Advanced Synthesis of Nintedanib Key Intermediates: Scaling Safe and Efficient Production
Advanced Synthesis of Nintedanib Key Intermediates: Scaling Safe and Efficient Production
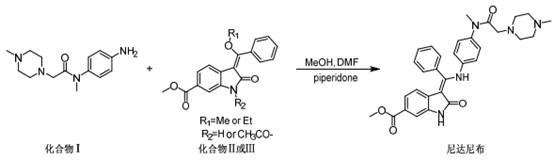
The pharmaceutical landscape for treating Idiopathic Pulmonary Fibrosis (IPF) and various oncology indications relies heavily on the consistent supply of high-quality kinase inhibitors like Nintedanib. A pivotal breakthrough in the manufacturing of this critical medication is detailed in patent CN113354599A, which introduces a robust preparation method for the key intermediate N-(4-aminophenyl)-N-methyl-2-(4-methylpiperazin-1-yl)acetamide, also known as Compound I. This patent addresses the longstanding challenges associated with the nitro reduction step, traditionally a bottleneck due to safety hazards and equipment constraints. By shifting away from high-pressure hydrogenation towards atmospheric hydrazine reduction, the technology offers a pathway to significantly enhance operational safety while maintaining exceptional yield and purity profiles suitable for global regulatory standards.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of Compound I has been plagued by significant operational risks and infrastructure demands. The conventional industrial standard often involves catalytic hydrogenation using molecular hydrogen gas, which necessitates the use of specialized hydrogenation kettles capable of withstanding high pressures. This requirement not only escalates capital expenditure for reactor vessels and piping but also introduces severe safety liabilities related to hydrogen flammability and explosiveness. Furthermore, alternative chemical reduction methods reported in prior art, such as those utilizing trichlorosilane, present their own set of dangers, including violent reactions with moisture and the release of toxic gases. Other approaches using dry palladium-carbon catalysts pose pyrophoric risks, where the catalyst can spontaneously ignite upon exposure to air, creating a hazardous environment for operators and complicating the logistics of raw material handling and storage.
The Novel Approach
The methodology disclosed in CN113354599A fundamentally reengineers the reduction step by employing hydrazine hydrate as a hydrogen donor under atmospheric conditions. This innovative strategy effectively bypasses the need for high-pressure hydrogenation equipment, allowing the reaction to proceed in standard glass-lined or stainless steel reactors at mild temperatures ranging from 40°C to 80°C. The patent outlines two distinct catalytic systems: one utilizing 5% wet palladium on carbon, which is inherently safer than its dry counterpart due to its water content preventing ignition, and another utilizing a non-precious metal system comprising anhydrous ferric chloride and activated carbon. This dual-pathway flexibility allows manufacturers to choose between a precious metal catalyst with enhanced safety features or a completely metal-free heavy metal profile, depending on their specific supply chain and purification capabilities.

Mechanistic Insights into FeCl3-Catalyzed Nitro Reduction
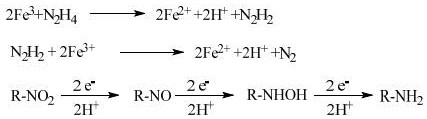
The second method described in the patent, utilizing anhydrous ferric chloride and activated carbon, offers a fascinating glimpse into efficient electron transfer catalysis without precious metals. In this system, the ferric ion (Fe3+) acts as an initial oxidant that reacts with hydrazine hydrate to generate ferrous ions (Fe2+) and reactive nitrogen species. The ferrous ions subsequently serve as electron donors to reduce the nitro group of the substrate through a stepwise mechanism involving nitroso and hydroxylamine intermediates before finally yielding the primary amine. The activated carbon plays a crucial synergistic role not merely as a support but as a high-surface-area carrier that facilitates intimate contact between the organic substrate and the catalytic species, thereby accelerating the decomposition of hydrazine and ensuring efficient electron flow throughout the reaction matrix.
From an impurity control perspective, this mechanism is particularly advantageous because it avoids the formation of azo or azoxy coupling byproducts that are common in poorly controlled reductions. The presence of activated carbon also aids in adsorbing colored impurities and tarry byproducts, resulting in a crude product that is visually superior and easier to purify. The patent data confirms that this specific catalytic combination improves yields by approximately 20-25% compared to previous hydrazine-based attempts that lacked the optimized iron-carbon synergy. This mechanistic efficiency translates directly to reduced waste generation and lower solvent consumption during the workup phase, as the reaction mixture is cleaner and requires less aggressive purification protocols to meet the stringent purity requirements of pharmaceutical intermediates.
How to Synthesize Nintedanib Key Intermediate Efficiently
Implementing this synthesis requires precise control over stoichiometry and environmental conditions to maximize the benefits of the hydrazine reduction. The process begins by dissolving the nitro precursor in a suitable alcoholic solvent, followed by the careful addition of hydrazine hydrate and the chosen catalyst system under a protective nitrogen atmosphere. Temperature management is critical during the initial exothermic phase to prevent runaway reactions, after which the mixture is heated to reflux to drive the conversion to completion. Detailed standardized operating procedures regarding catalyst loading ratios, specifically the mass ratio of wet palladium carbon or ferric chloride to the substrate, are essential for reproducibility.
- Dissolve the nitro precursor (Compound IV) in an alcohol solvent like ethanol or tetrahydrofuran within a reaction vessel.
- Add hydrazine hydrate as the reducing agent along with either 5% wet palladium on carbon or a combination of anhydrous ferric chloride and activated carbon.
- Maintain the reaction under nitrogen protection at 40-80°C until completion, then filter, desolventize, and purify to obtain the high-purity amine product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this technology represents a strategic opportunity to de-risk the production of Nintedanib intermediates. The elimination of high-pressure hydrogenation removes a major bottleneck in facility utilization, allowing existing general-purpose reactors to be deployed for this synthesis without costly retrofitting. This flexibility significantly enhances supply chain resilience, as production can be scaled across a wider range of manufacturing sites that do not possess specialized hydrogenation infrastructure. Furthermore, the shift to atmospheric pressure operations drastically reduces insurance premiums and safety compliance costs associated with handling explosive gases, contributing to a more stable and predictable cost structure for long-term supply agreements.
- Cost Reduction in Manufacturing: The transition to atmospheric hydrazine reduction eliminates the capital intensity associated with high-pressure hydrogenation reactors and the ongoing maintenance of hydrogen supply lines. By utilizing wet palladium carbon or inexpensive ferric chloride, the process reduces reliance on expensive dry catalysts that require special inert handling, thereby lowering raw material procurement costs. Additionally, the improved yield profile means that less starting material is required per kilogram of finished intermediate, directly reducing the cost of goods sold (COGS) and minimizing the financial impact of raw material price volatility.
- Enhanced Supply Chain Reliability: The use of common solvents like ethanol and readily available reagents like hydrazine hydrate ensures that the supply chain is not dependent on specialized gas deliveries or rare catalysts that may face geopolitical shortages. The robustness of the reaction conditions, which tolerate slight variations in temperature and mixing without compromising safety, makes the process highly reliable for continuous batch production. This reliability translates to shorter lead times for order fulfillment, as the risk of batch failures due to equipment malfunction or safety incidents is substantially mitigated compared to traditional high-pressure methods.
- Scalability and Environmental Compliance: The process has been validated at the pilot scale, demonstrating excellent scalability from 10L reactors to industrial tonnage production without loss of efficiency. From an environmental standpoint, the byproducts of the reaction are primarily nitrogen gas and water, which are benign and do not require complex scrubbing systems or hazardous waste disposal protocols. The absence of heavy metal residues in the ferric chloride method further simplifies wastewater treatment and ensures compliance with increasingly strict environmental regulations regarding metal discharge in pharmaceutical manufacturing zones.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this novel synthesis route. These insights are derived directly from the experimental data and comparative examples provided in the patent documentation, offering clarity on how this method outperforms legacy technologies in terms of safety, yield, and purity. Understanding these nuances is critical for technical teams evaluating the feasibility of technology transfer and for commercial teams negotiating supply contracts based on these improved specifications.
Q: Why is the hydrazine hydrate reduction method safer than traditional hydrogenation?
A: Traditional hydrogenation requires high-pressure hydrogen gas and specialized explosion-proof equipment. The hydrazine method operates at atmospheric pressure, eliminating the risks associated with hydrogen storage and pressurization.
Q: What are the purity specifications achievable with this new process?
A: The patent data indicates that the intermediate (Compound I) can be achieved with HPLC purity exceeding 98.0%, and the final Nintedanib API can reach purity levels greater than 99.8%.
Q: How does the Ferric Chloride method impact heavy metal residues?
A: By replacing Palladium catalysts with anhydrous Ferric Chloride and Activated Carbon, the process eliminates the risk of toxic heavy metal residues, simplifying downstream purification and regulatory compliance.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Nintedanib Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize that the successful commercialization of complex oncology drugs like Nintedanib depends on a supply chain that prioritizes both quality and safety. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory innovation to industrial reality is seamless. We operate stringent purity specifications and maintain rigorous QC labs equipped to verify the absence of genotoxic impurities and heavy metals, guaranteeing that every batch of intermediate meets the exacting standards required for global API registration.
We invite potential partners to engage with our technical procurement team to discuss how this advanced synthesis route can be integrated into your supply chain. By requesting a Customized Cost-Saving Analysis, you can quantify the specific economic benefits of switching to this atmospheric reduction method for your specific volume requirements. We encourage you to contact us today to obtain specific COA data and route feasibility assessments, allowing you to make informed decisions that enhance your competitive advantage in the rapidly growing market for fibrosis and cancer therapeutics.