply chain heads looking to optimize their vendor networks. The elimination of high-pressure reactors and the reduction of reaction times from days to hours significantly lowers the operational expenditure associated with manufacturing these critical intermediates. Energy consumption is drastically reduced due to the lower temperature requirements and shorter heating cycles, contributing to a more sustainable and cost-effective production model. Furthermore, the simplified isolation procedure reduces the consumption of expensive solvents and chromatography media, leading to substantial cost savings in raw material usage. These efficiencies translate directly into more competitive pricing structures for buyers seeking long-term supply agreements for essential antibiotic components.
- Cost Reduction in Manufacturing: The transition from sodium methoxide to potassium tert-butoxide eliminates the need for prolonged heating and high-pressure equipment, which significantly reduces utility costs and maintenance overheads. By avoiding complex purification steps like column chromatography, the process minimizes labor hours and consumable expenses, resulting in a leaner manufacturing cost structure. The high conversion rate ensures that raw material utilization is maximized, reducing waste disposal costs associated with unreacted starting materials. Overall, these factors combine to deliver a more economically viable production route that supports competitive market positioning.
- Enhanced Supply Chain Reliability: Operating under atmospheric pressure removes the safety constraints and inspection requirements associated with pressurized vessels, allowing for more flexible scheduling and faster turnaround times between batches. The robustness of the reaction conditions means that production is less susceptible to delays caused by equipment failures or safety incidents, ensuring a steady flow of materials to downstream customers. Additionally, the use of common solvents like THF and methanol simplifies logistics and inventory management, as these chemicals are readily available from multiple global suppliers. This reliability is critical for reducing lead time for high-purity antibiotics and maintaining continuous production schedules.
- Scalability and Environmental Compliance: The simplicity of the workup procedure, involving direct precipitation and filtration, makes this process highly scalable from laboratory benchtop to multi-ton commercial production without significant re-engineering. The reduced solvent usage and avoidance of hazardous high-temperature conditions align with modern environmental, health, and safety (EHS) standards, facilitating easier regulatory approval in various jurisdictions. Waste generation is minimized due to higher yields and cleaner reaction profiles, supporting corporate sustainability goals and reducing the environmental footprint of the manufacturing site. This scalability ensures that supply can be ramped up quickly to meet surging market demand without compromising quality or compliance.
Frequently Asked Questions (FAQ)
The following questions address common technical inquiries regarding the implementation and benefits of this synthesis method. They are derived from the specific experimental data and comparative examples provided in the patent documentation to clarify operational details. Understanding these nuances helps technical teams evaluate the feasibility of adopting this route for their specific product portfolios.
Q: Why is potassium tert-butoxide preferred over sodium methoxide for this synthesis?
A: Potassium tert-butoxide facilitates faster reaction kinetics and complete conversion at lower temperatures compared to sodium methoxide, which often requires prolonged reaction times up to 70 hours and yields incomplete conversion.
Q: What solvent system ensures the highest yield for 8-methoxy substitution?
A: Aliphatic or cycloaliphatic ethers such as tetrahydrofuran (THF) are preferred. THF specifically enables particularly high yields and short reaction times when used with bulky alkoxide bases.
Q: How is the final product purified to pharmaceutical standards?
A: The product is isolated as a hydrochloride salt via acid precipitation. High purity is achieved through recrystallization from water or water/ethanol mixtures, avoiding complex column chromatography.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 8-Methoxy-Quinolone Supplier
NINGBO INNO PHARMCHEM stands ready to leverage this advanced synthetic technology to support your pharmaceutical development pipelines. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from lab-scale optimization to full-scale manufacturing is seamless and efficient. We maintain stringent purity specifications and operate rigorous QC labs to guarantee that every batch of 8-methoxy-quinolone intermediate meets the highest international standards for safety and efficacy. Our commitment to technical excellence allows us to navigate complex chemical transformations with precision, delivering materials that facilitate your downstream drug development processes.
We invite you to engage with our technical procurement team to discuss how this optimized process can benefit your specific project requirements. By requesting a Customized Cost-Saving Analysis, you can gain deeper insights into the economic advantages of switching to this superior manufacturing route. We encourage potential partners to contact us for specific COA data and route feasibility assessments to verify the compatibility of our capabilities with your quality expectations. Let us collaborate to enhance the efficiency and reliability of your antibiotic supply chain today.