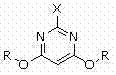
Advanced Manufacturing of 2-Substituted-4,6-Dialkoxy Pyrimidines for Global Agrochemical Supply Chains
The global demand for high-performance agrochemical intermediates continues to surge, driven by the need for more efficient herbicides and fungicides. At the forefront of this chemical evolution is the synthesis of 2-substituted-4,6-dialkoxy pyrimidines, a critical scaffold for sulfonylurea herbicides and other bioactive compounds. A pivotal advancement in this field is documented in Chinese Patent CN103172574A, which outlines a novel, industrially viable synthesis process that fundamentally restructures the production workflow. Unlike traditional methodologies that rely on expensive precursors and generate substantial hazardous waste, this patented approach leverages malononitrile as a cost-effective starting material. By integrating specific catalytic systems and optimizing reaction thermodynamics, the process achieves a total yield exceeding 55% with product purity consistently greater than 99%. This technical breakthrough not only addresses the economic pressures facing fine chemical manufacturers but also aligns with increasingly stringent environmental regulations regarding waste disposal and solvent recovery.
For R&D directors and process chemists, the significance of this patent lies in its ability to bypass the structural limitations of legacy synthetic routes. The methodology employs a unique three-step sequence: imidization and alcoholysis to form a hexaalkoxypropane intermediate, followed by a sophisticated nucleophilic addition and aromatization rearrangement. This pathway effectively mitigates the stability issues associated with unstable cyanamide intermediates found in earlier malononitrile-based attempts. Furthermore, the strategic use of transition metal catalysts, such as titanium tetrachloride and cobalt chloride, facilitates reaction kinetics under milder conditions, thereby reducing energy consumption and enhancing operational safety. As we delve deeper into the mechanistic details and commercial implications, it becomes evident that this technology represents a robust solution for the reliable supply of high-purity agrochemical intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
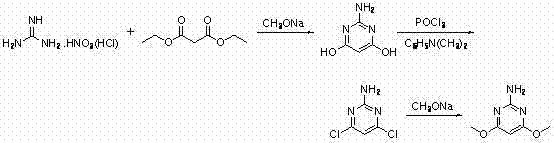
Historically, the industrial preparation of 2-amino-4,6-dimethoxypyrimidine (ADMP) and its analogues has been plagued by significant technical and economic inefficiencies. The most prevalent conventional method involves the use of diethyl malonate and guanidine salts, proceeding through substitution cyclization, chlorination, and methoxy substitution. While this route utilizes simple raw materials, it suffers from severe drawbacks, including the requirement for large quantities of sodium alkoxide and the generation of excessive tertiary amine waste. The chlorination step, in particular, introduces safety hazards and necessitates complex scrubbing systems to handle corrosive byproducts. Moreover, the recovery of solvents and catalysts in this traditional pathway is often imperfect, leading to elevated production costs and a larger environmental footprint.
Alternative historical approaches have attempted to utilize malononitrile directly, but these too have faced substantial hurdles. For instance, earlier patents describe routes involving alcoholysis salification followed by cyanamide replacement. However, these methods are frequently compromised by the thermal instability of key intermediates, such as dimethoxy malonamidine hydrochloride, which is prone to decomposition and polymerization under reaction conditions. This instability results in lower yields and inconsistent product quality, making scale-up difficult and economically unviable. Additionally, some of these older processes require harsh reaction conditions or toxic methylating agents like dimethyl sulfate, posing significant risks to operator safety and complicating regulatory compliance for modern manufacturing facilities.

The Novel Approach
The synthesis process detailed in CN103172574A offers a transformative alternative by re-engineering the reaction pathway to maximize stability and efficiency. Instead of relying on the problematic direct cyclization of unstable salts, this novel approach isolates a robust hexaalkoxypropane intermediate through a controlled imidization and alcoholysis sequence. This intermediate serves as a stable platform for the subsequent construction of the pyrimidine ring skeleton via nucleophilic addition with urea, thiourea, or guanidine. By decoupling the formation of the carbon backbone from the ring closure, the process avoids the side reactions and polymerization issues that plague earlier methods. The result is a smoother, safer operation flow that maintains high conversion rates throughout the synthesis, ensuring that the final product meets the rigorous purity standards required for downstream pharmaceutical and agrochemical applications.
Mechanistic Insights into Catalytic Cyclization and Aromatization
The core innovation of this synthesis lies in the precise manipulation of catalytic cycles and reaction thermodynamics across three distinct stages. In the initial step, malononitrile undergoes imidization in the presence of dry hydrogen chloride gas and a specialized catalyst, Cat-1, such as titanium tetrachloride or zirconium dioxide. This catalyst plays a crucial role in activating the nitrile groups towards nucleophilic attack by the alcohol, facilitating the formation of the dialkyl oxypropionamidine hydrochloride salt at temperatures ranging from -15°C to 45°C. The choice of solvent, preferably methyl acetate or ethyl acetate, further stabilizes the intermediate and prevents premature hydrolysis. This controlled environment ensures that the highly reactive nitrile functionality is converted efficiently into the amidine structure without degrading into unwanted polymeric byproducts, setting a strong foundation for high overall yield.
Following the formation of the amidine salt, the process transitions to the alcoholysis phase to generate the hexaalkoxypropane intermediate. Here, the maintenance of a specific pH range between 2 and 6 is critical; this acidity level suppresses the hydrolysis of the substrate while simultaneously promoting the alcoholysis reaction rate. The subsequent cyclization step represents the most complex mechanistic feat, utilizing a dual-catalyst system involving Cat-2 (e.g., cobalt chloride) and an alkali base like sodium methylate. The reaction is conducted in a two-stage temperature profile: an initial phase at 50-80°C to facilitate nucleophilic addition, followed by a higher temperature phase at 70-120°C to drive elimination and aromatization rearrangement. This staged heating strategy allows for the complete construction of the pyrimidine ring and the establishment of aromaticity in a single vessel, significantly simplifying the operational workflow and minimizing material transfer losses.
How to Synthesize 2-Amino-4,6-Dimethoxypyrimidine Efficiently
Implementing this synthesis route requires strict adherence to the patented parameters to ensure reproducibility and safety. The process begins with the preparation of the amidine hydrochloride, followed by its conversion to the hexaalkoxypropane intermediate, and concludes with the catalytic cyclization. Each step demands careful monitoring of temperature, pressure, and pH to prevent side reactions. The detailed standardized synthesis steps below outline the specific reagent ratios, solvent choices, and workup procedures necessary to achieve the reported >99% purity and >55% total yield. Operators should note the importance of using anhydrous conditions during the alcoholysis phase and the specific recrystallization protocols required to obtain the final white crystalline product suitable for sensitive agrochemical formulations.
- Step 1: Imidization and Alcoholysis of Malononitrile using HCl gas and Catalyst Cat-1 (e.g., TiCl4) at -15 to 45°C to form dialkyl oxypropionamidine hydrochloride.
- Step 2: Conversion to Hexaalkoxypropane by reacting the amidine salt with anhydrous alcohol at controlled pH 2-6 and temperatures between 25-60°C.
- Step 3: Cyclization with Urea/Thiourea/Guanidine using Catalyst Cat-2 and alkali base, employing a two-stage heating protocol (50-80°C followed by 70-120°C) to achieve aromatization.
Commercial Advantages for Procurement and Supply Chain Teams
From a procurement and supply chain perspective, the adoption of this novel synthesis process offers compelling strategic advantages that extend beyond mere technical feasibility. The shift from expensive and hazardous raw materials to commodity chemicals like malononitrile fundamentally alters the cost structure of production. Malononitrile is a widely available bulk chemical, which insulates the supply chain from the volatility associated with specialized esters or toxic methylating agents. Furthermore, the elimination of the chlorination step removes the need for costly corrosion-resistant equipment and extensive waste treatment infrastructure for chlorine-containing effluents. This simplification of the manufacturing process translates directly into reduced capital expenditure and lower operating costs, making the final intermediate more price-competitive in the global market.
- Cost Reduction in Manufacturing: The economic benefits of this process are driven by the drastic simplification of the synthetic route and the optimization of reagent usage. By avoiding the use of large excesses of sodium alkoxide and eliminating the need for tertiary amine catalysts, the process significantly reduces raw material consumption. Additionally, the ability to perform the final cyclization and aromatization in a streamlined manner reduces solvent usage and energy requirements associated with multiple isolation steps. These factors combine to deliver substantial cost savings per kilogram of product, allowing manufacturers to offer more competitive pricing to downstream formulators without compromising on quality margins.
- Enhanced Supply Chain Reliability: Supply chain resilience is bolstered by the use of stable intermediates and mild reaction conditions. Unlike previous methods that relied on thermally unstable cyanamide derivatives prone to decomposition, the hexaalkoxypropane intermediate in this process is robust and easier to handle and store. This stability reduces the risk of batch failures due to原料 degradation during transport or storage. Moreover, the mild temperature ranges (-15°C to 120°C) and atmospheric pressure operations simplify logistics and equipment requirements, enabling a broader range of manufacturing partners to produce the material reliably, thus diversifying the supply base and reducing lead time risks.
- Scalability and Environmental Compliance: Scaling this process to commercial volumes is facilitated by its inherent safety and environmental profile. The reduction in three-waste generation—specifically the avoidance of heavy metal contamination from chlorination and the minimization of saline waste from neutralization—simplifies wastewater treatment and lowers disposal costs. The solvents used, such as methyl acetate and chlorobenzene, are amenable to efficient recovery and recycling systems, further enhancing the sustainability of the operation. This alignment with green chemistry principles not only ensures compliance with tightening environmental regulations but also future-proofs the supply chain against potential regulatory bans on older, dirtier technologies.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis technology. These answers are derived directly from the experimental data and beneficial effects described in the patent documentation, providing clarity on yield expectations, purity profiles, and operational safety. Understanding these details is essential for technical teams evaluating the feasibility of integrating this route into their existing manufacturing portfolios.
Q: What are the primary advantages of the malononitrile route over traditional diethyl malonate methods?
A: The malononitrile route described in CN103172574A eliminates the need for excessive sodium alkoxide and tertiary amine catalysts required in diethyl malonate routes. This results in significantly reduced three-waste generation, simpler post-reaction processing, and avoids the use of toxic methylating agents often associated with older chlorination-methoxylation pathways.
Q: How does the new process ensure high product purity (>99%)?
A: High purity is achieved through precise control of reaction parameters, specifically maintaining pH between 2-6 during the alcoholysis step to suppress substrate hydrolysis. Additionally, the use of specific catalysts like CoCl2 in the final cyclization step enhances reaction conversion and minimizes incomplete reaction impurities, allowing for effective purification via recrystallization.
Q: Is this synthesis method suitable for large-scale industrial production?
A: Yes, the process is designed for industrial scalability. It utilizes cheap and readily available raw materials like malononitrile, operates under mild temperature conditions (-15°C to 120°C) without requiring extreme pressure, and features a streamlined 'one-pot' potential for the final cyclization stage, which simplifies equipment requirements and operational safety.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 2-Amino-4,6-Dimethoxypyrimidine Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-quality intermediates play in the success of your final agrochemical and pharmaceutical products. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory bench to industrial reactor is seamless and efficient. We are committed to delivering 2-substituted-4,6-dialkoxy pyrimidines that meet stringent purity specifications, leveraging our rigorous QC labs to verify every batch against the highest industry standards. Our capability to implement advanced catalytic processes like the one described in CN103172574A allows us to offer a product that balances exceptional quality with economic efficiency.
We invite you to collaborate with us to optimize your supply chain and reduce your manufacturing costs. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your specific volume requirements. We are ready to provide specific COA data and comprehensive route feasibility assessments to demonstrate how our advanced synthesis capabilities can support your long-term strategic goals. Let us be your partner in driving innovation and efficiency in the global fine chemicals market.