Advanced Synthesis of Prucalopride Intermediates: A Scalable Route for Global Pharmaceutical Manufacturing
Advanced Synthesis of Prucalopride Intermediates: A Scalable Route for Global Pharmaceutical Manufacturing
The pharmaceutical landscape for gastrointestinal motility disorders continues to evolve, driven by the demand for highly selective 5-HT4 receptor agonists like Prucalopride. Central to the efficient production of this active pharmaceutical ingredient is the availability of high-quality key intermediates, specifically 1-(3-methoxypropyl)-4-piperidinamine. Patent CN103193699A discloses a novel, robust methodology for preparing this critical building block, addressing long-standing challenges in yield optimization and process safety. This technical insight report analyzes the patented route, which leverages a streamlined two-step sequence involving N-alkylation followed by reductive amination. For R&D directors and procurement strategists, understanding this pathway is essential for securing a reliable Prucalopride intermediate supplier capable of delivering consistent quality at a competitive cost structure.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of piperidine-based intermediates for Prucalopride has been fraught with operational complexities and economic inefficiencies. Traditional routes often rely on the condensation of 4-amino-5-chloro-2,3-dihydro-N-(4-piperidyl)-7-benzofuran carboxamides with alkyl halides, a process that generates significant by-product burdens and suffers from low overall yields. Alternatively, methods involving 1-(3-methoxy-propyl)-4-piperylhydrazine precursors face severe supply chain bottlenecks due to the difficulty in sourcing these specialized hydrazine derivatives. Furthermore, older reductive amination techniques frequently necessitate the use of palladium on carbon (Pd/C) catalysts under hydrogen pressure, introducing safety hazards related to high-pressure hydrogenation and the logistical challenges of removing trace heavy metal residues to meet strict regulatory limits.
The Novel Approach
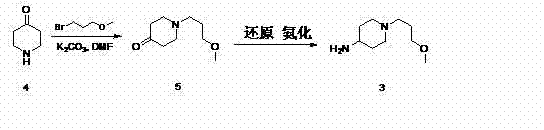
In stark contrast, the methodology outlined in CN103193699A offers a paradigm shift towards simplicity and efficiency. The process initiates with the direct alkylation of commercially abundant 4-piperidone with 1-bromo-3-methoxypropane, utilizing potassium carbonate in DMF to achieve high conversion rates. This is followed by a sophisticated reductive amination step using ammonium formate in formic acid, effectively bypassing the need for external hydrogen gas or precious metal catalysts. This approach not only streamlines the reaction workflow but also significantly enhances the safety profile of the manufacturing process. By eliminating complex purification steps associated with catalyst removal and minimizing side reactions, this novel route establishes a new benchmark for cost reduction in pharmaceutical intermediates manufacturing.
Mechanistic Insights into Reductive Amination and N-Alkylation
The core of this synthetic strategy lies in the precise control of nucleophilic substitution and subsequent reduction mechanisms. In the first stage, the secondary amine of 4-piperidone acts as a nucleophile, attacking the terminal carbon of 1-bromo-3-methoxypropane in an SN2 fashion. The use of anhydrous DMF as a polar aprotic solvent facilitates this displacement by stabilizing the transition state without solvating the nucleophile too strongly, thereby enhancing its reactivity. The presence of potassium carbonate serves a dual purpose: it acts as a base to deprotonate the piperidone nitrogen, increasing its nucleophilicity, and it scavenges the hydrobromic acid by-product, driving the equilibrium towards the formation of the ketone intermediate, 1-(3-methoxypropyl)-4-piperidone.
The subsequent transformation of the ketone to the primary amine involves a classic Leuckart-Wallach type mechanism adapted for mild conditions. Upon heating with ammonium formate in formic acid, the carbonyl group undergoes condensation with ammonia (generated in situ) to form an iminium ion intermediate. The formate ion then acts as a hydride donor, transferring a hydride to the electrophilic carbon of the iminium species. This intramolecular redox process is highly chemoselective, reducing the C=N bond while leaving the ether linkage intact. The rigorous control of temperature at 110°C ensures complete conversion while preventing thermal degradation, resulting in a crude product with a remarkably clean impurity profile that simplifies downstream processing.
How to Synthesize 1-(3-Methoxypropyl)-4-piperidinamine Efficiently
Implementing this synthesis requires strict adherence to the optimized parameters defined in the patent to ensure reproducibility and high yield. The process begins with the preparation of the alkylated ketone, where stoichiometry and moisture control are critical to preventing hydrolysis of the alkyl halide. Following isolation, the reductive amination step demands careful temperature ramping to manage the exothermic decomposition of ammonium formate. The workup procedure, involving pH adjustment to weak alkalinity and extraction with ethyl acetate, is designed to maximize recovery of the free base while leaving inorganic salts in the aqueous phase. Detailed standard operating procedures for each unit operation are essential for technology transfer.
- Perform N-alkylation of 4-piperidone with 1-bromo-3-methoxypropane in DMF using potassium carbonate as a base to form 1-(3-methoxypropyl)-4-piperidone.
- Conduct reductive amination by refluxing the ketone intermediate with ammonium formate in formic acid at 110°C for 8 hours.
- Execute workup by neutralizing with sodium carbonate, extracting with ethyl acetate, and purifying via distillation to obtain the final amine product.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain heads, the adoption of this patented route translates directly into tangible operational benefits and risk mitigation. The reliance on commodity chemicals such as 4-piperidone, 1-bromo-3-methoxypropane, and ammonium formate decouples production from the volatility of specialized reagent markets. This abundance of raw materials ensures a stable supply chain, reducing the risk of production stoppages due to material shortages. Furthermore, the elimination of high-pressure hydrogenation equipment lowers capital expenditure requirements for manufacturing facilities, making the process accessible to a broader range of contract development and manufacturing organizations (CDMOs).
- Cost Reduction in Manufacturing: The economic viability of this process is underpinned by the high atom economy and the avoidance of expensive catalytic systems. By replacing precious metal catalysts like palladium with inexpensive ammonium formate, the direct material costs are drastically reduced. Additionally, the simplified workup procedure minimizes solvent consumption and waste disposal costs, contributing to substantial overall cost savings in the production of high-purity pharmaceutical intermediates. The high yields reported in the patent examples further amplify these savings by maximizing output per batch.
- Enhanced Supply Chain Reliability: The robustness of the reaction conditions contributes to consistent batch-to-batch quality, a critical factor for maintaining uninterrupted supply to downstream API manufacturers. The process tolerance to minor variations in reaction parameters ensures that scale-up from pilot to commercial production can be achieved with minimal deviation. This reliability allows supply chain planners to forecast lead times with greater accuracy, facilitating just-in-time inventory management and reducing the need for excessive safety stock.
- Scalability and Environmental Compliance: From an environmental perspective, this method aligns well with green chemistry principles by avoiding heavy metal contamination and reducing energy consumption associated with high-pressure operations. The waste streams generated are primarily organic salts and solvents, which are easier to treat and dispose of compared to heavy metal-laden sludge. This compliance with environmental regulations simplifies the permitting process for new production lines and supports the sustainability goals of modern pharmaceutical enterprises.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this synthesis route. These insights are derived directly from the experimental data and comparative analysis provided in the patent documentation, offering clarity on process capabilities and limitations. Understanding these details is crucial for technical teams evaluating the feasibility of integrating this intermediate into their broader supply networks.
Q: What are the primary advantages of this synthesis route over traditional methods?
A: This novel method eliminates the need for complex hydrazine derivatives or high-pressure hydrogenation equipment often required in conventional routes. By utilizing readily available 4-piperidone and a straightforward reductive amination with ammonium formate, the process significantly simplifies operations, reduces reaction steps, and achieves high yields suitable for industrial scale-up.
Q: How does this method impact impurity profiles and product purity?
A: The use of specific reaction conditions, such as controlled temperature reflux in formic acid and precise pH adjustment during workup, minimizes side reactions like over-alkylation or incomplete reduction. This results in a cleaner crude product profile, reducing the burden on downstream purification and ensuring the final intermediate meets stringent pharmaceutical quality specifications.
Q: Is this process suitable for large-scale commercial production?
A: Yes, the process is designed with industrial applicability in mind. It utilizes common solvents like DMF and ethyl acetate and avoids hazardous reagents or extreme pressure conditions. The high conversion rates and simple isolation procedures (filtration, extraction, distillation) make it highly adaptable for multi-kilogram to ton-scale manufacturing environments.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable Prucalopride Intermediate Supplier
At NINGBO INNO PHARMCHEM, we recognize the critical role that high-quality intermediates play in the successful commercialization of gastrointestinal therapeutics. Our technical team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory bench to industrial reactor is seamless. We are committed to delivering products that meet stringent purity specifications through our rigorous QC labs, which employ advanced analytical techniques to verify identity and assay. Our facility is equipped to handle the specific solvent systems and reaction conditions required for this reductive amination process safely and efficiently.
We invite global partners to collaborate with us to optimize their supply chains for Prucalopride and related compounds. By leveraging our expertise, you can access a Customized Cost-Saving Analysis tailored to your specific volume requirements and quality standards. We encourage potential clients to contact our technical procurement team to request specific COA data and route feasibility assessments. Let us demonstrate how our commitment to innovation and quality can drive value for your organization and support your long-term strategic goals in the pharmaceutical market.