Advanced Metal-Free Synthesis of 3-Quinolinyl-5-Trifluoromethyl-1,2,4-Triazole Derivatives for Commercial Scale-Up
Advanced Metal-Free Synthesis of 3-Quinolinyl-5-Trifluoromethyl-1,2,4-Triazole Derivatives for Commercial Scale-Up
The pharmaceutical and fine chemical industries are constantly seeking robust, scalable, and environmentally benign synthetic routes for complex heterocyclic scaffolds. A groundbreaking development in this domain is detailed in patent CN113307790B, which discloses a highly efficient preparation method for 3-quinolinyl-5-trifluoromethyl substituted 1,2,4-triazole compounds. These nitrogen-containing heterocycles are critical structural motifs found in numerous bioactive molecules and serve as essential ligands in coordination chemistry for applications ranging from drug discovery to organic light-emitting diodes (OLEDs). The disclosed technology represents a paradigm shift from laborious multi-step sequences to a streamlined, one-pot oxidative cyclization strategy. By leveraging a catalytic system comprising tetrabutylammonium iodide (TBAI) and tert-butyl hydroperoxide (TBHP), this method achieves exceptional yields under mild conditions, positioning it as a superior choice for reliable pharmaceutical intermediate supplier networks aiming to optimize their production pipelines.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of quinolyl-substituted 1,2,4-triazoles has been plagued by significant inefficiencies that hinder commercial viability. Traditional protocols typically rely on quinoline-2-carboxylic acid as the primary starting material, necessitating a cumbersome five-step reaction sequence to construct the target heterocyclic core. This linear approach suffers from compounding yield losses at each stage, resulting in a dismal overall yield of approximately 17%, which is economically unsustainable for large-scale manufacturing. Furthermore, these conventional routes often demand severe reaction conditions, including strict anhydrous and anaerobic environments, which escalate operational costs and safety risks. The reliance on stoichiometric amounts of hazardous reagents and the generation of substantial chemical waste further complicate the post-treatment process, creating bottlenecks in cost reduction in API manufacturing and imposing heavy burdens on waste management systems.
The Novel Approach
In stark contrast, the methodology outlined in patent CN113307790B introduces a disruptive one-pot synthesis that dramatically simplifies the production landscape. This novel approach utilizes readily available and inexpensive 2-methylquinoline and trifluoroacetimidohydrazide as building blocks, bypassing the need for pre-functionalized carboxylic acid derivatives. The reaction proceeds via an elegant oxidative cyclization promoted by a TBAI/TBHP system in the presence of diphenylphosphinic acid, eliminating the requirement for toxic heavy metal catalysts. This metal-free characteristic is a pivotal advantage, as it removes the costly and technically challenging downstream processes associated with heavy metal scavenging and residual analysis, thereby ensuring high-purity pharmaceutical intermediate outputs. The operational simplicity allows the reaction to proceed in common organic solvents like DMSO at moderate temperatures of 80°C to 100°C, significantly lowering energy consumption and enhancing the safety profile for commercial scale-up of complex polymer additives or pharmaceutical precursors.

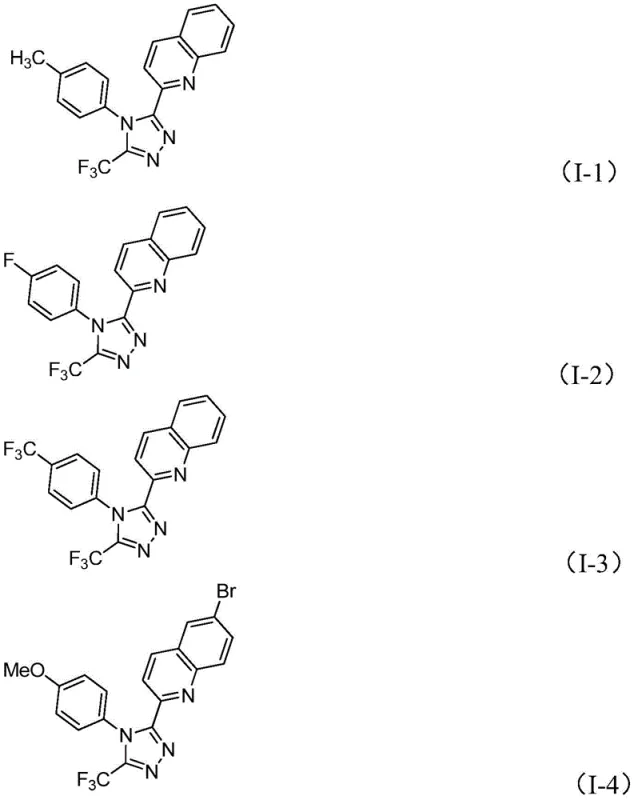
The versatility of this new synthetic route is exemplified by its broad substrate scope, accommodating a wide array of electronic and steric variations. As illustrated in the specific embodiments, substituents such as methyl, methoxy, bromine, and trifluoromethyl groups on the aromatic ring of the hydrazide component are well-tolerated, yielding products with high efficiency. Similarly, modifications on the quinoline ring, including halogen and nitro substitutions, do not impede the reaction progress. This flexibility empowers medicinal chemists to rapidly generate diverse libraries of triazole derivatives for structure-activity relationship (SAR) studies without being constrained by synthetic limitations. The ability to access such structural diversity through a unified, robust protocol underscores the method's potential as a cornerstone technology for reducing lead time for high-purity pharmaceutical intermediates in drug discovery programs.
Mechanistic Insights into TBAI/TBHP Promoted Oxidative Cyclization
The success of this transformation hinges on the synergistic interaction between the iodide catalyst and the peroxide oxidant, which facilitates a complex cascade of oxidative events. The proposed mechanism initiates with the TBAI-catalyzed oxidation of the methyl group on the 2-methylquinoline substrate. Under the influence of TBHP, the methyl group is likely converted into an reactive aldehyde equivalent or an iodinated intermediate in situ. This activated species then undergoes a condensation reaction with the trifluoroacetimidohydrazide to form a dehydrated hydrazone intermediate. Subsequent oxidative iodination and intramolecular electrophilic substitution trigger the cyclization event, closing the triazole ring. The final aromatization step releases the stable 3-quinolinyl-5-trifluoromethyl-1,2,4-triazole product. This radical-mediated pathway is highly efficient because it avoids the formation of stable off-cycle intermediates that typically plague stepwise syntheses, ensuring a smooth flow of material towards the desired product.
From an impurity control perspective, the mechanism offers distinct advantages for maintaining product quality. The use of diphenylphosphinic acid as an additive plays a crucial role in stabilizing the reaction environment and potentially suppressing side reactions such as over-oxidation or polymerization of the reactive intermediates. By operating under non-anhydrous conditions using aqueous TBHP, the system demonstrates remarkable tolerance to moisture, which simplifies the raw material specifications and reduces the risk of hydrolysis-related impurities that are common in moisture-sensitive organometallic reactions. The absence of transition metals means there is no risk of metal-catalyzed decomposition pathways or metal-complex formation, which simplifies the impurity profile significantly. This clean reaction profile translates directly to easier purification via standard column chromatography or crystallization, ensuring that the final material meets the stringent purity specifications required for regulatory submission in pharmaceutical applications.
How to Synthesize 3-Quinolinyl-5-Trifluoromethyl-1,2,4-Triazole Efficiently
Implementing this synthesis in a laboratory or pilot plant setting requires careful attention to reagent ratios and thermal management to maximize yield and safety. The protocol dictates a specific molar ratio of reactants, typically employing an excess of the hydrazide component relative to the quinoline derivative to drive the equilibrium forward. The reaction is conducted in polar aprotic solvents, with DMSO identified as the optimal medium due to its ability to dissolve both organic substrates and the ionic catalyst effectively while stabilizing the polar transition states. Heating the mixture to 90°C for approximately 12 hours provides the necessary activation energy for the oxidative cyclization to reach completion. Detailed standardized synthesis steps see the guide below.
- Combine tetrabutylammonium iodide (TBAI), tert-butyl hydroperoxide (TBHP), diphenylphosphinic acid, trifluoroacetimidohydrazide, and 2-methylquinoline in an organic solvent such as DMSO.
- Heat the reaction mixture to a temperature range of 80°C to 100°C and maintain stirring for a duration of 8 to 14 hours to ensure complete conversion.
- Upon completion, filter the reaction mixture, mix with silica gel, and purify via column chromatography to isolate the target 3-quinolinyl-5-trifluoromethyl-1,2,4-triazole compound.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this technology offers transformative benefits that extend beyond mere chemical yield. The elimination of heavy metal catalysts is perhaps the most significant economic driver, as it removes the need for expensive scavenger resins and specialized analytical testing for residual metals, which are mandatory for API release. This simplification of the downstream processing workflow results in substantial cost savings and a drastically simplified manufacturing process. Furthermore, the starting materials, specifically 2-methylquinoline and various aromatic amines used to prepare the hydrazide, are commodity chemicals available from multiple global suppliers, mitigating the risk of single-source dependency and ensuring supply continuity even during market fluctuations.
- Cost Reduction in Manufacturing: The economic impact of this metal-free protocol is profound. By avoiding precious metal catalysts like palladium or copper, the direct material costs are significantly reduced. Additionally, the one-pot nature of the reaction consolidates what was previously a five-step process into a single unit operation, drastically cutting down on labor hours, solvent usage, and reactor occupancy time. The high conversion rates observed, often exceeding 90% in optimized examples, minimize the loss of valuable starting materials, further enhancing the overall process mass intensity (PMI) and contributing to a leaner, more cost-effective production model.
- Enhanced Supply Chain Reliability: The robustness of this synthetic route against moisture and oxygen variations makes it highly resilient for large-scale production. Unlike sensitive organometallic reactions that require specialized inert atmosphere equipment and rigorous drying of solvents, this process can be run in standard glass-lined reactors with minimal infrastructure upgrades. The use of aqueous TBHP as an oxidant is safer and easier to handle than anhydrous peroxides, reducing logistics hazards. This operational flexibility ensures that production schedules are less prone to delays caused by equipment failure or environmental control issues, guaranteeing reliable delivery timelines for critical intermediates.
- Scalability and Environmental Compliance: Scaling this reaction from gram to tonnage is facilitated by the use of thermally stable reagents and the absence of exothermic hazards associated with rapid metal-catalyzed oxidations. The waste stream is significantly cleaner, devoid of heavy metal contamination, which simplifies wastewater treatment and reduces the environmental footprint of the manufacturing site. This alignment with green chemistry principles not only lowers disposal costs but also enhances the corporate sustainability profile, a key metric for modern supply chain assessments and regulatory compliance in increasingly eco-conscious markets.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this oxidative cyclization technology. These answers are derived directly from the experimental data and beneficial effects reported in the patent documentation, providing a clear understanding of the method's capabilities and limitations for potential adopters.
Q: What are the primary advantages of this synthesis method over traditional routes?
A: This method eliminates the need for toxic heavy metal catalysts and harsh anhydrous or anaerobic conditions. Unlike traditional five-step syntheses starting from quinoline-2-carboxylic acid which yield only 17%, this one-pot oxidative cyclization achieves yields up to 97% using cheap, commercially available starting materials.
Q: Is this process suitable for large-scale industrial production?
A: Yes, the protocol is designed for scalability. It utilizes inexpensive reagents like TBAI and TBHP, operates in common solvents like DMSO, and avoids complex purification steps associated with heavy metal removal, making it highly viable for commercial scale-up from grams to tons.
Q: What is the substrate scope for the R1 and R2 groups in this reaction?
A: The reaction demonstrates excellent functional group tolerance. R1 can be various substituted aryl groups including methyl, methoxy, bromine, or trifluoromethyl at ortho, meta, or para positions. R2 on the quinoline ring can be hydrogen, alkyl, alkoxy, halogens, or nitro groups, allowing for diverse molecular design.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3-Quinolinyl-5-Trifluoromethyl-1,2,4-Triazole Supplier
At NINGBO INNO PHARMCHEM, we recognize the strategic value of adopting cutting-edge synthetic methodologies like the one described in CN113307790B to enhance our clients' competitive edge. As a leading CDMO partner, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory discovery to industrial reality is seamless. Our state-of-the-art facilities are equipped to handle the specific thermal and safety requirements of oxidative reactions, while our rigorous QC labs enforce stringent purity specifications to guarantee that every batch of 3-quinolinyl-5-trifluoromethyl-1,2,4-triazole intermediate meets the highest global standards for pharmaceutical and electronic applications.
We invite you to collaborate with us to leverage this efficient, metal-free synthesis for your next project. By partnering with our technical team, you can access a Customized Cost-Saving Analysis tailored to your specific volume requirements and purity needs. We encourage you to contact our technical procurement team today to request specific COA data and route feasibility assessments, allowing us to demonstrate how our advanced manufacturing capabilities can accelerate your time-to-market and optimize your supply chain economics.