Advanced Iron-Catalyzed Oxidation for Commercial Scale Aromatic Aldehydes
The landscape of fine chemical synthesis is undergoing a transformative shift towards sustainable and economically viable catalytic processes, as exemplified by the groundbreaking technology disclosed in patent CN109796293B. This patent introduces a highly efficient method for synthesizing aromatic aldehydes through the iron-catalyzed oxidation of allyl aromatic compounds, utilizing air or oxygen as the terminal oxidant. For R&D directors and procurement specialists seeking a reliable pharmaceutical intermediate supplier, this innovation represents a pivotal advancement in reducing reliance on expensive precious metal catalysts and hazardous stoichiometric oxidants. The core breakthrough lies in the synergistic combination of abundant iron salts with hydrosilane promoters, enabling a direct, one-step conversion that bypasses the multi-step sequences traditionally required for such transformations. By operating under mild conditions ranging from 20 to 150°C, this methodology not only enhances safety profiles but also significantly broadens the substrate scope to include complex molecules sensitive to harsh chemical environments.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of aromatic aldehydes from allyl precursors has been plagued by significant operational inefficiencies and environmental drawbacks that hinder large-scale adoption in cost reduction in fine chemical manufacturing. Traditional routes typically necessitate a two-step sequence involving initial alkene isomerization under strong basic conditions followed by oxidative cleavage using aggressive reagents such as ozone, potassium permanganate, or osmium tetroxide. These conventional methods suffer from poor functional group tolerance, often leading to the degradation of sensitive moieties like esters, amines, or heterocycles present in advanced drug candidates. Furthermore, the use of strong bases and stoichiometric heavy metal oxidants generates substantial quantities of toxic waste, creating severe disposal challenges and escalating the overall cost of goods sold. The requirement for cryogenic conditions in ozonolysis or the handling of explosive peroxides further complicates the safety protocols required for commercial scale-up of complex polymer additives or pharmaceutical intermediates.
The Novel Approach
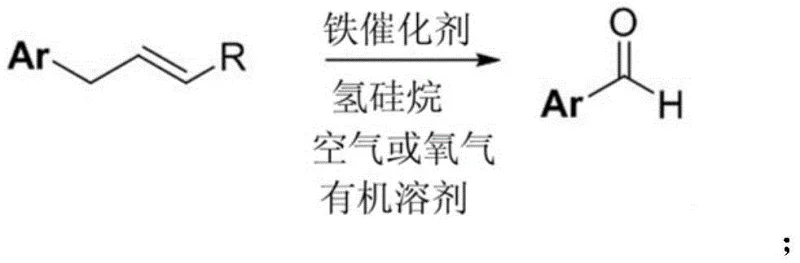
In stark contrast, the novel iron-catalyzed protocol described in the patent data offers a streamlined, atom-economical alternative that directly addresses these historical pain points. By leveraging the redox versatility of iron coupled with the reducing power of hydrosilanes, this method achieves oxidative cleavage in a single pot without the need for external bases or dangerous oxidizing agents. The reaction utilizes molecular oxygen from air, which is not only inexpensive and abundant but also produces water as the primary byproduct, aligning perfectly with green chemistry principles. This approach allows for the direct transformation of a wide array of allyl aromatic substrates, including those bearing electron-withdrawing or electron-donating groups, into their corresponding aldehydes with exceptional selectivity. The simplicity of the reaction setup, often requiring just mixing of reagents in common organic solvents, drastically reduces processing time and equipment complexity, thereby enhancing the overall throughput for high-purity OLED material or API intermediate production.
Mechanistic Insights into FeCl3-Catalyzed Oxidative Cleavage
The mechanistic elegance of this transformation relies on the in situ generation of highly active iron-hydride or iron-silyl species that facilitate the activation of molecular oxygen. When an iron salt, such as ferric chloride or ferrous acetylacetonate, interacts with a hydrosilane promoter like polymethylhydrosiloxane (PMHS) or tetramethyldisiloxane, it forms a reactive catalytic center capable of initiating radical or concerted oxidation pathways. This activation allows the system to utilize ambient air or pressurized oxygen (0.1 to 10 atmospheres) effectively, overcoming the kinetic barriers typically associated with triplet oxygen reactions at mild temperatures. The hydrosilane acts as a crucial co-reductant, regenerating the active iron species and driving the catalytic cycle forward while preventing the over-oxidation of the aldehyde product to carboxylic acids, a common side reaction in aerobic oxidations. This delicate balance ensures that the reaction stops selectively at the aldehyde stage, preserving the integrity of the carbonyl functionality essential for downstream coupling reactions.
Furthermore, the robustness of this catalytic system is evidenced by its remarkable compatibility with diverse functional groups, a critical factor for maintaining purity specifications in complex synthesis. The patent data highlights successful conversions of substrates containing halogens, sulfones, boronic acids, and various nitrogen-containing heterocycles such as pyridines, indoles, and imidazoles. This broad tolerance suggests that the catalytic species are sufficiently electrophilic to activate the alkene moiety without engaging in deleterious side reactions with nucleophilic sites elsewhere in the molecule. For quality control teams, this implies a cleaner impurity profile and simplified downstream purification, as fewer side products are generated compared to traditional harsh oxidation methods. The ability to process such complex small molecules efficiently underscores the potential of this technology for the late-stage functionalization of bioactive compounds where structural complexity is high.
How to Synthesize Aromatic Aldehydes Efficiently
Implementing this synthesis route requires careful attention to the selection of the iron precursor and the hydrosilane additive to match the specific electronic nature of the substrate. The general procedure involves charging a reaction vessel with the allyl aromatic compound, the chosen iron catalyst, and the hydrosilane promoter in a suitable organic solvent such as ethanol, acetonitrile, or dichloromethane. The mixture is then exposed to an oxygen atmosphere, either via balloon or pressurized reactor, and heated to the optimal temperature which typically ranges between room temperature and 100°C depending on the substrate reactivity. Detailed standardized synthesis steps see the guide below.
- Combine allyl aromatic substrate, iron catalyst (e.g., FeCl3), and hydrosilane promoter in an organic solvent.
- Introduce air or oxygen (0.1-10 atm) and heat the mixture to 20-150°C for 0.25-60 hours.
- Perform standard workup including extraction and chromatography to isolate the aromatic aldehyde product.
Commercial Advantages for Procurement and Supply Chain Teams
From a strategic sourcing perspective, the adoption of this iron-catalyzed technology offers profound benefits that extend beyond mere technical feasibility to impact the bottom line significantly. The substitution of scarce and volatile precious metals like palladium or ruthenium with ubiquitous iron salts dramatically stabilizes raw material costs and mitigates supply chain risks associated with geopolitical fluctuations in metal markets. Moreover, the elimination of hazardous oxidants reduces the regulatory burden and insurance costs related to handling dangerous chemicals, while the use of air as an oxidant removes the need for purchasing and storing expensive reagents. This simplification of the bill of materials translates directly into substantial cost savings and a more resilient supply chain capable of withstanding market disruptions.
- Cost Reduction in Manufacturing: The economic advantage of this process is primarily driven by the replacement of expensive catalysts and stoichiometric oxidants with low-cost iron salts and atmospheric oxygen. Since iron is one of the most abundant metals on earth, its price is orders of magnitude lower than that of noble metals, leading to a drastic reduction in catalyst loading costs per kilogram of product. Additionally, the one-step nature of the reaction eliminates the need for intermediate isolation and purification steps, saving both labor and solvent consumption. The high selectivity observed minimizes the loss of valuable starting materials to side products, thereby improving the overall mass balance and yield efficiency which is crucial for cost reduction in pharmaceutical intermediate manufacturing.
- Enhanced Supply Chain Reliability: Utilizing air or oxygen as the oxidant ensures that the key reagent is virtually inexhaustible and locally available, removing dependency on specialized chemical suppliers for oxidizing agents. The robustness of the reaction conditions allows for flexibility in manufacturing locations, as the process does not require specialized cryogenic infrastructure or extreme pressure vessels typically needed for ozonolysis. This decentralization potential enhances supply continuity, ensuring that production schedules are not disrupted by logistics issues related to hazardous material transport. Furthermore, the stability of the iron catalysts and hydrosilanes allows for long-term storage without significant degradation, facilitating better inventory management and just-in-time manufacturing strategies.
- Scalability and Environmental Compliance: The environmental profile of this method is exceptionally favorable, generating minimal waste streams compared to traditional heavy metal oxidations which produce toxic sludge. The primary byproducts are silanols and water, which are far easier to treat and dispose of in compliance with increasingly stringent environmental regulations. This green chemistry advantage simplifies the permitting process for new manufacturing lines and reduces the long-term liability associated with waste disposal. The mild reaction conditions also facilitate safer scale-up from gram to ton scales, as the exothermicity is manageable and the risk of runaway reactions is significantly lower than with peroxide-based systems, ensuring consistent quality and safety in commercial scale-up of complex fine chemicals.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this iron-catalyzed oxidation technology in industrial settings. These insights are derived directly from the experimental data and scope defined in the patent literature, providing a realistic overview of the process capabilities and limitations for potential partners.
Q: What are the advantages of using iron catalysts over traditional oxidants?
A: Iron catalysts offer significant cost reductions compared to precious metals and eliminate the need for hazardous strong oxidants or bases, improving safety and environmental compliance.
Q: Does this method tolerate complex functional groups?
A: Yes, the process demonstrates excellent compatibility with various functional groups including halogens, esters, sulfones, and heterocycles, making it suitable for complex API intermediates.
Q: What is the typical yield range for this oxidation process?
A: Under optimized conditions, the separation yield of target aromatic aldehydes can reach up to 96%, ensuring high efficiency for commercial production.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Aromatic Aldehyde Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of this iron-catalyzed oxidation technology for the production of high-value aromatic aldehydes and are fully equipped to bring this innovation to commercial reality. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory bench to pilot plant is seamless and efficient. We maintain stringent purity specifications and operate rigorous QC labs to guarantee that every batch of aromatic aldehyde meets the exacting standards required by the global pharmaceutical and agrochemical industries. Our commitment to quality assurance means that we can consistently deliver products with the high purity and low impurity profiles necessary for sensitive downstream applications.
We invite you to collaborate with us to leverage this cost-effective and environmentally friendly synthesis route for your specific project needs. Please contact our technical procurement team to request a Customized Cost-Saving Analysis tailored to your current supply chain challenges. We are ready to provide specific COA data and route feasibility assessments to demonstrate how this advanced iron-catalyzed method can optimize your manufacturing process and enhance your competitive edge in the market.