Revolutionizing Chiral Intermediate Production: High-Efficiency Biocatalytic Synthesis of Mandelic Acid
The pharmaceutical and fine chemical industries are constantly seeking more efficient pathways to produce high-value chiral intermediates, and a significant breakthrough in this domain is documented in patent CN101134943B. This intellectual property details the isolation and application of a novel bacterial strain, Alcaligenes sp. ECU0401, which serves as a highly selective biological catalyst for the preparation of single enantiomer mandelic acid. Unlike traditional chemical synthesis routes that often struggle with stereocontrol, this biocatalytic approach leverages the inherent specificity of microbial enzymes to degrade the unwanted (S)-enantiomer from a racemic mixture, leaving behind the desired (R)-(-)-mandelic acid with exceptional optical purity exceeding 99.9% e.e. For R&D directors and procurement specialists, this represents a paradigm shift away from costly chiral resolving agents towards a more sustainable and scalable fermentation-based technology. The implications for supply chain stability are profound, as biological catalysis often offers milder reaction conditions and reduced dependency on rare earth metals or complex organic solvents. As a reliable pharmaceutical intermediates supplier, understanding the nuances of such patented technologies allows us to offer clients superior route feasibility assessments and cost-saving alternatives for complex chiral syntheses.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the industrial production of optically active mandelic acid has relied heavily on classical chemical resolution methods, which involve the formation of diastereomeric salts using expensive chiral amines such as alpha-methyl benzylamine or cinchonine. These traditional physico-chemical processes are inherently inefficient because the theoretical maximum yield is limited to 50%, requiring extensive recycling of the unwanted isomer to improve economic viability. Furthermore, the use of stoichiometric amounts of chiral auxiliaries significantly inflates the raw material costs and generates substantial chemical waste that requires rigorous treatment before disposal. Alternative methods such as chromatography or membrane separation, while effective on a laboratory scale, often fail to meet the throughput demands of commercial scale-up of complex polymer additives or pharmaceutical ingredients due to high energy consumption and equipment costs. Even earlier biological attempts using strains like Alcaligenes faecalis or Pseudomonas putida have shown limitations in terms of catalytic efficiency and optical purity, often yielding products with e.e. values below the stringent requirements of modern drug regulatory bodies. These legacy constraints create bottlenecks in cost reduction in electronic chemical manufacturing and pharma sectors alike, driving the urgent need for more robust biocatalytic solutions.
The Novel Approach
The innovative methodology presented in the patent data overcomes these historical barriers by employing a specifically screened strain, Alcaligenes sp. ECU0401, which exhibits remarkable selectivity for the asymmetric degradation of the (S)-enantiomer of mandelic acid. This biological route transforms the production landscape by utilizing resting cells that function as reusable biocatalysts, eliminating the need for continuous nutrient feeding during the conversion step and thereby simplifying the downstream processing workflow. The process operates under mild physiological conditions, typically around 30°C and neutral pH, which drastically reduces the energy footprint compared to high-temperature chemical synthesis or cryogenic crystallization techniques. By selectively consuming the (S)-isomer, the system enriches the reaction mixture with the target (R)-(-)-mandelic acid, achieving yields that approach the theoretical limit for kinetic resolution while maintaining optical purity levels that surpass previous benchmarks. This approach not only enhances supply chain reliability by reducing the number of synthetic steps but also aligns with green chemistry principles by minimizing the use of hazardous organic solvents and heavy metal catalysts. For procurement managers, this translates to a more predictable cost structure and reduced exposure to volatile markets for chiral resolving agents.
Mechanistic Insights into Alcaligenes-Mediated Kinetic Resolution
The core of this technological advancement lies in the unique metabolic capability of the Alcaligenes sp. ECU0401 strain to express specific mandelic acid dehydrogenases or oxidases that stereoselectively recognize and metabolize the (S)-(+)-enantiomer. When introduced to a racemic substrate, the microbial cells initiate an oxidative degradation pathway that converts the (S)-isomer into achiral byproducts such as benzoylformic acid or benzoic acid, which can be easily separated from the desired product. This enzymatic specificity is governed by the three-dimensional configuration of the active site within the bacterial enzymes, which sterically hinders the binding of the (R)-enantiomer while facilitating the rapid turnover of the (S)-form. The result is a kinetic resolution process where the reaction rate for the unwanted isomer is significantly higher than that of the target molecule, allowing for high enantiomeric enrichment in the remaining substrate pool. Understanding this mechanism is crucial for R&D teams aiming to optimize reaction parameters such as cell density, substrate concentration, and oxygen transfer rates to maximize productivity. The ability to control impurity profiles at the molecular level ensures that the final API intermediate meets the rigorous quality standards required for downstream drug synthesis.
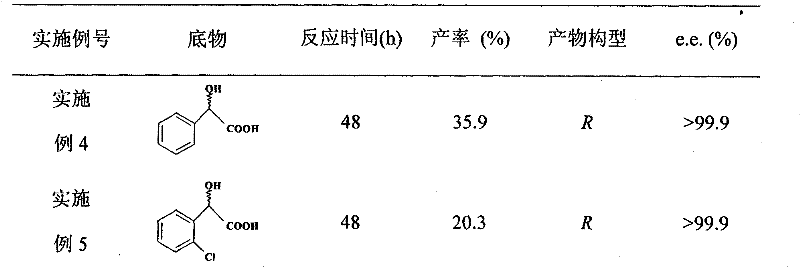
Furthermore, the robustness of this biocatalytic system extends beyond the parent mandelic acid molecule to include a variety of structurally related derivatives, demonstrating the versatility of the enzyme system. The patent data indicates that the strain maintains high catalytic activity and selectivity even when the aromatic ring is substituted with electron-withdrawing or electron-donating groups, such as chloro or hydroxy substituents. This substrate tolerance is a critical advantage for process chemists who need to synthesize diverse libraries of chiral building blocks for drug discovery programs without developing entirely new catalytic systems for each analog. The structural integrity of the product is preserved throughout the biotransformation, ensuring that sensitive functional groups are not compromised by harsh chemical reagents. This level of precision in impurity control mechanisms reduces the burden on purification steps, leading to higher overall process mass intensity and reduced solvent usage. Such mechanistic advantages position this technology as a preferred choice for the commercial scale-up of complex pharmaceutical additives where consistency and purity are paramount.
How to Synthesize (R)-(-)-Mandelic Acid Efficiently
Implementing this biocatalytic route requires a structured approach to fermentation and biotransformation to ensure consistent quality and yield across batches. The process begins with the cultivation of the Alcaligenes sp. ECU0401 strain in a optimized fermentation medium, followed by the harvesting of resting cells which serve as the biocatalyst for the resolution reaction. Detailed standard operating procedures regarding temperature control, pH maintenance, and substrate feeding strategies are essential to replicate the high performance reported in the patent literature. While the fundamental steps are straightforward, the nuances of cell physiology and reaction kinetics require careful monitoring to prevent substrate inhibition or product degradation. The detailed standardized synthesis steps see the guide below for a comprehensive breakdown of the operational parameters.
- Cultivate Alcaligenes sp. ECU0401 in a fermentation medium containing glycerine and peptone at 30°C for 24 to 48 hours to generate sufficient biomass.
- Harvest the cells via centrifugation to obtain resting cells, then suspend them in a potassium phosphate buffer solution adjusted to pH 6.0-8.0.
- Add racemic mandelic acid to the suspension and maintain oscillatory reaction at 30°C, followed by acidification and extraction to isolate the pure (R)-(-)-enantiomer.
Commercial Advantages for Procurement and Supply Chain Teams
From a commercial perspective, the adoption of this biocatalytic technology offers substantial strategic benefits for organizations looking to optimize their supply chains and reduce manufacturing overheads. The elimination of expensive chiral resolving agents and the reduction in solvent consumption directly contribute to significant cost savings in fine chemical manufacturing, making the final product more competitive in the global market. Additionally, the reliance on fermentation-derived catalysts enhances supply chain reliability by reducing dependence on petrochemical feedstocks and volatile commodity markets that often dictate the price of traditional chemical reagents. The mild reaction conditions also lower the barrier for commercial scale-up, allowing for safer operation in standard stainless steel reactors without the need for specialized high-pressure or cryogenic equipment. These factors collectively improve the sustainability profile of the manufacturing process, aligning with the increasing environmental compliance requirements faced by modern chemical enterprises. For supply chain heads, this means reduced lead time for high-purity intermediates and a more resilient production network capable of adapting to fluctuating market demands.
- Cost Reduction in Manufacturing: The primary economic driver of this technology is the removal of stoichiometric chiral amines, which are among the most expensive inputs in traditional resolution processes. By replacing these costly reagents with regenerable biological catalysts, manufacturers can drastically simplify their bill of materials and reduce the overall cost of goods sold. Furthermore, the high selectivity of the enzyme minimizes the formation of byproducts, which reduces the load on downstream purification units and lowers the consumption of chromatography resins or crystallization solvents. This efficiency gain translates into a leaner production model where resources are focused on value-added transformation rather than waste management. The cumulative effect of these optimizations results in substantial cost savings that can be passed down to customers or reinvested into further R&D initiatives.
- Enhanced Supply Chain Reliability: Biological catalysts offer a distinct advantage in terms of supply security, as the producing strain can be maintained and propagated indefinitely, ensuring a consistent source of catalytic activity. Unlike chemical catalysts that may suffer from batch-to-batch variability or supply disruptions from third-party vendors, an in-house or partnered fermentation capability provides a stable foundation for long-term production planning. The ability to produce the catalyst on-demand reduces inventory holding costs and mitigates the risk of stockouts that can halt downstream synthesis lines. Moreover, the scalability of fermentation processes allows for rapid capacity expansion in response to increased market demand, ensuring that supply continuity is maintained even during periods of high growth. This reliability is critical for pharmaceutical partners who require guaranteed availability of key intermediates to meet their own regulatory filing and production schedules.
- Scalability and Environmental Compliance: The transition to biocatalysis supports broader corporate sustainability goals by reducing the environmental footprint associated with chemical manufacturing. The aqueous nature of the reaction medium and the absence of heavy metals simplify wastewater treatment protocols, lowering the cost and complexity of environmental compliance. Scalability is further enhanced by the fact that the reaction conditions are compatible with existing infrastructure in most multipurpose chemical plants, avoiding the need for massive capital expenditure on new facilities. The reduced generation of hazardous waste also minimizes the regulatory burden and potential liability associated with chemical disposal. As global regulations tighten around emissions and waste, adopting such green technologies future-proofs the supply chain against evolving legal frameworks and enhances the brand reputation of the manufacturer as a responsible industry leader.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this biocatalytic process for mandelic acid production. These insights are derived directly from the patent specifications and are intended to clarify the operational capabilities and limitations of the technology for potential partners. Understanding these details is essential for making informed decisions about process integration and sourcing strategies.
Q: What is the optical purity achievable with this biocatalytic method compared to traditional chemical resolution?
A: The patented Alcaligenes sp. ECU0401 strain achieves an optical purity exceeding 99.9% e.e., which is significantly superior to traditional methods using Brevibacterium flavum or Saccharomyces cerevisiae that typically range between 90% and 96% e.e.
Q: Can this biological process be applied to mandelic acid derivatives other than the parent compound?
A: Yes, the strain demonstrates broad substrate specificity and can effectively resolve derivatives such as o-chloromandelic acid, p-chloromandelic acid, and p-hydroxymandelic acid with similarly high enantiomeric excess values.
Q: Does this method require expensive cofactors like NADH for the enzymatic reaction?
A: No, unlike some oxidative methods that rely on expensive NADH circulation systems, this process utilizes resting cells that operate efficiently without the need for external cofactor regeneration, simplifying the production workflow.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable (R)-(-)-Mandelic Acid Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical importance of high-quality chiral intermediates in the development of next-generation therapeutics and specialty chemicals. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that promising laboratory technologies like the Alcaligenes-mediated resolution can be successfully translated into robust industrial processes. We maintain stringent purity specifications and operate rigorous QC labs to guarantee that every batch of (R)-(-)-Mandelic Acid meets the exacting standards required by global regulatory agencies. Our commitment to technical excellence allows us to navigate the complexities of biocatalytic manufacturing, delivering products with consistent optical purity and minimal impurity profiles.
We invite you to collaborate with us to leverage this advanced technology for your specific project needs. Contact our technical procurement team today to request a Customized Cost-Saving Analysis tailored to your current manufacturing challenges. We are prepared to provide specific COA data and route feasibility assessments to demonstrate how our biocatalytic solutions can enhance your supply chain efficiency and reduce overall production costs. Let us be your partner in innovation, driving value through science and operational excellence.