Revolutionizing Aldehyde Synthesis: High-Stability Rhodium Catalytic Systems for Industrial Scale-Up
The landscape of industrial organic synthesis is constantly evolving, driven by the relentless demand for higher efficiency and sustainability in the production of key chemical building blocks. Patent CN113351249A introduces a groundbreaking catalytic system designed specifically for the hydroformylation of internal olefins, a reaction class that has historically posed significant challenges due to low reactivity and catalyst instability. This innovation leverages a sophisticated combination of pentavalent phosphine ligands and rhodium catalyst precursors to achieve unprecedented conversion rates and operational stability. For R&D directors and process engineers, this represents a pivotal shift away from the limitations of conventional trivalent phosphine systems, offering a robust pathway to high-purity aldehyde compounds. The technology addresses the critical pain point of catalyst deactivation, ensuring that the expensive rhodium metal remains active over extended periods, thereby transforming the economic model of aldehyde manufacturing. By integrating this advanced catalytic logic, manufacturers can secure a more reliable supply of critical intermediates used across the pharmaceutical and agrochemical sectors.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional hydroformylation processes relying on standard trivalent phosphine ligands, such as triphenylphosphine, often struggle to meet the rigorous demands of modern industrial production, particularly when processing internal olefins. These legacy systems frequently suffer from poor catalytic activity towards sterically hindered internal double bonds, necessitating the use of excessively high temperatures to drive the reaction forward. Such harsh conditions not only escalate energy consumption and operational costs but also accelerate the thermal degradation of the catalyst itself, leading to frequent shutdowns for catalyst replenishment. Furthermore, the susceptibility of trivalent phosphines to oxidation results in the formation of inactive phosphine oxides, which contaminate the product stream and complicate downstream purification processes. This instability creates a volatile supply chain environment where yield consistency is compromised, and the total cost of ownership is inflated by the continuous need for fresh catalyst charges and waste management of deactivated metal complexes.
The Novel Approach
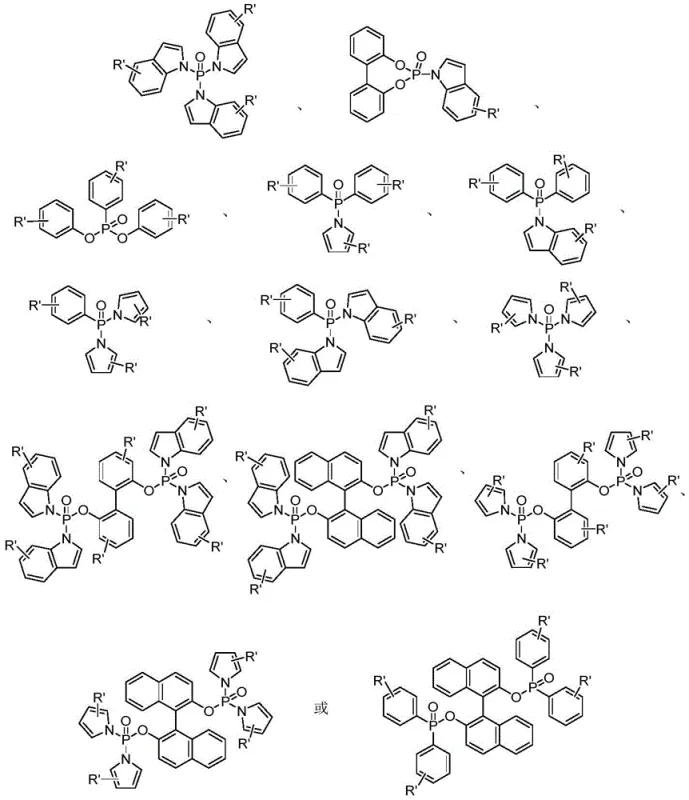
In stark contrast, the novel approach detailed in the patent utilizes a specialized pentavalent phosphine ligand architecture that fundamentally alters the electronic environment of the rhodium center. This structural innovation confers exceptional resistance to oxidation and thermal degradation, allowing the catalytic system to maintain high activity even under prolonged reaction conditions. The ability to operate effectively at moderate temperatures reduces the energy burden on the facility while simultaneously preserving the integrity of the catalyst structure. This stability translates directly into a more predictable and controllable manufacturing process, where the risk of unexpected catalyst failure is minimized. By overcoming the inherent reactivity barriers of internal olefins without resorting to extreme process parameters, this new methodology offers a cleaner, more efficient route to aldehyde synthesis that aligns perfectly with the goals of green chemistry and sustainable manufacturing practices.
Mechanistic Insights into Pentavalent Phosphine-Rhodium Catalysis
The core of this technological advancement lies in the unique coordination chemistry facilitated by the pentavalent phosphine ligands. Unlike their trivalent counterparts, these ligands possess a distinct electronic configuration that stabilizes the active rhodium-hydride species during the catalytic cycle. The presence of electron-withdrawing groups and specific steric bulk around the phosphorus atom prevents the aggregation of rhodium species into inactive clusters, a common failure mode in traditional systems. This stabilization ensures that the turnover frequency remains high throughout the reaction duration, facilitating the efficient insertion of carbon monoxide and hydrogen across the internal olefin double bond. The mechanistic robustness allows for a broader substrate scope, accommodating various linear and branched internal olefins without significant loss in selectivity or activity.
Furthermore, the impurity profile of the resulting aldehyde products is significantly improved due to the reduced formation of ligand degradation byproducts. In conventional processes, oxidized ligands can coordinate weakly or precipitate, creating difficult-to-remove impurities that require extensive distillation or chromatography steps. The high stability of the pentavalent system means fewer side reactions occur, leading to a cleaner crude product mixture. This purity advantage is critical for downstream applications in pharmaceutical synthesis, where strict regulatory limits on metal residues and organic impurities must be met. The ability to deliver high-purity intermediates directly from the reactor reduces the load on purification units, shortening the overall production cycle time and enhancing the throughput of the manufacturing facility.
How to Synthesize Aldehyde Compounds Efficiently
Implementing this catalytic system requires precise control over reaction parameters to maximize the benefits of the pentavalent ligand architecture. The process begins with the careful preparation of the catalyst solution, ensuring the correct molar ratio between the ligand and the rhodium precursor to form the active species. Operators must maintain an inert atmosphere to prevent any premature oxidation, although the ligand itself offers substantial protection. The reaction is then conducted under synthesis gas pressure, where the interplay between temperature and pressure dictates the reaction rate and regioselectivity. Detailed standard operating procedures regarding solvent selection, such as the preference for toluene or xylene, are essential to ensure solubility and heat transfer efficiency.
- Prepare the catalytic mixture by combining the pentavalent phosphine ligand and rhodium precursor in a molar ratio ranging from 5: 1 to 50:1 within an inert solvent such as toluene.
- Introduce the internal olefin substrate into the high-pressure reactor containing the catalyst solution and purge the system to remove oxygen.
- Pressurize the reactor with synthesis gas (CO + H2) to 0.5-5.0 MPa and maintain the temperature between 70°C and 120°C for 1 to 16 hours to achieve high conversion.
Commercial Advantages for Procurement and Supply Chain Teams
From a procurement and supply chain perspective, the adoption of this catalytic technology offers profound strategic advantages that extend beyond simple yield improvements. The primary value driver is the dramatic enhancement in catalyst longevity, which directly correlates to a reduction in the consumption of precious rhodium metal. Since rhodium is a high-cost commodity with a volatile market price, minimizing the make-up rate of the catalyst provides a significant buffer against raw material cost fluctuations. This stability allows for more accurate long-term budgeting and cost forecasting, removing a major variable from the financial planning of chemical production. Additionally, the simplified workup procedures resulting from cleaner reaction profiles reduce the consumption of solvents and energy in purification stages, further driving down the variable cost per kilogram of the final product.
- Cost Reduction in Manufacturing: The elimination of frequent catalyst replacement cycles leads to substantial operational savings, as the expensive rhodium complex can be recycled multiple times without significant loss of performance. This efficiency reduces the overall demand for noble metals, lowering the direct material cost associated with each batch production run. Moreover, the milder reaction conditions decrease utility costs related to heating and cooling, contributing to a leaner manufacturing expense structure. The reduction in waste generation also lowers disposal costs, aligning economic benefits with environmental compliance objectives.
- Enhanced Supply Chain Reliability: The robust nature of the catalytic system ensures consistent batch-to-batch quality, minimizing the risk of production delays caused by off-spec material or catalyst failure. This reliability strengthens the supply chain by guaranteeing on-time delivery of critical aldehyde intermediates to downstream customers. The ability to source stable, high-performance catalysts reduces dependency on emergency shipments of replacement materials, smoothing out inventory management and logistics planning. Consequently, manufacturers can maintain tighter safety stocks and respond more agilely to market demand fluctuations.
- Scalability and Environmental Compliance: The process is inherently scalable, having been validated across a range of olefin substrates from short-chain to long-chain variants, making it suitable for expansion from pilot to commercial scale. The reduced generation of hazardous waste and lower energy footprint facilitate easier compliance with increasingly stringent environmental regulations. This sustainability profile enhances the corporate reputation of the manufacturer and future-proofs the production asset against potential regulatory tightening. It enables the seamless integration of this technology into existing facilities without requiring massive infrastructure overhauls.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this hydroformylation technology. These insights are derived directly from the experimental data and structural analysis provided in the patent documentation. Understanding these nuances is essential for technical teams evaluating the feasibility of integrating this catalyst into their current production lines.
Q: How does the pentavalent phosphine ligand improve catalyst stability compared to traditional trivalent ligands?
A: The pentavalent phosphine ligand structure provides superior electronic and steric protection to the rhodium center, significantly reducing oxidation-induced deactivation and allowing for multiple recycling cycles without substantial loss of activity.
Q: What are the typical reaction conditions required for this hydroformylation process?
A: The process operates under mild to moderate conditions, typically requiring temperatures between 70°C and 120°C and synthesis gas pressures ranging from 0.5 to 5.0 MPa, depending on the specific olefin substrate.
Q: Is this catalytic system suitable for large-scale commercial production of aldehyde intermediates?
A: Yes, the system demonstrates high turnover numbers and exceptional ligand stability, enabling efficient recycling of the expensive rhodium catalyst, which is a critical factor for cost-effective commercial scale-up.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Aldehyde Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition to advanced catalytic technologies requires a partner with deep technical expertise and proven scale-up capabilities. As a leading CDMO, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of patents like CN113351249A are fully realized in practical manufacturing environments. Our rigorous QC labs and stringent purity specifications guarantee that every batch of aldehyde intermediate meets the exacting standards required by the global pharmaceutical and fine chemical industries. We are committed to leveraging our process development strengths to optimize these catalytic systems for maximum efficiency and cost-effectiveness for our clients.
We invite you to collaborate with us to explore how this innovative hydroformylation technology can enhance your supply chain resilience and product quality. Our technical procurement team is ready to provide a Customized Cost-Saving Analysis tailored to your specific production volumes and purity requirements. Please contact us to request specific COA data and route feasibility assessments, and let us demonstrate how our engineering excellence can drive value for your organization.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →