Revolutionizing Food-Grade GABA Manufacturing with Advanced Enzyme Engineering and Fermentation Technology
The pharmaceutical and food industries are constantly seeking more efficient pathways to produce high-value functional ingredients, and the recent technological breakthroughs detailed in patent CN112391372B represent a significant leap forward in the biosynthesis of gamma-aminobutyric acid (GABA). This patent discloses a novel glutamate decarboxylase mutant, specifically engineered to overcome the longstanding pH limitations associated with traditional microbial fermentation processes. By modifying the amino acid sequence of the enzyme derived from Lactobacillus plantarum, researchers have successfully created a biocatalyst that maintains robust activity under near-neutral conditions, which is critical for coordinating enzyme function with host cell growth. The integration of this mutant gene into a Lactococcus lactis expression system, coupled with a specific antiporter gene, facilitates an unprecedented molar conversion rate of sodium glutamate. This innovation not only enhances the theoretical yield but also streamlines the downstream processing requirements, making it an attractive solution for large-scale industrial applications. The implications for supply chain stability and product consistency are profound, as this method reduces the variability often seen in wild-type strain fermentations. Consequently, this technology offers a reliable foundation for manufacturers aiming to secure a competitive edge in the global market for functional food additives and pharmaceutical intermediates.
The Limitations of Conventional Methods vs. The Novel Approach
The Limitations of Conventional Methods
Traditional methods for GABA production, particularly those relying on wild-type microbial strains, are severely constrained by the inherent biochemical properties of native glutamate decarboxylase enzymes. Most naturally occurring GAD enzymes exhibit optimal catalytic activity in highly acidic environments, typically between pH 4.0 and 5.0, which creates a fundamental conflict with the physiological requirements of the host bacteria. Lactic acid bacteria, which are preferred for their GRAS status, generally thrive and reproduce most efficiently at near-neutral pH levels, leading to a disconnect between cell growth and product synthesis. When the fermentation environment is adjusted to the acidic range required for enzyme activity, cell growth is often inhibited, resulting in lower biomass and reduced overall productivity. Conversely, maintaining a neutral pH for optimal cell growth renders the wild-type enzyme largely inactive, causing a bottleneck in the conversion of the substrate, sodium glutamate, into the desired product. This dichotomy forces manufacturers to choose between suboptimal growth or suboptimal catalysis, often necessitating complex and costly pH control strategies that increase operational expenses. Furthermore, the low conversion rates associated with these conventional methods lead to significant residual substrate in the fermentation broth, complicating purification and increasing waste disposal costs. These inefficiencies collectively undermine the economic viability and scalability of traditional GABA manufacturing processes.
The Novel Approach
The novel approach presented in this patent fundamentally resolves the pH conflict through precise protein engineering, specifically by truncating the C-terminal end of the glutamate decarboxylase enzyme. By removing eleven amino acid residues from the C-terminus, the resulting mutant, designated as GadBΔC11, exhibits a dramatically expanded pH activity profile that remains highly active even at pH 6.0 and above. This modification allows the enzyme to function effectively within the same pH range that supports optimal host cell proliferation, thereby synchronizing biomass accumulation with product formation. The co-expression of this mutant enzyme with the GadC antiporter protein further enhances the system by facilitating the efficient transport of substrate into the cell and the export of the product, preventing product inhibition. This synergistic effect results in a molar conversion rate reaching over 91 percent, which is a substantial improvement over previous benchmarks in the field. The process eliminates the need for aggressive acidification during the critical growth phase, simplifying the fermentation control logic and reducing the consumption of pH调节 agents. Ultimately, this approach transforms the production landscape by enabling a high-density, high-yield fermentation process that is both economically and technically superior to legacy methods.
Mechanistic Insights into GadBΔC11-Catalyzed Decarboxylation
The structural basis for the enhanced performance of the GadBΔC11 mutant lies in the conformational changes induced by the C-terminal truncation, which alters the enzyme's sensitivity to proton concentration. In wild-type enzymes, the C-terminal domain often acts as a regulatory gate that closes or distorts the active site under neutral or alkaline conditions, effectively shutting down catalysis. The removal of these specific residues appears to stabilize the open conformation of the active site, allowing the pyridoxal-5'-phosphate (PLP) cofactor to remain accessible and functional even when the surrounding environment is less acidic. This structural resilience ensures that the decarboxylation reaction, which converts L-glutamate to GABA and carbon dioxide, proceeds with high efficiency regardless of the physiological pH shifts that occur during fermentation. The kinetic parameters demonstrate that the mutant retains a high turnover number and substrate affinity, comparable to or better than the wild-type enzyme under its optimal acidic conditions. This mechanistic robustness is crucial for industrial applications where maintaining a strictly acidic environment throughout the entire fermentation cycle is energetically expensive and technically challenging. By decoupling enzyme activity from extreme acidity, the technology provides a more flexible and resilient biocatalytic system.
Furthermore, the integration of the GadC antiporter is a critical component of the overall mechanism that drives the reaction equilibrium towards product formation. The GadC protein functions as a specific transporter that exchanges intracellular GABA for extracellular L-glutamate, effectively preventing the accumulation of the product inside the cell which could otherwise inhibit the enzyme. This continuous export mechanism ensures that the intracellular concentration of GABA remains low, thereby maintaining a strong thermodynamic driving force for the decarboxylation reaction to continue. The co-expression strategy ensures that both the catalytic engine (GadBΔC11) and the transport system (GadC) are present in sufficient quantities to handle the high flux of metabolites. This coordinated expression prevents bottlenecks in substrate uptake or product release, which are common failure points in less optimized metabolic engineering efforts. The result is a highly efficient cellular factory capable of sustaining high production rates over extended fermentation periods without significant loss of viability or catalytic power. This level of metabolic coordination is essential for achieving the high titers reported in the patent data.
How to Synthesize GABA Efficiently
The synthesis of high-purity GABA using this advanced biotechnology involves a streamlined fermentation protocol that leverages the unique properties of the engineered strain. The process begins with the activation of the recombinant Lactococcus lactis strain in a specialized seed medium to ensure robust initial growth before scaling up to the production fermenter. Once the culture reaches the optimal optical density, a specific inducer is added to trigger the high-level expression of the mutant enzyme and the antiporter protein. The fermentation is then conducted in a two-stage pH control mode, where the initial phase allows for natural acidification by cell metabolism, followed by a controlled maintenance of pH at 5.0 to maximize enzyme activity without stressing the cells. Detailed standardized synthesis steps are provided in the guide below to ensure reproducibility and compliance with quality standards.
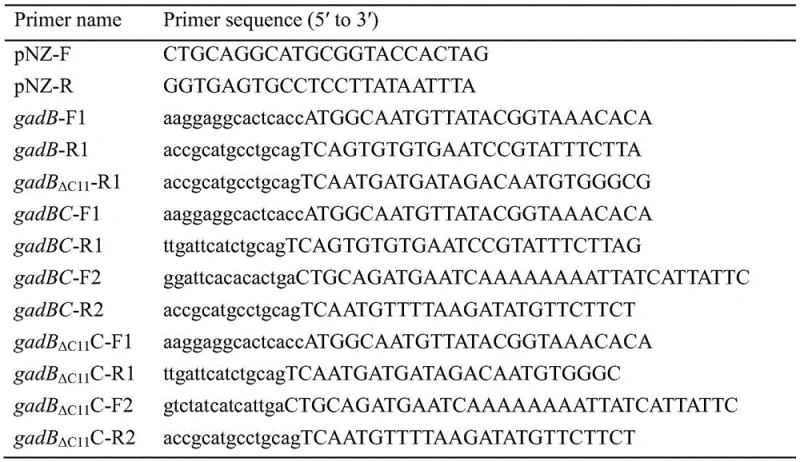
- Construct the recombinant vector pNZ8149-gadBΔC11C containing the mutant glutamate decarboxylase gene and the antiporter gene.
- Transform the vector into Lactococcus lactis NZ3900 host cells and screen for high-activity recombinant strains.
- Conduct two-stage pH-controlled fermentation at 30°C with nisin induction to maximize GABA yield and conversion rate.
Commercial Advantages for Procurement and Supply Chain Teams
For procurement managers and supply chain directors, the adoption of this patented fermentation technology offers distinct strategic advantages that directly impact the bottom line and operational reliability. The primary benefit lies in the significant reduction of manufacturing costs driven by the exceptionally high conversion rate of the raw material, sodium glutamate, into the final product. By minimizing the amount of unreacted substrate that must be recovered or disposed of, the process drastically reduces raw material waste and lowers the overall cost of goods sold. Additionally, the ability of the mutant enzyme to function at near-neutral pH reduces the consumption of acids and bases required for pH control, further decreasing utility and chemical costs. The use of a GRAS-status host organism simplifies regulatory compliance for food-grade applications, reducing the time and expense associated with safety testing and certification. These factors combine to create a more cost-effective production model that can withstand market fluctuations in raw material pricing. Moreover, the robustness of the strain ensures consistent batch-to-batch quality, which is critical for maintaining long-term contracts with major food and pharmaceutical clients.
- Cost Reduction in Manufacturing: The elimination of extreme pH constraints during the cell growth phase significantly reduces the consumption of pH调节 chemicals and the energy required for mixing and control systems. By achieving a molar conversion rate exceeding 91 percent, the process minimizes the loss of expensive sodium glutamate substrate, directly translating to lower raw material costs per kilogram of GABA produced. The high yield also means that less fermentation volume is required to produce the same amount of product, reducing the burden on downstream purification equipment and utilities. This efficiency allows manufacturers to offer more competitive pricing while maintaining healthy profit margins, a crucial factor in the commoditized food additive market. The reduction in waste generation also lowers environmental compliance costs, adding another layer of financial benefit to the operation.
- Enhanced Supply Chain Reliability: The use of a genetically stable and high-activity strain ensures consistent production output, mitigating the risk of batch failures that can disrupt supply schedules. The fermentation process is robust against minor variations in operating conditions, providing a safety net that ensures on-time delivery even in the face of operational challenges. The high productivity of the strain means that production capacity can be scaled up without a proportional increase in facility footprint or equipment investment. This scalability allows suppliers to respond quickly to surges in market demand, ensuring that customers do not face shortages during peak seasons. The reliability of the supply chain is further bolstered by the food-grade status of the organism, which simplifies logistics and storage requirements compared to hazardous chemical synthesis routes.
- Scalability and Environmental Compliance: The fermentation process is inherently scalable, having been demonstrated to perform effectively in controlled fermenter environments that mimic industrial conditions. The biological nature of the synthesis avoids the use of toxic organic solvents or heavy metal catalysts, resulting in a much cleaner waste stream that is easier and cheaper to treat. This aligns with increasingly stringent global environmental regulations, reducing the risk of fines or shutdowns due to non-compliance. The reduced chemical footprint also enhances the sustainability profile of the final product, which is a growing requirement for major multinational corporations seeking green supply chain partners. The ability to scale from laboratory to industrial production without significant process re-engineering accelerates the time to market for new product launches.
Frequently Asked Questions (FAQ)
The following questions address common technical and commercial inquiries regarding the implementation and benefits of this GABA production technology. These answers are derived directly from the experimental data and claims within the patent documentation to ensure accuracy and relevance for industry stakeholders. Understanding these details is essential for evaluating the feasibility of integrating this method into existing manufacturing workflows. The information provided here serves as a preliminary guide for technical due diligence and strategic planning.
Q: What is the primary advantage of the GadBΔC11 mutant over wild-type enzymes?
A: The GadBΔC11 mutant exhibits a significantly widened catalytic pH activity range, maintaining high activity at near-neutral pH levels where wild-type enzymes are inactive, thus aligning better with cell growth conditions.
Q: How does this technology impact the cost of GABA production?
A: By enabling higher conversion rates and reducing the need for extreme pH adjustments during the initial growth phase, the process lowers raw material waste and operational complexity, leading to substantial cost savings.
Q: Is the produced GABA suitable for food applications?
A: Yes, the process utilizes GRAS (Generally Recognized As Safe) Lactococcus lactis strains and fermentation methods specifically designed to meet food-grade safety and purity standards.
Partnering with NINGBO INNO PHARMCHEM: Your Reliable GABA Supplier
At NINGBO INNO PHARMCHEM, we recognize the transformative potential of this enzyme engineering technology and are fully equipped to leverage it for your commercial needs. As a leading CDMO expert, we possess extensive experience scaling diverse pathways from 100 kgs to 100 MT/annual commercial production, ensuring that your transition from lab to market is seamless and efficient. Our facilities are designed to handle complex fermentation processes with stringent purity specifications, supported by rigorous QC labs that guarantee every batch meets the highest international standards. We understand that consistency and quality are paramount in the food and pharmaceutical industries, and our commitment to excellence ensures that your supply chain remains uninterrupted. By partnering with us, you gain access to cutting-edge biotechnology that drives down costs while elevating product quality.
We invite you to initiate a conversation with our technical procurement team to discuss how we can tailor this technology to your specific requirements. Request a Customized Cost-Saving Analysis to understand the potential economic impact on your operations, and ask for specific COA data and route feasibility assessments to validate the technical fit. Our team is ready to provide the detailed insights you need to make informed sourcing decisions that will benefit your organization in the long term. Let us help you optimize your supply chain with a solution that combines innovation, reliability, and value.
Engineering Bottleneck?
Can't scale up this synthesis? Upload your target structure or CAS, and our CDMO team will evaluate the industrial feasibility within 24 hours. Request Evaluation →