Revolutionizing Phthalic Anhydride Production via Transimidation for High-Purity Polymer Intermediates
The chemical landscape for producing high-value acid anhydrides is undergoing a significant transformation, driven by the urgent need for cleaner, more efficient synthetic routes that bypass the limitations of traditional methodologies. Patent CN1751017A discloses a groundbreaking approach for the preparation of substituted phthalic anhydrides, particularly 4-chlorophthalic anhydride, which serves as a critical building block for high-performance polyetherimides and advanced pharmaceutical intermediates. This innovation centers on a transimidation reaction between a substituted N-alkyl phthalimide and a substituted tetrahydrophthalic anhydride, offering a distinct departure from the problematic Diels-Alder condensations historically relied upon in the industry. By leveraging this novel exchange mechanism, manufacturers can access a pathway that not only simplifies purification but also introduces a powerful recycling loop for reaction byproducts, fundamentally altering the economic and environmental profile of acid anhydride manufacturing. For R&D directors and procurement strategists alike, this technology represents a pivotal opportunity to secure a reliable phthalic anhydride supplier capable of delivering superior purity without the baggage of legacy process inefficiencies.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of 4-chlorophthalic anhydride has been plagued by significant technical hurdles that drive up costs and complicate supply chains for downstream users. Traditional routes often rely on the Diels-Alder condensation of maleic anhydride with chloroprene, followed by an aromatization step that frequently requires the use of elemental bromine. This reliance on halogens necessitates complex and costly recovery systems for hydrogen bromide (HBr), creating substantial environmental and safety liabilities for production facilities. Furthermore, thermal aromatization attempts in older processes have notoriously resulted in low yields accompanied by the formation of intractable tars, which severely hamper isolation efficiency and reduce overall plant throughput. The generation of isomeric mixtures in these conventional pathways further exacerbates the problem, requiring energy-intensive separation techniques to achieve the high purity levels demanded by the electronics and aerospace sectors. These cumulative inefficiencies translate directly into volatile pricing and extended lead times, making the search for alternative synthetic strategies a top priority for cost reduction in polymer additive manufacturing.
The Novel Approach
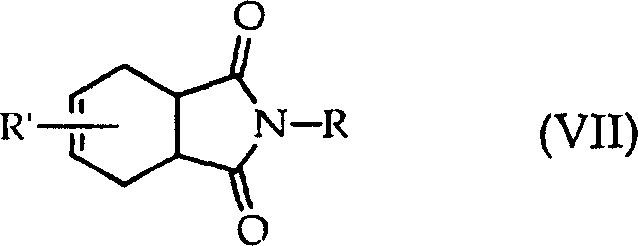
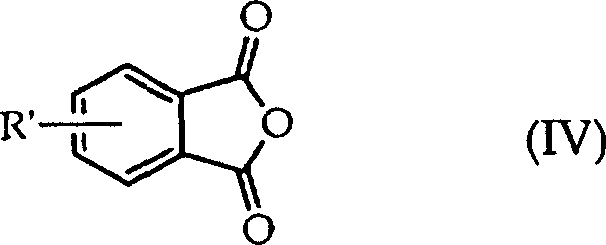
In stark contrast to these legacy methods, the transimidation strategy outlined in the patent offers a streamlined, chemically elegant solution that circumvents the formation of tars and hazardous halogenated byproducts. By reacting an N-alkyl phthalimide with a tetrahydrophthalic anhydride, the process directly generates the target phthalic anhydride while producing an N-alkyl tetrahydrophthalimide as the sole major byproduct. Crucially, this byproduct is not waste; it serves as a precursor that can be aromatized back into the starting N-alkyl phthalimide, effectively closing the material loop and maximizing atom economy. This capability allows the synthesis to be operated in either batch or continuous modes, providing the flexibility required for commercial scale-up of complex acid anhydrides to meet fluctuating market demands. The elimination of difficult isomer separations and the avoidance of aggressive halogenation conditions result in a much cleaner crude product, significantly reducing the burden on downstream purification units.
Mechanistic Insights into Transimidation and Aromatization
The core of this technological advancement lies in the reversible nature of the imide exchange reaction, which is driven forward by the subsequent processing of the co-product. In the initial step, the nitrogen atom of the N-alkyl phthalimide acts as a nucleophile, attacking the carbonyl carbon of the tetrahydrophthalic anhydride to form a transient mixed anhydride-imide intermediate. This intermediate collapses to release the desired substituted phthalic anhydride and the saturated N-alkyl tetrahydrophthalimide. The reaction conditions, typically involving aqueous systems with organic bases like triethylamine at elevated temperatures around 170°C, are optimized to facilitate this exchange while maintaining the stability of the sensitive anhydride functionality. Understanding this equilibrium is vital for process engineers aiming to optimize conversion rates and minimize residence times in large-scale reactors.
Beyond the primary exchange, the true genius of the process is found in the management of the tetrahydrophthalimide byproduct through catalytic aromatization. This secondary transformation converts the saturated ring system of the byproduct back into an aromatic phthalimide structure, ready to re-enter the transimidation cycle. This can be achieved efficiently using transition metal catalysts such as vanadium pentoxide (V2O5) at temperatures between 250°C and 270°C in a gas-phase reactor. This regeneration step ensures that the expensive N-alkyl phthalimide reagent is not consumed stoichiometrically but acts effectively as a carrier molecule, drastically reducing the raw material cost per kilogram of final product. For quality control teams, this mechanism also implies a more consistent impurity profile, as the recycling loop prevents the accumulation of non-volatile heavy ends that typically characterize batch processes lacking such regeneration capabilities.
How to Synthesize 4-Chlorophthalic Anhydride Efficiently
Implementing this synthesis route requires precise control over reaction parameters to maximize the efficiency of the transimidation equilibrium and the subsequent aromatization cycle. The process begins with the preparation of the N-alkyl phthalimide, which can be synthesized by heating tetrahydrophthalic anhydride with the desired amine, followed by the critical aromatization step to ensure the starting material is fully aromatic. Once the reagents are prepared, the transimidation is conducted in a sealed vessel with an aqueous base, where temperature and pressure must be carefully monitored to prevent hydrolysis of the anhydride product while driving the exchange to completion. Detailed standardized operating procedures for scaling this reaction from laboratory glassware to industrial stainless steel reactors are essential for maintaining safety and yield consistency.
- Prepare the N-alkyl phthalimide starting material, potentially via aromatization of the corresponding tetrahydro-derivative using a transition metal catalyst like V2O5 at 250°C-270°C.
- Conduct the transimidation reaction by mixing the N-alkyl phthalimide with the substituted tetrahydrophthalic anhydride in an aqueous system with a base like triethylamine at 170°C.
- Separate the product phthalic anhydride from the byproduct N-alkyl tetrahydrophthalimide via extraction and distillation, then recycle the byproduct through aromatization.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this transimidation technology translates into tangible strategic advantages that go beyond simple unit price considerations. The ability to recycle the imide byproduct fundamentally changes the cost structure of the synthesis, removing the need for stoichiometric quantities of expensive aromatic precursors and replacing them with a catalytic-like turnover of the nitrogen carrier. This structural efficiency leads to substantial cost savings by minimizing raw material waste and reducing the volume of hazardous waste streams that require costly disposal. Furthermore, the simplified purification train, which no longer needs to separate complex isomer mixtures or recover corrosive hydrogen bromide, lowers capital expenditure requirements for new production lines and reduces maintenance downtime for existing facilities.
- Cost Reduction in Manufacturing: The elimination of stoichiometric halogenating agents and the recycling of the N-alkyl imide carrier significantly lower the variable cost of goods sold. By avoiding the formation of tars and heavy byproducts, the process reduces the load on distillation columns and filtration units, leading to lower energy consumption per unit of output. This efficiency gain allows manufacturers to offer more competitive pricing structures for high-purity pharmaceutical intermediates without compromising on margin, providing a buffer against volatility in petrochemical feedstock prices.
- Enhanced Supply Chain Reliability: The robustness of the transimidation reaction, which tolerates a variety of substituents and operates under relatively moderate aqueous conditions, enhances the reliability of supply. Unlike processes sensitive to trace moisture or oxygen that can shut down production, this method offers greater operational stability, ensuring consistent delivery schedules for critical customers. The ability to source simpler, commodity-grade starting materials like maleic anhydride derivatives further insulates the supply chain from disruptions associated with specialized, hard-to-find reagents.
- Scalability and Environmental Compliance: The process is inherently scalable, having been designed to function effectively in both batch and continuous flow configurations, which facilitates rapid capacity expansion to meet surging demand. From an environmental perspective, the absence of bromine and the minimization of organic solvent waste align perfectly with increasingly stringent global regulations on volatile organic compounds (VOCs) and halogenated effluents. This compliance reduces the regulatory burden on manufacturing sites and future-proofs the production asset against tightening environmental legislation.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this patented transimidation technology. These answers are derived directly from the experimental data and process descriptions found in the patent literature, providing a factual basis for evaluating the feasibility of this route for your specific application needs. Understanding these nuances is critical for technical teams assessing the fit of this chemistry within their existing manufacturing infrastructure.
Q: What are the primary advantages of the transimidation method over traditional Diels-Alder routes?
A: The transimidation method avoids the formation of difficult-to-separate isomer mixtures and eliminates the need for hazardous bromine-based aromatization steps, resulting in a cleaner process with easier downstream purification.
Q: How is the byproduct managed in this synthesis route?
A: The byproduct, N-alkyl tetrahydrophthalimide, is not waste; it is converted back into the starting N-alkyl phthalimide via catalytic aromatization, creating a closed-loop system that maximizes atom economy.
Q: Is this process suitable for large-scale commercial production?
A: Yes, the patent explicitly states that the synthesis can be carried out in both batch and continuous modes, making it highly adaptable for commercial scale-up of complex acid anhydrides.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 4-Chlorophthalic Anhydride Supplier
At NINGBO INNO PHARMCHEM, we recognize that the transition to advanced synthetic routes like the one described in CN1751017A requires a partner with deep technical expertise and proven manufacturing capabilities. As a leading CDMO, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the theoretical benefits of this transimidation process are fully realized in a commercial setting. Our state-of-the-art facilities are equipped with rigorous QC labs and stringent purity specifications, guaranteeing that every batch of 4-chlorophthalic anhydride meets the exacting standards required for high-performance polyetherimide and electronic material applications.
We invite you to engage with our technical procurement team to discuss how this innovative chemistry can be tailored to your specific volume and purity requirements. By requesting a Customized Cost-Saving Analysis, you can quantify the potential economic benefits of switching to this cleaner, more efficient route for your supply chain. Contact us today to obtain specific COA data and route feasibility assessments that will empower your organization to make informed sourcing decisions for the next generation of chemical intermediates.