Revolutionizing Chiral Amine Synthesis: A Green Biocatalytic Route for Pharmaceutical Intermediates
The pharmaceutical industry is currently witnessing a paradigm shift towards sustainable manufacturing, driven by the urgent need to replace hazardous chemical processes with greener alternatives. Patent CN110551771B represents a significant breakthrough in this domain, disclosing a novel biocatalytic method for the synthesis of chiral 3-amino-1-butanol, a critical building block for high-value active pharmaceutical ingredients (APIs). This technology leverages engineered alcohol dehydrogenases and transaminases to convert inexpensive 1,3-butanediol into high-purity chiral amines, offering a compelling solution for cost reduction in chiral amine manufacturing. Unlike traditional chemical routes that rely on toxic reagents and generate substantial waste, this enzymatic approach operates under mild conditions, ensuring superior safety profiles and environmental compliance. For R&D directors and procurement strategists, understanding the implications of this patent is essential for securing a reliable pharmaceutical intermediate supplier capable of delivering complex molecules with consistent quality.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Historically, the synthesis of chiral 3-amino-1-butanol has been plagued by significant technical and economic hurdles inherent to traditional organic chemistry. One prevalent method involves the use of chiral (R)-alanine as a starting material, requiring protection groups and the use of diazomethane for carbon chain extension. Diazomethane is notoriously explosive and highly toxic, posing severe safety risks that complicate large-scale operations and necessitate expensive containment infrastructure. Another common route utilizes crotonate and chiral amines to generate epimers, followed by rigorous silica gel column chromatography to isolate the desired isomer. This separation step is incredibly inefficient, consuming vast quantities of organic solvents and resulting in substantial material loss, which drives up the cost of goods sold (COGS). Furthermore, the reliance on strong reducing agents like lithium aluminum hydride (LiAlH4) introduces additional safety hazards and waste disposal challenges. These factors collectively render conventional chemical synthesis unsuitable for modern, sustainable commercial scale-up of complex pharmaceutical intermediates.
The Novel Approach
In stark contrast, the methodology outlined in patent CN110551771B introduces a streamlined, two-step biocatalytic cascade that elegantly bypasses these limitations. By utilizing 1,3-butanediol—a commodity chemical known for its low cost and wide availability—as the primary substrate, the process immediately establishes a strong economic foundation. The first step employs an engineered alcohol dehydrogenase to selectively oxidize the diol into 3-keto-1-butanol. The second step utilizes a specific transaminase to introduce the amino group with high stereoselectivity, directly yielding either the (R) or (S) enantiomer depending on the enzyme variant selected. This biological precision eliminates the need for difficult chiral separations and avoids the use of hazardous heavy metals or explosive reagents. The result is a cleaner, safer, and more economically viable pathway that aligns perfectly with the principles of green chemistry while maintaining the rigorous purity standards required for drug substance manufacturing.
Mechanistic Insights into Enzymatic Cascade Catalysis
The core of this innovation lies in the sophisticated orchestration of two distinct enzymatic activities within a controlled reaction environment. The first enzyme, an alcohol dehydrogenase (ADH), facilitates the oxidation of the secondary alcohol group in 1,3-butanediol to a ketone, producing 3-keto-1-butanol. This reaction is coupled with a cofactor regeneration system, typically involving the reduction of NAD(P)+ to NAD(P)H, which is then recycled back to its oxidized form through a coupled reaction with a sacrificial substrate like acetone or isopropanol. This internal recycling mechanism is crucial for minimizing the consumption of expensive cofactors, thereby enhancing the overall process economics. The second enzyme, a transaminase (TAM), then acts upon the keto-intermediate. It transfers an amino group from an amine donor, such as isopropylamine or alanine, to the ketone carbonyl, forming the chiral amine bond. The specificity of the transaminase active site ensures that only one enantiomer is formed, achieving enantiomeric excess (ee) values exceeding 95%. This high level of stereocontrol is intrinsic to the enzyme's structure, removing the need for external chiral resolution steps that typically plague chemical synthesis.
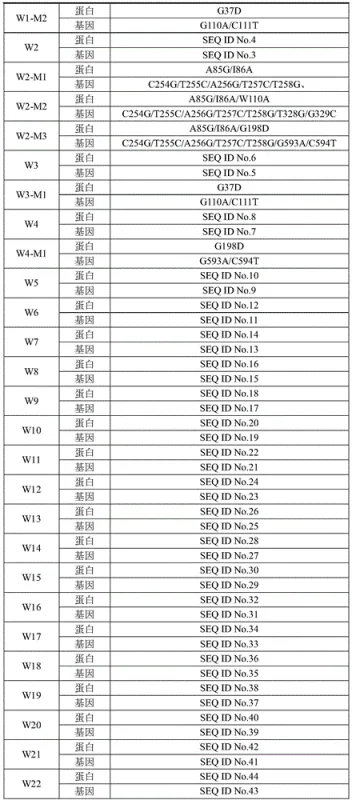
From an impurity control perspective, this biocatalytic route offers distinct advantages over chemical counterparts. Chemical methods often generate a spectrum of byproducts due to non-specific reactivity, requiring extensive purification to meet pharmacopeial standards. In contrast, enzymes are highly specific biocatalysts that recognize only their intended substrates, significantly reducing the formation of side products. The patent data indicates that by selecting specific enzyme mutants (e.g., W1-M1 or W2-M2), manufacturers can further optimize activity and stability, tailoring the biocatalyst to the specific demands of the production scale. This ability to engineer the catalyst provides a robust mechanism for controlling the impurity profile, ensuring that the final high-purity chiral 3-amino-1-butanol meets the stringent requirements for downstream API synthesis. The elimination of heavy metal residues and organic solvent contaminants further simplifies the purification workflow, reducing both time and resource expenditure.
How to Synthesize Chiral 3-Amino-1-Butanol Efficiently
Implementing this biocatalytic strategy requires a precise understanding of the reaction parameters and enzyme engineering principles described in the patent. The process can be executed either as a step-by-step cascade using isolated enzymes or as a consolidated bioprocess using whole-cell catalysts where both enzymes are co-expressed within a single microbial host. The choice between these modes depends on the specific production goals, with whole-cell systems often offering advantages in cofactor regeneration and enzyme stability. To achieve optimal conversion rates and stereoselectivity, careful attention must be paid to pH control, temperature maintenance, and the stoichiometry of the amine donor. The following guide outlines the standardized approach for executing this synthesis, ensuring reproducibility and high yield.
- Oxidize 1,3-butanediol to 3-keto-1-butanol using an engineered alcohol dehydrogenase (Enzyme A) with cofactor regeneration.
- Convert the intermediate 3-keto-1-butanol to chiral 3-amino-1-butanol using a specific transaminase (Enzyme B) and an amine donor.
- Purify the final product to achieve high enantiomeric excess (>95% ee) suitable for pharmaceutical applications.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain leaders, the transition to this enzymatic platform offers transformative benefits that extend far beyond simple technical feasibility. The primary driver for adoption is the drastic reduction in raw material costs achieved by switching from specialized chiral starting materials to commodity-grade 1,3-butanediol. This shift decouples the production cost from the volatile pricing of fine chemical precursors, providing a more stable and predictable cost structure. Additionally, the elimination of hazardous reagents like diazomethane and lithium aluminum hydride removes the need for specialized storage facilities and expensive safety protocols, leading to significant operational expenditure (OpEx) savings. The simplified downstream processing, resulting from high enzymatic selectivity, further reduces the consumption of solvents and chromatography media, contributing to a leaner and more efficient manufacturing footprint.
- Cost Reduction in Manufacturing: The economic model of this biocatalytic process is fundamentally superior to traditional chemical synthesis due to the utilization of low-cost bulk chemicals as feedstocks. By replacing expensive chiral pool materials with 1,3-butanediol, the direct material cost is significantly lowered. Furthermore, the high specificity of the enzymes minimizes waste generation, meaning that a higher proportion of the input mass is converted into valuable product rather than discarded byproducts. This atom economy translates directly into improved margins. The avoidance of complex purification steps like preparative HPLC or repeated crystallization also reduces utility costs and labor hours, creating a compound effect on overall cost efficiency that makes the final product highly competitive in the global market.
- Enhanced Supply Chain Reliability: Supply chain resilience is critically dependent on the availability and safety of raw materials. Traditional methods relying on diazomethane or specialized chiral amines are vulnerable to supply disruptions due to their hazardous nature and limited number of qualified suppliers. In contrast, 1,3-butanediol is a widely produced industrial chemical with a robust global supply network, ensuring consistent availability even during market fluctuations. The enzymatic process itself is less sensitive to minor variations in reaction conditions compared to sensitive chemical reductions, leading to more consistent batch-to-batch quality. This reliability reduces the risk of production delays and ensures a steady flow of intermediates to downstream API manufacturers, safeguarding the continuity of the entire drug development pipeline.
- Scalability and Environmental Compliance: Scaling biocatalytic processes is inherently safer and more straightforward than scaling exothermic chemical reactions involving hazardous reagents. The mild operating conditions (ambient temperature and pressure) reduce the engineering complexity of large-scale reactors, facilitating faster technology transfer from lab to plant. From an environmental standpoint, this process aligns with increasingly strict regulatory frameworks regarding waste disposal and emissions. The aqueous nature of the biocatalytic reaction reduces the volume of organic solvent waste, lowering the burden on wastewater treatment facilities. This environmental compatibility not only mitigates regulatory risk but also enhances the corporate sustainability profile, which is becoming a key criterion for procurement decisions in the pharmaceutical sector.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation of this biocatalytic synthesis route. These answers are derived directly from the experimental data and claims presented in patent CN110551771B, providing a factual basis for decision-making. Understanding these details is crucial for evaluating the feasibility of integrating this technology into existing manufacturing workflows.
Q: What are the advantages of the enzymatic method over chemical synthesis for 3-amino-1-butanol?
A: The enzymatic method avoids hazardous reagents like diazomethane and lithium aluminum hydride, uses cheap 1,3-butanediol as a substrate, and achieves high stereoselectivity (>95% ee) without complex chromatographic separation.
Q: Can this process produce both (R) and (S) isomers of 3-amino-1-butanol?
A: Yes, by selecting specific transaminase variants (e.g., from Bacillus megaterium for S-isomer or Aspergillus terreus for R-isomer), the process can be tuned to produce either enantiomer with high purity.
Q: Is this biocatalytic route scalable for industrial production?
A: Yes, the patent describes both step-by-step catalysis and whole-cell co-expression systems. The use of robust microbial hosts like E. coli and inexpensive substrates supports significant commercial scale-up potential.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable 3-Amino-1-Butanol Supplier
At NINGBO INNO PHARMCHEM, we recognize the strategic importance of adopting advanced biocatalytic technologies to maintain competitiveness in the pharmaceutical intermediate market. Our team possesses extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that the transition from laboratory innovation to industrial reality is seamless and efficient. We are committed to delivering stringent purity specifications through our rigorous QC labs, guaranteeing that every batch of chiral 3-amino-1-butanol meets the highest international standards. Our infrastructure is designed to support both step-wise enzymatic cascades and whole-cell fermentation processes, providing the flexibility needed to optimize cost and yield for your specific application.
We invite you to collaborate with us to leverage this cutting-edge synthesis method for your drug development programs. By partnering with our technical procurement team, you can request a Customized Cost-Saving Analysis tailored to your volume requirements. We encourage you to reach out today to obtain specific COA data and route feasibility assessments, allowing you to make informed decisions that drive value and efficiency in your supply chain. Let us help you secure a sustainable and cost-effective source of this critical chiral building block.