Scalable Manufacturing of Reidesciclovir Intermediates via Optimized Nine-Step Synthesis
Scalable Manufacturing of Reidesciclovir Intermediates via Optimized Nine-Step Synthesis
The rapid evolution of antiviral therapeutics has placed immense pressure on the global supply chain for complex nucleoside analogues. In this context, the patent CN111205327A presents a pivotal advancement in the preparation of Reidesciclovir, a critical intermediate structurally related to next-generation antiviral agents. This technical disclosure outlines a robust nine-step synthetic pathway that addresses the longstanding bottlenecks of low yield and excessive purification requirements associated with earlier methodologies. For R&D directors and procurement strategists, understanding the nuances of this route is essential for securing a reliable supply of high-purity pharmaceutical intermediates. The innovation lies not merely in the chemical transformations but in the strategic selection of reagents and conditions that facilitate industrial amplification without compromising stereochemical integrity.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Prior art strategies, such as those disclosed in US2016122374a1, have historically plagued manufacturers with significant operational inefficiencies. These conventional routes often rely heavily on repetitive column chromatography for purification, a technique that is notoriously difficult to scale beyond the laboratory bench due to massive solvent consumption and low throughput. Furthermore, the reliance on preparative High-Performance Liquid Chromatography (HPLC) for chiral separation introduces prohibitive costs and extends lead times, rendering the process economically unviable for commercial-scale production. The cumulative effect of these purification burdens results in a drastically reduced overall yield, forcing supply chain managers to contend with unpredictable availability and inflated raw material costs. Additionally, the harsh conditions sometimes required in older protocols can lead to epimerization or degradation of the sensitive nucleoside scaffold, complicating the impurity profile and necessitating even more rigorous downstream processing.
The Novel Approach
In stark contrast, the methodology detailed in CN111205327A offers a streamlined solution that prioritizes scalability and cost-efficiency. By creatively redesigning the synthetic sequence, the inventors have achieved a high-yield pathway that minimizes the need for complex chromatographic separations. The new route leverages crystallization-based resolutions and optimized reaction conditions to achieve purity levels that previously required expensive HPLC intervention. This shift from chromatography to crystallization is a game-changer for cost reduction in API manufacturing, as it significantly lowers solvent usage and waste generation. The process integrates a highly efficient coupling reaction and a selective cyanation step that constructs the critical quaternary carbon center with precision. This approach not only enhances the overall mass balance but also simplifies the equipment requirements, making it an ideal candidate for reliable pharmaceutical intermediates supplier networks aiming for ton-scale production.
Mechanistic Insights into the Nine-Step Synthetic Cascade
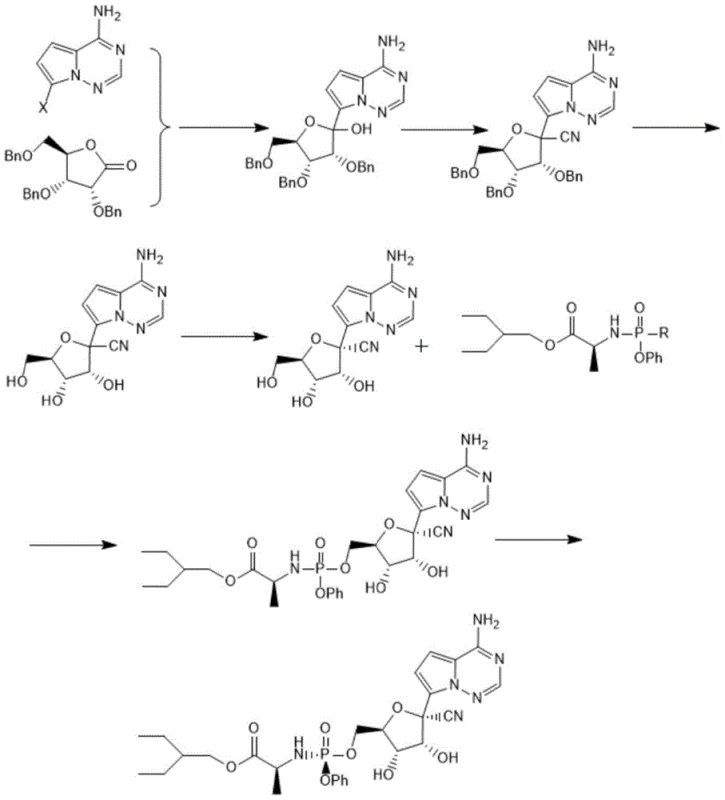
The core of this synthetic strategy revolves around the precise construction of the C-nucleoside bond and the subsequent installation of the phosphoramidate prodrug moiety. The sequence initiates with the protection of the amino group on the pyrrolo-triazine base, typically using di-tert-butyl dicarbonate ((Boc)2O) in the presence of a base like triethylamine. This protection is crucial to prevent side reactions during the subsequent lithiation step. The coupling reaction represents a critical mechanistic juncture; the protected base is lithiated at cryogenic temperatures (-78°C) using n-butyllithium to generate a highly reactive nucleophile. This species attacks the chiral sugar ketone, (3αR,6R,6αR)-6-(benzyloxymethyl)-2,2-dimethyldihydrofuran[3,4-d][1,3]dioxy-4(4αH)-ketone, establishing the C-C bond between the heterocycle and the ribose mimic. The stereochemical outcome of this addition is governed by the existing chirality of the sugar scaffold, ensuring the correct spatial arrangement for biological activity.
Following the coupling, the synthesis proceeds through a Lewis acid-catalyzed cyanation to install the nitrile group at the anomeric position, a transformation that defines the quaternary center characteristic of this class of antivirals. Reagents such as trimethylsilyl cyanide (TMSCN) activated by trimethylsilyl trifluoromethanesulfonate (TMSOTf) are employed to drive this substitution with high fidelity. The subsequent steps involve a carefully orchestrated sequence of debenzylation, resolution, and functional group interconversions. Notably, the introduction of the alanine ester phosphoramidate tail is achieved via reaction with phenyl dichlorophosphate followed by coupling with S-2-aminopropionic acid-2-ethylbutyl ester hydrochloride. This amidation step is critical for the prodrug's metabolic activation pathway in vivo. The final deprotection and resolution steps utilize acid-mediated hydrolysis and crystallization to strip away protecting groups and isolate the final active pharmaceutical ingredient with stringent purity specifications, effectively managing the impurity profile throughout the cascade.
How to Synthesize Reidesciclovir Efficiently
Executing this synthesis requires strict adherence to temperature controls and stoichiometric ratios to maximize the yield of each intermediate. The process begins with the protection of the heterocyclic amine, followed by the low-temperature lithiation and coupling which sets the stereochemical foundation. Operators must ensure anhydrous conditions during the organometallic steps to prevent quenching of the reactive intermediates. The subsequent cyanation and debenzylation steps require careful monitoring of reaction progress to avoid over-reaction or decomposition. Detailed standard operating procedures regarding the specific molar ratios of reagents like TMSCN and the precise timing of acid quenches are essential for reproducibility. For a comprehensive breakdown of the standardized synthesis steps, please refer to the technical guide below.
- Perform amino protection on 4-amino-7-bromopyrrolo[2,1-f][1,2,4]triazine using Boc2O and base to form Intermediate 1.
- Execute lithiation and coupling with the protected sugar ketone at -78°C, followed by Lewis acid-catalyzed cyanation to establish the quaternary center.
- Complete the sequence via debenzylation, resolution, alcoholysis, amidation with the alanine ester phosphoramidate, and final deprotection.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the transition to this optimized synthetic route offers tangible economic and logistical benefits. The primary advantage stems from the elimination of preparative HPLC, which is a major cost driver in nucleoside manufacturing. By replacing this with crystallization and filtration, the process drastically reduces solvent consumption and waste disposal costs, leading to substantial cost savings in the final product pricing. Furthermore, the simplified purification train reduces the cycle time for each batch, allowing for faster turnover and improved responsiveness to market demand fluctuations. The high yields reported in the patent examples, particularly in the coupling and cyanation steps, ensure better mass efficiency, meaning less raw material is required to produce the same amount of final product. This efficiency translates directly into a more competitive cost structure for the commercial scale-up of complex pharmaceutical intermediates.
- Cost Reduction in Manufacturing: The removal of expensive chromatographic purification steps significantly lowers the operational expenditure (OPEX) associated with production. Traditional methods often consume vast quantities of silica gel and organic solvents, the disposal of which is both costly and environmentally taxing. By shifting to a crystallization-based purification strategy, the process minimizes these variable costs. Additionally, the use of readily available reagents like TMSCN and common bases reduces the dependency on exotic or proprietary catalysts, further stabilizing the raw material budget. This structural optimization allows for a leaner manufacturing model that can withstand market volatility while maintaining healthy margins.
- Enhanced Supply Chain Reliability: The robustness of this nine-step sequence enhances the reliability of the supply chain by reducing the risk of batch failures. Complex purifications like HPLC are prone to column fouling and method transfer issues when scaling up, which can lead to significant delays. The new method's reliance on standard unit operations such as filtration, extraction, and distillation makes it easier to transfer between different manufacturing sites or contract development and manufacturing organizations (CDMOs). This flexibility ensures continuity of supply, a critical factor for pharmaceutical companies managing just-in-time inventory for clinical trials or commercial launches. The ability to source intermediates with consistent quality reduces the need for extensive incoming quality control testing, streamlining the procurement workflow.
- Scalability and Environmental Compliance: From an environmental, health, and safety (EHS) perspective, this route aligns better with green chemistry principles. The reduction in solvent volume directly correlates to a lower carbon footprint and reduced hazardous waste generation. The avoidance of heavy metal catalysts in certain steps, or the use of recoverable catalysts like Palladium on Carbon (Pd/C) in the debenzylation step, simplifies the heavy metal clearance process, ensuring the final API meets strict regulatory limits. This compliance reduces the regulatory burden on the quality assurance team and facilitates smoother approval processes. The process is inherently designed for scale, moving seamlessly from kilogram to multi-ton production without the need for specialized, hard-to-source equipment, thereby future-proofing the supply chain against capacity constraints.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the production of Reidesciclovir intermediates. These insights are derived directly from the patent specifications and are intended to clarify the feasibility and advantages of this specific synthetic route for potential partners. Understanding these details is crucial for making informed sourcing decisions and evaluating the technical risk profile of the supply chain. We encourage stakeholders to review these points to align their expectations with the capabilities of modern nucleoside manufacturing.
Q: How does this synthesis route improve upon prior art methods like US2016122374a1?
A: The patented method (CN111205327A) eliminates the need for repetitive column chromatography and preparative HPLC for chiral separation found in prior art. Instead, it utilizes crystallization-based resolution and optimized coupling conditions, resulting in significantly higher overall yields and reduced solvent consumption.
Q: What are the critical control points for stereochemistry in this process?
A: Stereochemical integrity is maintained through the use of chiral starting materials for the sugar moiety and specific resolution steps. The coupling reaction at low temperatures (-78°C) and the subsequent cyanation using Lewis acids like TMSOTf are critical for maintaining the correct configuration at the anomeric and quaternary centers.
Q: Is this process suitable for large-scale industrial production?
A: Yes, the process is designed for industrial scalability. By replacing complex purification techniques like preparative HPLC with crystallization and filtration, the method reduces equipment constraints and operational complexity, making it viable for multi-kilogram to ton-scale manufacturing.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Reidesciclovir Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of robust synthetic routes in the development of antiviral therapeutics. Our team of expert chemists has extensively analyzed the pathway described in CN111205327A and possesses the technical capability to execute this complex nine-step synthesis with precision. We bring extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your project can transition smoothly from clinical supply to full-scale commercialization. Our facilities are equipped with state-of-the-art reactors capable of handling cryogenic reactions and hazardous reagents safely, while our rigorous QC labs enforce stringent purity specifications to guarantee the quality of every batch. We are committed to being a partner that not only supplies chemicals but also solves technical challenges to secure your product pipeline.
We invite you to engage with our technical procurement team to discuss how we can optimize your supply chain for Reidesciclovir and related nucleoside analogues. By leveraging our manufacturing expertise, we can provide a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality targets. We encourage you to contact us to request specific COA data and route feasibility assessments, allowing you to validate our capabilities against your internal standards. Let us collaborate to build a resilient and cost-effective supply chain that supports your mission to deliver life-saving medicines to patients worldwide.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →